16mn精密無縫管重量計算公式:
[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
16Mn無縫管工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光 ——外拋光——檢驗——標識——成品包裝 1、生產制造方法
按生產方法不同可分為熱軋管、冷軋 管、冷拔管、擠壓管等。
1.1、16Mn無縫管一般在自動軋管機組上生產。實心管坯經檢查并清除表面缺陷,截成所需長度, 在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至 自動軋管機上繼續軋制。最后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通 常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
1.3、擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較 小的模孔中擠出。此法可生產直徑較小的鋼管。
16mn精密無縫管造價信息
GB/T8163-2008(輸送流體用) GB6479-2000(高壓化肥設備用無縫鋼管)
此類鋼是依靠調整含碳(C)量來改善鋼的力學性能,因此,根據含碳量的高低,此類鋼又可分為:
低碳鋼--含碳量一般小于0.25%,如10、20鋼等;
中碳鋼--含碳量一般在0.25~0.60%之間,如35、45鋼等;
高碳鋼--含碳量一般大于0.60%。此類鋼一般不用于制造鋼管。
用于橋梁的專用鋼種為“16Mnq”,汽車大梁的專用鋼種為“16MnL”,壓力容器的專用鋼種為“16MnR”。
16mn精密無縫管重量計算公式:常見問題
-
用于橋梁的專用鋼種為"16Mnq",汽車大梁的專用鋼種為"16MnL",壓力容器的專用鋼種為"16MnR"。
-
聊城經濟技術開發區麗贏鋼管制品銷售處的16mn精密無縫管,價格是:4620元,產品通過冷拔或冷軋工藝生產的高精密度、高光亮度的無縫鋼管。其內外徑尺寸可精確至0.2mm以內,在搞彎、抗扭強度相同時,重量...
-
聊城經濟技術開發區麗贏鋼管制品銷售處的16mn精密無縫管,價格是:4620元,產品通過冷拔或冷軋工藝生產的高精密度、高光亮度的無縫鋼管。其內外徑尺寸可精確至0.2mm以內,在搞彎、抗扭強度相同時,重量...
C:0.12~0.20; Mn:1.20~1.60; Si:0.20~0.55; 抗拉強度:470~660牛/平方毫米; 屈服強度:275~345牛/平方毫米; 伸長率:21%。具體值要根據鋼材的厚度或直徑,以上數據對應鋼材的厚度或直徑為:16~100mm
它的含合金總量<3%。按強度分為300、350、400和450MPa等4個級別。主要有Q295、Q345、Q390、Q420、Q460。:“Q”是屈服的“屈”字的漢語拼音大寫字頭,其后數字為該牌號最小屈服點(σs)值,其后的符號是按照該鋼雜質元素(硫、磷)含量由高到低并伴隨碳、錳元素的變化而分為A、B、C、D四等。其中A、B級鋼通常稱16Mn
精密管是一種通過冷拔或冷軋工藝生產的高精密度、高光亮度的無縫鋼管。其內外徑尺寸可精確至0.2mm以內,在搞彎、抗扭強度相同時,重量較輕,所以廣泛用于制造精密機械零件和工程結構。也常用作生產各種常規武器、槍管、炮彈等。
對42CrMo精密光亮管塑性加工產品的形狀缺陷進行的矯正,是重要的精整工序之一。42CrMo精密光亮管在軋制過程或在以后的冷卻和運輸過程中經常會產生種種形狀缺陷,諸如棒材、型材和42CrMo精密光亮管的彎曲,板帶材的彎曲、波浪、瓢曲等。通過各種矯直工序可使彎曲等缺陷在外力作用下得以消除,使產品達到合格的狀態。
矯直可按被矯軋件的溫度分為熱矯直和冷矯直。熱矯直一般在650~1000℃進行,只用于中厚板。矯直溫度是熱矯直的重要的參數之一。矯直溫度過高,42CrMo精密光亮管在隨后的冷卻中還可能因冷卻不均產生瓢曲;矯直溫度過低會使矯直抗力增大,矯直困難。冷矯直廣泛用于矯直各類型鋼和42CrMo精密光亮管,也用于中厚板的補充矯直。熱軋型材的冷矯直都在軋材冷卻后進行。為保證矯直質量和改善勞動條件,合理的冷矯直溫度應低于200℃。當矯直機布置在軋制作業線上時,常因42CrMo精密光亮管冷卻時間不夠,矯直溫度過高(一般在200~250℃以上)而達不到預期效果,影響矯直質量。多數42CrMo精密光亮管只矯直一次,只有不易矯直且彎曲度要求嚴格的產品,需要進行兩次或兩次以上的矯直。
矯直方法有壓力矯直、輥式矯直(包括直輥矯直和斜輥矯直)、張力矯直和拉伸彎曲矯直。拉伸彎曲矯直的原理是,當42CrMo精密光亮管在小直徑輥子上反復彎曲時給帶材施加拉力,使42CrMo精密光亮管產生彈塑性延伸,從而將帶矯直。拉伸彎曲矯直機組一般用在連續作業線上矯直各種帶材,包括高強度、極薄42CrMo精密光亮管。這種機組也用于連續酸洗板冷卻后還可采用平整的方法減少42CrMo精密光亮管的厚度差和矯作業線上的帶材機械破鱗,以提高酸洗速度。矯直機的直板形。此外對一些特殊產品要采用特殊矯直,如矯直基本類型和它們的主要用途見表。冷軋薄板或熱軋薄壁和特薄壁42CrMo精密光亮管使用轉筒矯直(見圖)等。2100433B
16mn精密無縫管重量計算公式:文獻

 銅電纜重量及重量計算公式59161
銅電纜重量及重量計算公式59161
格式:pdf
大小:172KB
頁數: 19頁
評分: 4.6
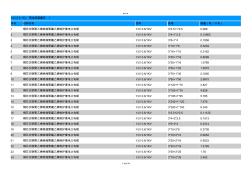
精品文檔 。1 歡迎下載 YJV 0.6 1KV 銅電纜重量表 1 序號 材料名稱 型號 規格 銅量(噸 / 千米) 1 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 YJV 0.6/1KV 3*2.5+1*2.5 0.089 2 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 YJV 0.6/1KV 3*4+1*2.5 0.12905 3 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 YJV 0.6/1KV 3*6+1*4 0.1958 4 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 YJV 0.6/1KV 3*10+1*6 0.3204 5 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 YJV 0.6/1KV 3*16+1*10 0.5162 6 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 YJV 0.6/1KV 3*25+1*16 0.8099 7 銅芯交聯聚乙烯絕緣聚氯乙烯絕護套電力電纜 Y
 板材重量計算公式
板材重量計算公式
格式:pdf
大小:172KB
頁數: 7頁
評分: 4.7
鋼材理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其基本公式為: W (重量, kg ) = F (斷面積 mm2 )× L (長度, m )×ρ(密度, g/cm3 )× 1/1000 鋼的密度為: 7.85g/cm3 ,各種鋼材理論重量計算公式如下: 名稱(單位) 計算公式 符號意義 計算舉例 圓鋼 盤條 (kg/m) W= 0.006165 ×d 2 d = 直徑 mm 直徑 100 mm 的圓鋼,求每 m 重量。每 m 重量 = 0.006165 ×1002=61.65kg 螺紋鋼 (kg/m) W= 0.00617 ×d 2 d= 斷面直徑 mm 斷面直徑為 12 mm 的螺紋鋼, 求每 m 重量。每 m 重量 =0.00617 ×122=0.89kg 方鋼 (kg/m)W= 0.00785 ×a 2 a= 邊寬 mm 邊寬 20 mm 的方鋼,求
16mn精密無縫管相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 16Mn錳鋼
- 16MNDR容器鋼
- 16MnDR
- 16MnR
- 16MnR無縫管
- 16MnR(R-HIC)
- 16MnRHIC
- 1726205-2RS1軸承
- 18墻
- 180水性線路板三防漆
- 1901年美國柯達公司造木制風箱照相機
- 19264
- 1949-2009-圖書卷-建筑中國六十年
- 1A50工業純鋁
- 1A85純鋁
- 1atm
- 正火對16Mn熱軋鋼板斷裂韌度J_(ⅠC)的影響
- 圓鋼方鋼尺寸重量偏差標準GB-t702-2004
- 深圳市領創精密機械有限公司
- 圓木材積計算公式(20201029141635)
- 關于抗隆起穩定計算公式和安全系數取值考證
- H型鋼及工字鋼理論重量
- 異型鋼管重量計算公式
- H型鋼理論重量及表面積
- 中南大學大型精密貴重儀器設備安裝驗收報告儀器設備名稱
- 高硅奧氏體不銹鋼無縫管生產工藝研究及技術開發
- 臨時用水、臨時用電計算公式及計算實例
- 居住小區室外給水管道設計秒流量計算公式銜接流量值推算
- 拉森鋼板樁的理論重量
- 亞士真石漆、多彩漆、彈性涂料用量計算公式及包裝規格表
- GBT21835-2008 焊接鋼管尺寸及單位長度重量
- GB708-88冷軋鋼板和鋼帶的尺寸、外形、重量
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
拆邊機
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司