錘片粉碎機(jī)篩片起草人
李荷娣、李志明。
錘片粉碎機(jī)篩片造價(jià)信息
揚(yáng)州糧食飼料機(jī)械廠。2100433B
錘片粉碎機(jī)篩片起草人常見問題
-
刀盤針對(duì)直徑較大的樹枝,刀盤切碎后進(jìn)入粉碎室,由錘片進(jìn)行粉碎,小樹枝可以直接用錘片進(jìn)行粉碎。希望對(duì)你有幫助
-
沒有,理論上用金剛石堆焊的錘片比碳化鎢的要耐磨,但目前技術(shù)上無(wú)法實(shí)現(xiàn)。
-
秸稈樹枝粉碎機(jī)粉草機(jī)報(bào)價(jià) 錘片式粉碎機(jī)多少錢一臺(tái)
秸稈樹枝粉碎機(jī)粉草機(jī)幾千塊到幾萬(wàn)塊不等
錘片粉碎機(jī)篩片起草人文獻(xiàn)

 金屬粉碎機(jī)
金屬粉碎機(jī)
格式:pdf
大小:15KB
頁(yè)數(shù): 3頁(yè)
評(píng)分: 4.5
金屬粉碎機(jī) 是將大尺寸的固體金屬物料粉碎加工處理至要求尺寸的專業(yè)機(jī)械。 根據(jù)被碎料或 碎制料的尺寸可將粉碎機(jī)區(qū)分為粗碎機(jī)、 中碎機(jī)、 細(xì)磨機(jī)、超細(xì)磨機(jī)。 本機(jī)主要由蝸輪蝸桿 減速電機(jī)、機(jī)殼、機(jī)架、組合螺旋齒刀盤、主動(dòng)軸、從動(dòng)軸、大齒輪、小齒輪等零件組成。 前景展望 隨著我國(guó)經(jīng)濟(jì)的持續(xù)發(fā)展,我國(guó)的鋼鐵工業(yè)也得到了快速發(fā)展, 2004 年我國(guó)的鋼產(chǎn)量 達(dá)到了歷史新高,為 2.72 億噸,成為世界第一鋼鐵大國(guó)。經(jīng)過近幾年的快速發(fā)展,鋼鐵業(yè) 也逐漸顯現(xiàn)出自然資源不足、 噸產(chǎn)量能耗過大、 環(huán)境污染等矛盾。 廢鋼資源作為鋼鐵工業(yè)的 “第二礦業(yè)”,具有節(jié)約能源、減少污染、保護(hù)環(huán)境、循環(huán)利用等優(yōu)點(diǎn),其影響將越來越大。 近幾年廢鋼供應(yīng)逐年在攀升,其作用逐漸在擴(kuò)大, 2004 年突破五千萬(wàn)噸,使資源得到了進(jìn) 一步循環(huán)利用。 國(guó)內(nèi)廢鋼主要來自于社會(huì)廢鋼回收機(jī)構(gòu),其社會(huì)回收廢鋼約占全國(guó)廢 鋼量的 60%,是我國(guó)廢

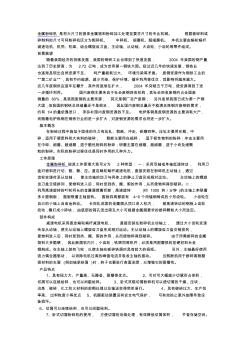
錘片是粉碎機(jī)中直接打擊物料的工作部件,因而也是磨損最快、更換最頻繁的易損件。錘片的磨損指的是錘片工作角的磨損,錘片四個(gè)工作角磨損了,該錘片也就報(bào)廢了。圖5-8是普通錘片和表面硬化處理錘片的磨損情況。
圖5-8 兩種錘片的磨損情況
A.普通錘片 B.表面硬化處理錘片
a.新錘片 b. 部分磨損 c.完全磨損
從圖中可以看出,兩種錘片的磨損情況是不一樣的。因此,它們的磨損對(duì)粉碎過程的影響也不一樣。比如普通錘片的端部全磨損(錘片尺寸變短),隨著錘片磨損的加劇,粉碎室內(nèi)氣物環(huán)流層會(huì)逐漸變大,粉碎過程隨之惡化,粉碎效率降低。而表面硬化處理的錘片,它的磨損是從側(cè)面開始的,端部磨損的速度很慢,則其錘篩間隙基本保持定,粉碎過程也較穩(wěn)定,直到錘片報(bào)廢。因此,對(duì)普通錘片四角磨損后要及時(shí)更換錘片,以免粉碎機(jī)性能惡化。
錘片制造質(zhì)量主要體現(xiàn)在它的材料、熱處理以及加工精度上。
1.錘片的材料與熱處理 目前國(guó)內(nèi)使用的錘片材料主要有低碳鋼、中碳鋼、特種鑄鐵等。熱處理和表面硬化(包括表面滲碳淬火及表面堆焊碳化鎢等)能很好地改善錘片耐磨性能、提高錘片使用壽命。簡(jiǎn)述如下。
(1)低碳鋼[Q235(新標(biāo)準(zhǔn),相當(dāng)原A3鋼)、15#、20#]:固體滲碳淬火,滲碳深度一般為0.8~1.2mm(錘片厚度為2mm時(shí),為0.3~0.5mm),表面硬度一般為HRC56~62,跑銷孔圓周4mm范圍內(nèi)硬度不超過HRC28。其特點(diǎn)是工藝簡(jiǎn)單,成本低廉,錘片表層硬、內(nèi)層軟,具有一定耐磨性。但滲碳層磨損后,內(nèi)層則磨損很快。
(2)中碳鋼(45#、65#、65SiMn):熱處理后淬火區(qū)硬度為HRC50~57,非淬火區(qū)硬度不超過HRC28,一般使用60~100h須換角。若整體淬火,則易發(fā)生裂紋。
(3)特種鑄鐵:有"激冷白口鑄鐵"、"白口鑄鐵等溫度淬火"、"中猛球墨鑄鐵"和"可鍛鑄鐵"等。鑄鐵取材方便,經(jīng)激冷后,耐磨性高,成本低;但須嚴(yán)格控制錘片的材料成分和生產(chǎn)工藝,確保質(zhì)量,防止使用中發(fā)生斷裂事故。
(4)表面硬化處理:在錘片工作棱角堆焊碳化鎢合金,焊層厚1~3mm。據(jù)試驗(yàn)結(jié)果,堆焊碳化鎢合金錘片比65Mn整體淬火錘片的使用壽命提高7~8倍,但前者制造成本要高兩倍多。通過粉碎玉米試驗(yàn),比通用錘片的使用壽命提高6.9倍,耗用鋼材僅是普通錘片的1/7,加工每噸飼料的錘片費(fèi)用僅為普通錘片的1/3。江蘇牧羊集團(tuán)率先引進(jìn)美國(guó)技術(shù),建成堆焊碳化烏錘片半自動(dòng)生產(chǎn)線。
2.錘片的加工精度 錘片是一種高速運(yùn)轉(zhuǎn)部件,它的制造精度對(duì)粉碎機(jī)轉(zhuǎn)子的平衡性影響很大。一般要求轉(zhuǎn)子上任意兩組錘片之間的質(zhì)量差不能超過5g。因此,錘片在加工過程中要嚴(yán)格控制精度,特別堆焊碳化鎢錘片要嚴(yán)格保證堆焊工藝質(zhì)量。錘片出廠應(yīng)以一套為單位。錘片安裝時(shí)應(yīng)該每天安裝成套的錘片,不允許套與套之間隨意交換。
錘片粉碎機(jī)轉(zhuǎn)子上錘片的數(shù)量與排列方式,影響到轉(zhuǎn)子的平衡、物料在粉碎室內(nèi)的分布、錘片磨損的均勻程度以及粉碎機(jī)的工作效率。
錘片的數(shù)量用單位轉(zhuǎn)子寬度上錘片的數(shù)量(錘片密度)來衡量,密度過大則轉(zhuǎn)子啟動(dòng)轉(zhuǎn)矩大、物料受打擊次數(shù)多,度電產(chǎn)量降低;密度過小則粉碎機(jī)的產(chǎn)量將受到影響。
錘片的排列是指轉(zhuǎn)子上各組錘片之間及同組錘片之間的相對(duì)位置關(guān)系。錘片的排列方式最好達(dá)到下列要求:轉(zhuǎn)子轉(zhuǎn)動(dòng)時(shí),每塊錘片的運(yùn)動(dòng)軌跡不重復(fù);物料不會(huì)在錘片的推移下粉碎室內(nèi)發(fā)生向一側(cè)偏移的現(xiàn)象(特殊要求除外);轉(zhuǎn)子受力平衡,高速運(yùn)轉(zhuǎn)時(shí)不產(chǎn)生振動(dòng)。圖5-9是常見的幾種錘片排列方式的平面展開圖,它們表示的是四組錘片在轉(zhuǎn)子上的相對(duì)位置。
a.螺旋線排列 b.對(duì)稱排列 c.交錯(cuò)排列 d.對(duì)稱交錯(cuò)排列
1.螺旋線排列(圖5-9a) 這是最簡(jiǎn)單的一種排列方式,分單螺旋和雙螺旋兩種。它的錘片分布均勻,軌跡不重復(fù)。但轉(zhuǎn)子轉(zhuǎn)動(dòng)時(shí),受力極不均勻,整個(gè)設(shè)備振動(dòng)很大,且所有錘片的運(yùn)動(dòng)軌跡形成一條螺旋線,將物料向粉碎室的一側(cè)推移,造成錘片受力不均,物料偏移多的一側(cè)錘片磨損加劇。因此,這種排列方式只有配套動(dòng)力很小、轉(zhuǎn)速很低的小型粉碎機(jī)以及工藝需要的粉碎機(jī)上應(yīng)用。
2.對(duì)稱排列(圖5-9b) 對(duì)應(yīng)兩組錘片對(duì)稱安裝,因而,轉(zhuǎn)子上對(duì)稱兩銷軸所受的離心力可以相互平衡,轉(zhuǎn)子運(yùn)轉(zhuǎn)平衡,粉碎室內(nèi)物料分布均勻,所有錘片磨損同步。同時(shí),這種排列方式所需要的隔套種類很少,錘片安裝簡(jiǎn)單方便。現(xiàn)在國(guó)內(nèi)飼料生產(chǎn)中使用最多的FSP系列和SFSP系列錘片粉碎機(jī)采用的就是這種方式。但是,相互對(duì)稱的錘片其運(yùn)轉(zhuǎn)軌跡是重復(fù)的,這樣,要保持同樣的錘片密度,所需要的錘片數(shù)便要成倍增加。
3.交錯(cuò)排列(圖5-9c) 分單片和雙片兩種。交錯(cuò)排列的錘片軌跡均勻不重復(fù),對(duì)稱銷軸上所受的離心力相互平衡,但工作時(shí)物料略有偏移,且錘片定位所需要隔套品種較多,合得錘片的安裝不甚方便。
4.對(duì)稱交錯(cuò)排列(圖5-9d) 從理論上講,這是最好的一種排列方式,不僅軌跡均勻不重復(fù),物料不發(fā)生推移,而且四根銷軸受力中心在同一平面上,對(duì)稱軸相互平衡,因而轉(zhuǎn)子的平衡性能好。
錘片粉碎機(jī)篩片相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識(shí)
- 相關(guān)專欄
- 錘碎機(jī)
- 錐塞式流量計(jì)
- 錐孔軸承
- 錐密封焊接式管接頭技術(shù)條件
- 錐度儀
- 錐形量熱計(jì)
- 錐紋石
- 錐面锪鉆
- 錐齒輪減速電機(jī)
- 錐齒輪加工刀具
- 錐
- 錦屏藤
- 錦州俏牌機(jī)械有限公司
- 錦州凱美能源有限公司
- 錦州華光電器有限責(zé)任公司
- 錦州華隆工程造價(jià)咨詢事務(wù)所有限公司
- 噶米重錘夯實(shí)—強(qiáng)夯在昆明市某高層建筑地基處理中應(yīng)用
- 工藝閥門、法蘭、墊片基礎(chǔ)知識(shí)
- 華山東片區(qū)6-1地塊洞口及臨邊防護(hù)專項(xiàng)安全施工方案
- 基于ANSYS金屬薄板錘式破碎機(jī)破碎機(jī)理仿真
- 基于射頻芯片ZigBee無(wú)線傳感器網(wǎng)絡(luò)節(jié)點(diǎn)設(shè)計(jì)
- 北京造價(jià)工程師土建計(jì)量氣動(dòng)夯管錘特點(diǎn)考試題
- 深圳市大運(yùn)新城北拆遷安置片區(qū)英隆金融大廈建筑設(shè)計(jì)競(jìng)
- 中華人民共和國(guó)行業(yè)標(biāo)準(zhǔn)鋼制管法蘭、墊片、緊固件
- MSP430芯片實(shí)現(xiàn)小波變換對(duì)渦街信號(hào)的去噪測(cè)量
- 玻璃/聚酯材料制成的風(fēng)力發(fā)電機(jī)葉片具有更高的硬度
- 氣相轉(zhuǎn)移法在堇青石蜂窩陶瓷上負(fù)載MnAPO-5分子篩
- 玻璃鱗片襯里施工技術(shù)條件
- 平羅縣陶樂鎮(zhèn)土地礦產(chǎn)衛(wèi)片執(zhí)法檢查自查報(bào)告
- 年產(chǎn)600萬(wàn)片模壓彩瓦新型建材建設(shè)項(xiàng)目可行性研究報(bào)告
- 掃描芯片試件收樣入庫(kù)操作步驟清遠(yuǎn)市建設(shè)工程質(zhì)量檢測(cè)站
- 廈沙高速公路云母石英片巖邊坡穩(wěn)定性評(píng)價(jià)及加固效果分析
最新詞條
安徽省政采項(xiàng)目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時(shí)籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無(wú)線POS機(jī)
廣東合正采購(gòu)招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國(guó)際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計(jì)量泵
廣州采陽(yáng)招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國(guó)際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計(jì)量單位
福建省中億通招標(biāo)咨詢有限公司
泛海三江
威海鼠尾草
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
廣東國(guó)咨招標(biāo)有限公司
甘肅中泰博瑞工程項(xiàng)目管理咨詢有限公司
拆邊機(jī)
山東創(chuàng)盈項(xiàng)目管理有限公司
當(dāng)代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護(hù)保障有限公司通號(hào)分公司
舌花雛菊
甘肅中維國(guó)際招標(biāo)有限公司
華潤(rùn)燃?xì)猓ㄉ虾#┯邢薰?
湖北鑫宇陽(yáng)光工程咨詢有限公司
GB8163標(biāo)準(zhǔn)無(wú)縫鋼管
中國(guó)石油煉化工程建設(shè)項(xiàng)目部
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
電梯平層準(zhǔn)確度
建設(shè)部關(guān)于開展城市規(guī)劃動(dòng)態(tài)監(jiān)測(cè)工作的通知
廣州利好來電氣有限公司
四川中澤盛世招標(biāo)代理有限公司