拔管拔制關鍵因素
1、選材
冷拔缸筒是以熱軋管為材料拔制而成的,熱軋管的材質、規格、質量的選取合適與否直接影響著拔制進行和成品質量。
選材時應注意以下幾點:(1)在選材時一般在強度保證的情況下,選取硬度低、塑性好的材料;(2)鋼管規格應根據成品的規格選定,保證其延伸率在20%~ 40%;延伸率過小,成品表面的強度不能保證,過大,使拔制難以進行;(3)材料表面不能有凹坑、裂紋、裂縫、折疊、結疤、橢圓等嚴重缺陷;(4)最好選取熱軋后放置0.5~2a的鋼管,時間過短,鋼管表面銹蝕淺薄,時間過長,鋼管表面銹蝕過深,這些都會導致鋼管表面前處理不充分,從而影響成品表面質量。
2、前處理
未經前處理的鋼管,冷拔時因鋼管表面與模具之間摩擦系數過大而使拔制不能進行;只有經過前處理工序,使鋼管先進行除銹,并通過磷化、皂化等處理,使其內、外表面形成一種致密的金屬皂膜,以減小鋼管與模具之間的摩擦,從而保證拔制的順利進行。同時,通過前處理還可以減少模具的損耗率,提高成品率和工作效率,并且使加工后的成品表面光滑均勻,防銹效果好。
鋼管前處理應注意以下幾點:(1)酸洗除銹要徹底,一經發現未除凈的銹,則需重新酸洗。(2)生產中,應經常測試磷化液和皂化液的成分濃度,保證磷化液和皂化液的生產指標,發現達不到指標時,應及時進行調配。(3)要嚴格控制處理液的溫度與操作時間。
3、模具的設計
冷拔管是在力作用下,通過一定形狀、尺寸的模具拔制而成的,模具尺寸精度、表面質量直接影響成品的尺寸精度和質量。模具設計要注意以下幾個方面:(1)內、外模具定徑尺寸的確定應考慮冷拔后成品的回彈量,一般硬度低、變形量小的材料,其回彈量小,硬度高、變形量大的材料,其回彈量大;(2)模具的表面要有較低的粗糙度要求,一般取值比成品低一到兩級;(3)模具材料選用高強耐磨材料,常用的有GCr12、GCr15和Cr12MoV等。
高精度冷拔管處于開發階段,掌握其拔制原理和拔制中的關鍵因素,對研究、開發不同材料和形狀的冷拔產品,提高冷拔管質量,拓寬冷拔管市場,具有重要的意義和作用。
拔管造價信息
1、金屬學原理
冷拔鋼管工藝屬于冷加工范疇,因為拔制時的溫度遠低于金屬的再結晶溫度。
由Baily_Hirsch關系式可知,流變應力
式中G———切變彈性模量,MPa;
b———位錯強度,A;
ρ———平均位錯密度;
a———常數,a≈0.5。
金屬的流變應力即強度與位錯密度的平方根成正比,它反映了形變時加工硬化的實質。加工硬化是指由塑性變形引起的強度升高,塑性降低的現象。冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。
所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理。
2、力學原理
冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態[2],這是冷拔管變形過程的基本力學特征。拔制的最大主應力是拉應力,最小主應力是壓應力,兩者符號相反。根據塑性方程式σ1-σ3=βσ5。
式中σ1———最大主應力,MPa;
σ3———最小主應力,MPa;
β———中間主應力σ2的影響系數,取β=1~1.5;
σ5———單向拉伸時的屈服極限,MPa。
可知變形過程中任一方向的主應力,其絕對值都不會大于βσ5,所以冷拔的變形抗力較低,同時應力狀態中存在拉應力,變形時金屬塑性較差,對于低塑性的或因加工硬化而降低塑性的,拔制比較困難。
高精度冷拔鋼管技術在國外已廣泛應用于煤礦單體液壓支柱缸筒及工程機械油缸的制造中,由于油缸的機械加工不僅費時、費力,而且還浪費材料和能源,因此,近年來國內開始研究、應用高精度冷拔鋼管技術,并使其產品在我國的煤礦和工程機械等行業推廣應用。
拔管拔制關鍵因素常見問題
-
? ? 像土地出讓金、前期費用,配套設施費用、經營管理,銷售費用、或者是土建費用。很多房子外表看起來差不多,質量卻有很大在差別,其主要就區別在土建費用上。框架結構、多層打樁、現澆樓板雖然提高了成本,但...
-
品家樓梯:決定樓梯價格的關鍵因素有兩個,因素一:樓梯的材質不同,價格也會不一樣 &...
拔管拔制關鍵因素文獻

 國外公私合作制(PPP)成功的關鍵因素和措施分析
國外公私合作制(PPP)成功的關鍵因素和措施分析
格式:pdf
大小:1.1MB
頁數: 4頁
評分: 4.7
本文對影響PPP成功的主要因素和措施進行了歸納和總結,發現我國目前PPP實踐在諸多方面與以上要求存在較大差距,希冀我們的政策制定者能夠充分借鑒國外的理論和實踐經驗,并提出適用于中國PPP健康發展的政策建議。
ERP項目管理的關鍵因素分析
格式:pdf
大小:1.1MB
頁數: 4頁
評分: 4.6
基于項目實際操作經驗總結與分析,從實際操作角度確定并探討了ERP項目管理中的關鍵因素,包括項目范圍管理、應用方案選擇、項目質量與風險的控制、BPR過程管理、基礎數據準備、培訓、客戶化開發、報表開發等方面,并對ERP項目實施的階段性特征加以分析和討論。認為在ERP上線運行后,必須堅持持續改善,方能提高企業經營績效。
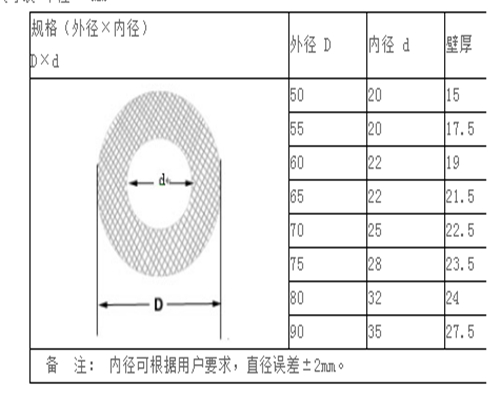
1、 抽拔管最大特點是。反復使用達 100-200次,經濟合算,與金屬波紋管和塑料波紋管相比,大大降低了成本,其經濟效益是顯而易見的 。
2、 孔壁光滑,尺寸準確,成孔精度高。
3、 在混凝土初凝任何時間內都可抽拔,可縮短工期。
4、 人力、卷揚機、工程車均可抽拔,操作簡單。
5、 可卷屈成捆,運輸、保存均很方便。
拔模是對模具或鑄件的面做錐度調整。一個用于成型或鑄造的零件必須被正確設計和適當拔模,以便取出模具。拔模角被應用在一個擴展分型線相反的方向,如圖1所示。
橡膠抽拔管抽拔施工注意事項
(1)由于箱梁砼體積較大,澆筑時間較長,底板砼、腹板砼澆筑時間有一定間隔,為了掌握抽拔時機,需做好如下工作并做好相關記錄,以作為掌握抽拔時機的依據和指導抽拔經驗總結的依據:
① 施工時氣溫;
② 砼入模的時間和溫度;
③ 底板砼澆筑完成時間,并在澆筑完成后做試塊3塊;
④ 腹板砼澆筑完成時間,并在澆筑完成后做試塊3塊;
(2)橡膠抽拔管的抽拔時間,應能保證孔道混凝土不塌坍、不開裂,并能順利抽拔,一般可在混凝土強度達到4~8MPa時進行。
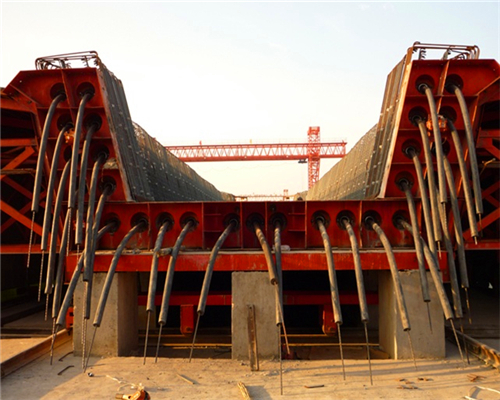
(3)橡膠抽拔管抽拔完后,梁體孔壁應光滑、無殘渣,膠管上下不得附著潮濕的水泥漿。同時應立即根據孔道尺寸,分別用φ70mm或φ80mm橄欖形檢孔器檢孔。檢孔器不能通過者,要測算出不能通過位置的坐標,分析原因,立即處理。
按經驗混凝土鄰近環境溫度和抽拔時間的關系如下:
環境溫度(℃) 抽拔膠管的時間(h)
30℃以上 3
30~20 3~6
20~10 6~10
10 10~12
(4)不得將芯棒和膠管同時抽拔,要先將芯棒抽出后再抽拔膠管,膠管抽拔的方向應與孔道軸線基本一致;
(5)抽拔膠管時只能用白棕繩或軟纖維紡織繩捆綁膠管,不得用鋼系繩直接捆綁膠管,以防膠管塑變或破損;
(6)抽拔時,控制好喇叭口位置的膠管角度,防止抽拔管偏向一側,被喇叭口“啃壞”;
(7)拔出的膠管應立即沖洗干凈表面殘留灰漿,檢查完好存放使用,拔出的芯棒應整直后存放使用。

拔管相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 小怪物拉籃
- 爐臺拉籃
- 廚房吊柜升降拉籃
- 上拉桿
- 補助樁
- 青海祥喆電力設備有限公司
- 日喀則市向遠線路器材有限責任公司
- 隱形拉鏈
- 營口盛和耐材制造有限公司
- 葉蠟石磚
- 前欄板
- 戶外廊架
- 環境景觀--亭廊架
- 俄羅斯肋木
- 斯氏肋木
- 交城肋木
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 云計算技術在城市軌道交通運營指揮管理系統中的應用
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 財政投資項目評審建設新機制
- 圓管涵工程數量表(20201022195115)
- 園林綠化養護精細化管理對河源市園林景觀的影響分析
- 云南省昆明市建設局建筑工程深基坑施工安全管理規定
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 中國施工企業管理協會科學技術獎技術創新成果申報書
- 支持群體設計的工程數據庫管理系統的結構及實現
- 水利管理單位信訪工作
- 圓CFRP-鋼管混凝土偏壓構件荷載-變形關系分析
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 以建筑工程資料管理的規范化促進工程質量的管理監督
- 中國家具鋼管行業市場前景分析預測年度報告(目錄)
- 有關建筑工程造價管理面臨的問題與其處理手段
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司