焊評
焊評是為驗證所擬定的焊件焊接工藝的正確性而進行的試驗過程及結果評價。
焊評基本信息
| 中文名 | 焊評 | 定????義 | 過程及結果評 |
|---|---|---|---|
| 詞????性 | 名詞 | [意義] | 重要措施 |
[目的]
1.評定施焊單位是否有能力焊出符合相關國家或行業標準、技術規范所要求的焊接接頭;
2.驗證施焊單位所擬訂的焊接工藝指導書是否正確。
3.為制定正式的焊接工藝指導書或焊接工藝卡提供可靠的技術依據。
[意義]
焊接工藝是保證焊接質量的重要措施,它能確認為各種焊接接頭編制的焊接工藝指導書的正確性和合理性。通過焊接工藝評定,檢驗按擬訂的焊接工藝指導書焊制的焊接接頭的使用性能是否符合設計要求,并為正式制定焊接工藝指導書或焊接工藝卡提供可靠的依據。2100433B
焊評造價信息
焊評常見問題
-
是滴,不能覆蓋,每種規格都得做角焊縫焊評,詳細請見GB50128附錄A
-
焊煙凈化器全國賣家很多,無錫博迪生產的焊接煙塵凈化器效果好,價格低品質優,廠價銷售。普通的一般價位在2000元。
-
環評單機濾筒焊煙凈化器,報價:7000元/件。山東華晨焊煙凈化器 ,可移動焊煙除塵器,報價:4800元/臺。價格來源網絡,僅供參考。
焊評文獻

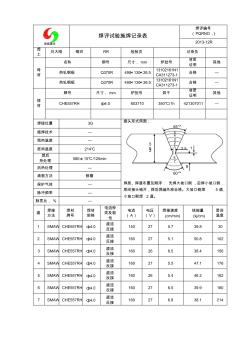 5焊評試驗施焊記錄表
5焊評試驗施焊記錄表
格式:pdf
大小:48KB
頁數: 1頁
評分: 4.7
焊評試驗施焊記錄表 焊評編號 (PQRNO.) 2013-12R 焊 工 劉大剛 鋼印 RR 檢驗員 記錄員 母 材 名稱 鋼號 尺寸, mm 爐批號 材質 證明 其他 熱軋鋼板 Q370R 490×130×26.5 13102161N1 CA311273-1 合格 — 熱軋鋼板 Q370R 490×130×26.5 13102161N1 CA311273-1 合格 — 焊 材 牌號 尺寸, mm 爐批號 烘干 材質 證明 其他 CHE557RH ф4.0 603710 350℃/1h 421307011 — 焊接位置 3G 接頭形式簡圖: 焊層、焊道布置及順序: 先焊大坡口側 , 后焊小坡口側 . 層間接頭錯開,焊后焊縫外觀合格。大坡口側焊 5 道 , 小坡口側焊 2 道。 施焊技術 — 預熱溫度 — 層間溫度 214℃ 焊后 熱處理 580±15℃ /120min 后熱處理 — 清
 屋面自評報告
屋面自評報告
格式:pdf
大小:48KB
頁數: 6頁
評分: 4.6
中船重工第 709 所控制系統集成中心 (建筑屋面分部工程 ) 質 量 自 評 報 告 編制人: 審核人: 審批人: 湖北省建工第二建設有限公司 二零一二年二月十五日 中船重工第 709 所控制系統集成中心 建筑屋面分部工程質量自評 一、工 程 概 況 1、工程名稱:中船重工第 709所控制系統集成中心 2、參建各單位: 建設單位:中國船舶重工集團公司第七 0九研究所 設計單位:中船建筑工程設計研究院 勘察單位:中冶集團武漢勘察研究院有限公司 監理單位:湖北亞太建設監理有限責任公司 施工單位:湖北省建工第二建設有限公司 3、工程所在地理位置:武漢市東湖新技術開發區鳳凰產業園。 1. 4、工程特點:建筑層數二層,沖孔灌注樁基礎,主體為框架結 構。總建筑面積 9285.77M2,建筑高度為 11.30 米。抗震設防烈 度為 6度,結構安全等級為二級,設計使用年限 50年,地基與 基礎設計等級
廣州鋼材市場訊:2013年1月25日(星期五)開市,廣州焊管價格大勢維穩,成交冷清。
武漢鋼材市場訊:2013年2月22日(星期五)開市,武漢焊管價格大致平穩,成交清淡。
天津鋼材市場訊:2013年1月28日(星期一)開市,天津焊管價格維穩,成交平淡。
焊評相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 焊透
- 焊道下裂紋
- 焓值
- 焓差室
- 焓差法
- 焓差法空調器試驗室
- 焓差法試驗裝置等設備
- 焙燒機
- 焙燒毛坯石墨化
- 焙燒碎
- 焚燒尾氣處理
- 焚燒法
- 焦作一建建設工程有限公司
- 焦作中鐵太行國際生態城建設發展有限公司
- 焦作北部山區礦山地質環境治理監測關鍵技術應用研究
- 焦作印象大舞臺企業營銷策劃有限公司
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 中國焊接學會堆焊及表面工程專委會
- 正果水廠建設工程之護坡工程項目環評報告
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 異種鋼焊接接頭退火工藝
- 中國電器工業協會電焊機分會五屆五次理事會
- 中國電器工業協會電焊機分會四屆八次理事會會議紀要
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 調整焊管工業結構
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 基于粗糙集和灰聚類理論的IT項目評標決策模型
- 意大利TEKSID公司合金灰鑄鐵汽缸體的焊補技術
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 格物致知經世致用評城市軌道交通經濟
- 關于900t鐵路架橋機鋼結構焊接工藝采用標準
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
拆邊機
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司