薄板坯文獻

 CSP薄板坯連鑄連軋
CSP薄板坯連鑄連軋
CSP薄板坯連鑄連軋
格式:pdf
大小:118KB
頁數: 4頁
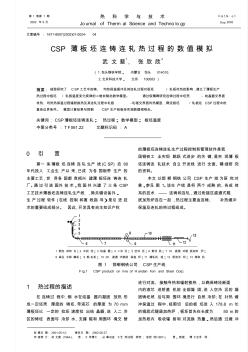
第 1 卷第 1 期 2002 年 9 月 熱 科 學 與 技 術 Jo urnal of Therm al Science and Techno lo gy V ol.1,N o.1 S ep .2002 文章編號 : 1671-8097(2002)01-0024- 04 收 稿日 期 : 2001-05-12; 修回日 期 : 2002-06-27. 作 者簡 介 : 武 文斐 (1964-), 男 , 工 學博士 , 從 事冶金 工藝 熱過程 研究 ; 張欣 欣(1957-), 男,教授 , 博 士生導 師 . CSP 薄板 坯 連 鑄 連 軋 熱 過 程 的 數 值 模 擬 武 文 斐 1 , 張 欣 欣 2 ( 1.包頭鋼鐵學院, 內蒙古 包頭 014010; 2.北京科技大學, 北京 100083 ) 摘要 : 細致研究了 C SP工藝中連鑄、 均熱保溫緩沖及其連軋過程對板坯
 邯鋼薄板坯連鑄連軋中的板帶厚度控制
邯鋼薄板坯連鑄連軋中的板帶厚度控制
邯鋼薄板坯連鑄連軋中的板帶厚度控制
格式:pdf
大小:118KB
頁數: 未知
邯鋼引進的薄板坯連鑄連軋(CSP)中,用長行程液壓缸與階梯墊板結合的熱軋板帶材生產厚度自動控制(HGC),提高了快速液壓執行機構的穩定性和響應速度.文章對該HGC系統進行了分析,并提出了作者自己的見解.