15CrMoG重量計算公式
(外徑-壁厚)*壁厚*0.02466=kg/米(每米的重量)2100433B
15CrMoG造價信息
| 15CrMoG 化學成分% |
||||||
| C |
Si |
Mn |
P |
S |
Cr |
Mo |
| 0.12~0.18 |
0.15~0.40 |
0.40~0.70 |
≤0.025 |
≤0.025 |
0.80~1.20 |
0.45~0.60 |
合金管尺寸及允許偏差
| 偏差等級 |
標準化外徑允許偏差 |
| D1 |
±1.5%,最小±0.75 mm |
| D2 |
±1.0%。最小±0.50 mm |
| D3 |
±0.75%.最小±0.30 mm |
| D4 |
±0.50%。最小±0.10 mm |
15CrMo鋼是電力工業中廣泛使用的鋼種,在500℃-550℃使用具有較高的熱強性能。當使用溫度大于550℃,其熱強性能顯著降低。通常15CrMo鋼主要用于蒸汽參數為510℃的高中壓管道、導汽管,管壁溫度為550℃的熱器管等。
國外同類型鋼種,有前蘇聯的15XM,美國牌號T12、P12,日本牌號STBA22、STPA22和德國牌13CrMo44等。
15CrMo鋼正常供貨狀態的顯微組織為鐵素體加珠光體,15CrMo鋼在工作溫度500℃-550℃范圍長期運行過程中,會產生珠光體的球化、合金元素在固溶體和碳化物間的再分配及碳化物相結構的改變,15CrMo鋼的熱強性能和力學性能隨著珠光體球化程度和固溶體是合金元素貧化程度的加大而逐漸降低,以致材質漸趨劣化甚至失效。因此,長期以來15CrMo鋼組織中珠光體球化程度常被廣泛用于判定該類鋼使用可靠性的重要判據之一。
15CrMoG重量計算公式常見問題
-
看你的已知條件了:1、體積(水法測量)*密度(7.6)2、凈重+加工量
-
銅套重量計算公式:根據嘉善榮昌滑動軸承計算銅套的經驗,銅套外徑為D,內徑為d,高度為L其計算公式:(D^2-d^2)/4*3.14159*L*p/1000000p為銅套的密度,銅合金的密度要根據材料,...
-
15CrMoG與15CrMo的執行標準不同, 15CrMo執行標準GB3087, 15CrMoG執行標準GB5310。15CrMo是板材,15CrMoG中大寫G表示是管材。15CrMo鋼正常供貨狀態的...
15CrMoG重量計算公式文獻

 板材重量計算公式
板材重量計算公式
格式:pdf
大小:11KB
頁數: 7頁
評分: 4.7
鋼材理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其基本公式為: W (重量, kg ) = F (斷面積 mm2 )× L (長度, m )×ρ(密度, g/cm3 )× 1/1000 鋼的密度為: 7.85g/cm3 ,各種鋼材理論重量計算公式如下: 名稱(單位) 計算公式 符號意義 計算舉例 圓鋼 盤條 (kg/m) W= 0.006165 ×d 2 d = 直徑 mm 直徑 100 mm 的圓鋼,求每 m 重量。每 m 重量 = 0.006165 ×1002=61.65kg 螺紋鋼 (kg/m) W= 0.00617 ×d 2 d= 斷面直徑 mm 斷面直徑為 12 mm 的螺紋鋼, 求每 m 重量。每 m 重量 =0.00617 ×122=0.89kg 方鋼 (kg/m)W= 0.00785 ×a 2 a= 邊寬 mm 邊寬 20 mm 的方鋼,求
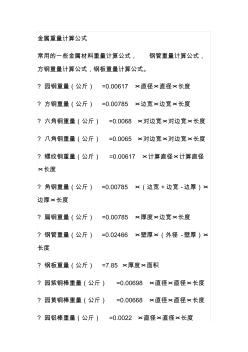 金屬重量計算公式
金屬重量計算公式
格式:pdf
大小:11KB
頁數: 24頁
評分: 4.7
金屬重量計算公式 常用的一些金屬材料重量計算公式, 鋼管重量計算公式, 方鋼重量計算公式,鋼板重量計算公式。 ? 園鋼重量(公斤) =0.00617 ×直徑×直徑×長度 ? 方鋼重量(公斤) =0.00785 ×邊寬×邊寬×長度 ? 六角鋼重量(公斤) =0.0068 ×對邊寬×對邊寬×長度 ? 八角鋼重量(公斤) =0.0065 ×對邊寬×對邊寬×長度 ? 螺紋鋼重量(公斤) =0.00617 ×計算直徑×計算直徑 ×長度 ? 角鋼重量(公斤) =0.00785 ×(邊寬 +邊寬 -邊厚)× 邊厚×長度 ? 扁鋼重量(公斤) =0.00785 ×厚度×邊寬×長度 ? 鋼管重量(公斤) =0.02466 ×壁厚×(外徑 -壁厚)× 長度 ? 鋼板重量(公斤) =7.85 ×厚度×面積 ? 園紫銅棒重量(公斤) =0.00698 ×直徑×直徑×長度 ? 園黃銅棒重量(公斤) =0.00668
15crmoG管消費量占鋼材總量的比重僅為發達國家的一半,15crmoG管使用領域擴大為行業發展提供更廣闊的空間。根據中國特鋼協會15crmoG管分會的研究,未來我國15crmoG管長材的需求年均增長可達10-12%。
1. 無縫鋼管
因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。
a. 工藝流程概述
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
b.無縫鋼管,因其用途不同而分為如下若干品種:
GB/T8162-2008(結構用無縫鋼管)。主要用于一般結構和機械結構。其代表材質(牌號):碳素鋼20、45號鋼;合金鋼Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-2008(輸送流體用無縫鋼管)。主要用于工程及大型設備上輸送流體管道。代表材質(牌號)為20、Q345等。
GB3087-2008(低中壓鍋爐用無縫鋼管)。主要用于工業鍋爐及生活鍋爐輸送低中壓流體的管道。代表材質為10、20號鋼。
GB5310-2008(高壓鍋爐用無縫鋼管)。主要用于電站及核電站鍋爐上耐高溫、高壓的輸送流體集箱及管道。代表材質為20G、15CrMoG、15CrMoG等。
GB5312-1999(船舶用碳鋼和碳錳鋼無縫鋼管)。主要用于船舶鍋爐及過熱器用I、II級耐壓管等。代表材質為360、410、460鋼級等。
GB6479-2000(高壓化肥設備用無縫鋼管)。主要用于化肥設備上輸送高溫高壓流體管道。代表材質為20、16Mn、12CrMo、12Cr2Mo等。
GB9948-2006(石油裂化用無縫鋼管)。主要用于石油冶煉廠的鍋爐、熱交換器及其輸送流體管道。其代表材質為20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
GB18248-2000(氣瓶用無縫鋼管)。主要用于制作各種燃氣、液壓氣瓶。其代表材質為37Mn、34Mn2V、35CrMo等。
GB/T17396-1998(液壓支柱用熱軋無縫鋼管)。主要用于制作煤礦液壓支架和缸、柱,以及其它液壓缸、柱。其代表材質為20、45、27SiMn等。
GB3093-1986(柴油機用高壓無縫鋼管)。主要用于柴油機噴射系統高壓油管。其鋼管一般為冷拔管,其代表材質為20A。
GB/T3639-1983(冷拔或冷軋精密無縫鋼管)。主要用于機械結構、碳壓設備用的、要求尺寸精度高、表面光潔度好的鋼管。其代表材質20、45鋼等。
GB/T3094-1986(冷拔無縫鋼管異形鋼管)。主要用于制作各種結構件和零件,其材質為優質碳素結構鋼和低合金結構鋼。
GB/T8713-1988(液壓和氣動筒用精密內徑無縫鋼管)。主要用于制作液壓和氣動缸筒用的具有精密內徑尺寸的冷拔或冷軋無縫鋼管。其代表材質為20、45鋼等。
GB13296-1991(鍋爐、熱交換器用不銹鋼無縫鋼管)。主要用于化工企業的鍋爐、過熱器、熱交換器、冷凝器、催化管等。用的耐高溫、高壓、耐腐蝕的鋼管。其代表材質為0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14975-1994(結構用不銹鋼無縫鋼管)。主要用于一般結構(賓館、飯店裝飾)和化工企業機械結構用的耐大氣、酸腐蝕并具有一定強度的鋼管。其代表材質為0-3Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14976-1994(流體輸送用不銹鋼無縫鋼管)。主要用于輸送腐蝕性介質的管道。代表材質為0Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr17Ni12Mo2、0Cr18Ni12Mo2Ti等。
YB/T5035-1993(汽車半軸套管用無縫鋼管)。主要用于制作汽車半軸套管及驅動橋橋殼軸管用的優質碳素結構鋼和合金結構鋼熱軋無縫鋼管。其代表材質為45、45Mn2、40Cr、20CrNi3A等。
API SPEC5CT-1999(套管和油管規范),是美國石油學會(American Petreleum Instiute, 簡稱"API")編制并發布的在世界各地通用。其中: 套管:由地表面伸進鉆井內,作為井壁襯的管子,其管子之間通過接箍連接。主要材質為J55、N80、P110等鋼級,以及抗硫化氫腐蝕的C90、T95等鋼級。其低鋼級(J55、N80)可為焊接鋼管。油管:由地表面插入套管內直至油層的管子,其管子之間通過接箍或整體連接。其作用于是抽油機將油層石油經油管輸送到地面。主要材質為J55、N80、P110、以及抗硫化氫腐蝕的C90、 美國石油學會編制并發布的,在世界各地通用。
15crmoG管重量公式:[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
15CrMoG鋼系珠光體組織耐熱鋼,在高溫下具有較高的熱強性(δb≥440MPa)和抗氧化性,并具有一定的抗氫腐蝕能力。由于鋼中含有較高含量的Cr、C和其它合金元素,鋼材的淬硬傾向較明顯,焊接性差。
15CrMoG焊接性
焊接材料
針對15CrMo鋼的焊接性的工作特點,根據以往的經驗,參照國外提供的焊接工藝卡,我們選擇了兩種方案進行焊接試驗。
方案Ⅰ:焊接預熱,采用ER80S-B2L焊絲,T1G焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進行局部熱處理。
方案Ⅱ:采用ER80S-B2L焊絲,T1G焊打底,E309Mo-16焊條,焊條填充電弧焊蓋面,焊后不進行熱處理。焊絲和焊條的化學成分及力學性能見表1。
15CrMoG鋼管純化氫的原理是,在300—500℃下,把待純化的氫通入15CrMoG鋼管的一側時,氫被吸附在15CrMoG鋼管壁上,由于鈀的4d電子層缺少兩個電子,它能與氫生成不穩定的化學鍵(鈀與氫的這種反應是可逆的),在鈀的作用下,氫被電離為質子其半徑為1.5×1015m,而鈀的晶格常數為3.88×10-10m(20℃時),故可通過15CrMoG合金鋼管,在鈀的作用下質子又與電子結合并重新形成氫分子,從15CrMoG合金鋼管的另一側逸出。在15CrMoG合金鋼管表面,未被離解的氣體是不能透過的,故可利用15CrMoG合金鋼管獲得高純氫。
雖然鈀對氫有獨特的透過性能,但純鈀的機械性能差,高溫時易氧化,再結晶溫度低,易使15CrMoG鋼管變形和脆化,故不能用純鈀作透過膜。在鈀中添加適量的IB族和Ⅷ族元素,制成鈀合金,可改善鈀的機械性能11.汽車半軸套管用無縫鋼管(GB3088-82)是制造汽車半軸套管及驅動橋橋殼軸管用的優質碳素結構鋼和合金結構鋼熱軋無縫鋼管鈀合金中,銀約占20—30%,其他成分(如金等)的含量<5%。
合金管 15CrMoG GB5310-2008 840×120
合金管 15CrMoG GB5310-2008 426×20-22-30
合金管 15CrMoG GB5310-2008 426×12-14-16
合金管 15CrMoG GB5310-2008 377×24-45
合金管 15CrMoG GB5310-2008 377×10-12-16
合金管 15CrMoG GB5310-2008 325×25-32
合金管 15CrMoG GB5310-2008 325×16-20
合金管 15CrMoG GB5310-2008 325×10-12-14
合金管 15CrMoG GB5310-2008 273×16-20
合金管 15CrMoG GB5310-2008 273×10-12-14
合金管 15CrMoG GB5310-2008 219×14-16-20
合金管 15CrMoG GB5310-2008 219×8-9-10-12
合金管 15CrMoG GB5310-2008 168×8-10-16-20
合金管 15CrMoG GB5310-2008 159×8-10-12-16
合金管 15CrMoG GB5310-2008 133×6-8-10-14
合金管 15CrMoG GB5310-2008 114×6-8-10
合金管 15CrMoG GB5310-2008 89×6-8-10
合金管 15CrMoG GB5310-2008 76×6-8-10-12
合金管 15CrMoG GB5310-2008 63.5×4-5.5
合金管 15CrMoG GB5310-2008 60×4-5-9
合金管 15CrMoG GB5310-2008 57×4-6-8
合金管 15CrMoG GB5310-2008 51×3.5-4-5-6
金管管 15CrMoG GB5310-2008 48×3.5-5-6-8
合金管 15CrMoG GB5310-2008 45×3.5-6-7
合金管 15CrMoG GB5310-2008 42×3.5-5-6
合金管 15CrMoG GB5310-2008 38×3.5-4-5
合金管 15CrMoG GB5310-2008 32×4-5-6
合金管 15CrMoG GB5310-2008 28×4-6
合金管 15CrMoG GB5310-2008 25×3.5
15CrMoG材質合金管尺寸及允許偏差
偏差等級
標準化外徑允許偏差
D1
±1.5%,最小±0.75 mm
D2
±1.0%。最小±0.50 mm
D3
±0.75%.最小±0.30 mm
D4
±0.50%。最小±0.10 mm
15CrMoG相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 022Cr19Ni10
- 美的 RSJF-30/R-100WMTP/D-A
- 美的RSJF-72/XH
- 美的RSJ-72/400XH32-B
- 滄州悅科管道有限公司
- 滄州擎凱管道有限公司
- 松下攝錄一體機HX-DC10
- 智能快速脫纜鉤
- 3D激光坡口切割
- 發思特軟件(上海)有限公司
- 鎢鋼永磁吸盤
- 樁承載力自平衡測試技術研究與應用(第二版)
- 合金管15CrMoG
- 15CrMoG材質合金管
- 15crmoG鋼管
- 合金鋼管15CrMoG
- 圓鋼方鋼尺寸重量偏差標準GB-t702-2004
- 圓木材積計算公式(20201029141635)
- 關于抗隆起穩定計算公式和安全系數取值考證
- H型鋼及工字鋼理論重量
- 異型鋼管重量計算公式
- H型鋼理論重量及表面積
- 臨時用水、臨時用電計算公式及計算實例
- 居住小區室外給水管道設計秒流量計算公式銜接流量值推算
- 拉森鋼板樁的理論重量
- 亞士真石漆、多彩漆、彈性涂料用量計算公式及包裝規格表
- GBT21835-2008 焊接鋼管尺寸及單位長度重量
- GB708-88冷軋鋼板和鋼帶的尺寸、外形、重量
- 304不銹鋼方管、圓管、不銹鋼花紋板、鋼板理論計算公式
- GB342-82冷拉圓鋼絲尺寸、外形、重量及允許偏差
- 級球墨鑄鐵管重量及最新價格
- 常用鋼制管件彎頭、三通、異徑管、管帽理論重量體積表
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司