鍍鋅槽沉渣
鍍鋅槽沉渣,磷化含鋅、錳、鎳等重金屬離子并且含有大量的磷,鉻鈍化處理本身就含有嚴重毒性的鉻,已不能適應國家對于涂裝行業的環保要求。在使用成本方面:磷化處理過程中會產生大量磷化渣,需要一套除渣裝置與之配套。并且磷化使用溫度大多為30-50℃,因此還需要輔助加熱設備及熱源對磷化槽進行加熱。同時磷化及鉻鈍化后需要大量溢流水對工件進行漂洗。由于在環保性及使用成本方面存在缺陷,一種新型的環保、節能、低排放、低使用成本的噴漆前處理技術成為國內外廣大業內技術人員研究的重點。
鍍鋅槽沉渣基本信息
| 中文名稱 | 鍍鋅槽沉渣 | 輔????助 | 加熱設備及熱源 |
|---|---|---|---|
| 含????有 | 大量的磷 | 磷化使用溫度 | 30-50℃ |
磷化含鋅、錳、鎳等重金屬離子并且含有大量的磷,鉻鈍化處理本身就含有嚴重毒性的鉻,已不能適應國家對于涂裝行業的環保要求。在使用成本方面:磷化處理過程中會產生大量磷化渣,需要一套除渣裝置與之配套。并且磷化使用溫度大多為30-50℃,因此還需要輔助加熱設備及熱源對磷化槽進行加熱。同時磷化及鉻鈍化后需要大量溢流水對工件進行漂洗。由于在環保性及使用成本方面存在缺陷,一種新型的環保、節能、低排放、低使用成本的噴漆前處理技術成為國內外廣大業內技術人員研究的重點。
磷化系統在反應過程中不可避免地會產生一定量的沉渣,對于不同材質的處理工件,其產渣量也不盡相 同,如冷軋板產渣量為3~5g/㎡,鋁材為10~15g/㎡,鍍鋅板或熱鍍鋅板一般小于0.5g/㎡;除理論產渣量 外,以下幾點往往也會造成大量沉渣:促進劑添加方式不合理,盡量避免高濃度直接添加;中和劑的添加方式不合理,應稀釋1倍以上后添加;溫度控制不合理;槽液工作負荷小。
所以除渣系統在磷化設備方面是至關重要的,目前常用的除渣機有帶式過濾器和板式壓濾機,帶式過濾器常用于槽體體積較小、產渣量較少的磷化系統。除渣系統的好壞,除除渣機外,對磷化渣采集的好壞也非常關鍵,目前常將槽體底部設計成漏斗形以便采渣。
鍍鋅槽沉渣造價信息
鍍鋅槽沉渣常見問題
-
沒有鍍鋅的槽鋼理論重量=8,045Kg/m鍍鋅槽鋼的理論重量 在此基礎上加3--6%
-
熱鍍鋅槽鋼,按鍍鋅工藝的不同可以分為熱浸鋅槽鋼和熱吹鍍鋅槽鋼,熱鍍鋅槽鋼是一種有效的金屬防腐方式,主要用于各行業的金屬結構設施上。是將除銹后的鋼件浸入440~460℃左右融化的鋅液中,使鋼構件表面附著...
-
你好。鍍鋅槽鋼價格還是比較適中的,鍍鋅槽鋼價格為3400.00元/噸(英)。熱鍍鋅槽鋼也叫熱浸鋅槽鋼和槽鋼,是一種有效的金屬防腐方式,主要用于各行業的金屬結構設施上。是將除銹后的鋼件浸入440~460...
鍍鋅槽沉渣文獻

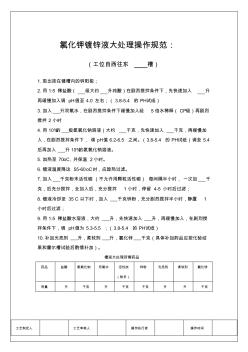 滾鍍鋅槽液大處理
滾鍍鋅槽液大處理
格式:pdf
大小:15KB
頁數: 1頁
評分: 4.6
氯化鉀鍍鋅液大處理操作規范: (工位自西往東 槽) 1.取出掛在鍍槽內的鋅陽極; 2.用 1:5 稀鹽酸( 級大約 升純酸)在劇烈攪拌條件下,先快速加入 升 再緩慢加入調 pH值至 4.0 左右;( 3.8-5.4 的 PH試紙) 3.加入 升雙氧水,在劇烈攪拌條件下緩慢加入經 5倍水稀釋( CP級)再劇烈 攪拌 2小時 4.用 10%的 級氫氧化鈉溶液(大約 千克,先快速加入 千克,再緩慢加 入,在劇烈攪拌條件下, 調 pH值 6.2-6.5 之間。(3.8-5.4 的 PH試紙)調至 5.4 后再加入 升 10%的氫氧化鈉溶液。 5.加熱至 70oC,并保溫 2小時。 6.鍍液溫度降這 55-60oC時,應趁熱過濾。 7.加入 千克粉末活性碳 (不允許用顆粒活性碳) 每間隔半小時, 一次加 千 克,后充分攪拌,全加入后,充分攪拌 1小時,停留 4-5 小時后過濾; 8.鍍液冷卻至 35
 鍍鋅槽鋼Q235槽鋼
鍍鋅槽鋼Q235槽鋼
格式:pdf
大小:15KB
頁數: 1頁
評分: 4.8
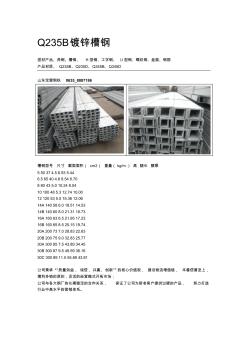
Q235B鍍鋅槽鋼 型材產品、角鋼、槽鋼、 H型鋼、工字鋼、 U型鋼、螺紋鋼、盤圓、鋼筋 產品材質、 Q235B、Q235D、Q345B、Q345D 山東寶雷鋼鐵 0635_8887186 槽鋼型號 尺寸 截面面積( cm2) 重量( kg/m) 高 腿長 腰厚 5 50 37 4.5 6.93 5.44 6.5 65 40 4.8 8.54 6.70 8 80 43 5.0 10.24 8.04 10 100 48 5.3 12.74 10.00 12 120 53 5.5 15.36 12.06 14A 140 58 6.0 18.51 14.53 14B 140 60 8.0 21.31 16.73 16A 160 63 6.5 21.95 17.23 16B 160 65 8.5 25.15 19.74 20A 200 73 7.0 28.83 22.63
鍍鋅槽沉渣相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 現代R225LC-9T挖掘機
- 堿性鍍鋅工藝
- 手工盒
- 杰西博JS130LC挖掘機
- 十字槽圓頭三組合螺釘
- 三偏心多層次硬密封對夾蝶閥
- 鋅合金壓鑄件
- 三價鉻黑鋅封閉劑
- 挖掘機Diggers
- 綜合布線技術與工程
- 1600度高溫實驗電爐
- 鋅基合金
- 卡特彼勒挖掘機323DL
- 白銅墨盒
- 松餾油
- 海曼林陶瓷
- 利用含鈷、鎳氫化硅酸鹽提高橡膠鍍銅鋼絲粘合作用
- 某鋼鐵公司鍍鋅、彩涂板卷項目職業病危害控制效果評價
- GB-T-3091-93-低壓流體輸送用鍍鋅焊接鋼管
- 鍍鎳軟銅線和退火銅線
- 一種藍紫色鍍膜玻璃
- 一種熱鍍鋅槽式橋架
- 江西全省首個電鍍廢水處理國家級環保工程技術中心建成
- 原子吸收火焰法次靈敏線測定污水和電鍍污泥中高含量的鋅
- 電鍍槽用導電膏、縫焊機導電脂、打印機導電脂
- GBT13912-2002金屬覆蓋層鋼鐵制件熱浸鍍鋅層
- PLC課程設計電鍍車間專用行車PLC控制系統設計
- 不銹鋼雙極板表面電弧離子鍍Cr_CrN_Cr薄膜研究
- 涂色鍍鋅鋼板門窗安裝檢驗批質量驗收記錄
- 常壓化學氣相沉積法制備薄膜及其鍍膜玻璃
- 加迪安SunGuardSNX鍍膜玻璃引領三重鍍銀技術
- 國內首次引進高頻鍍鋅焊管成套設備在徐州鋼鐵廠建成投產
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
拆邊機
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司