HT250化學成分
碳C :3.16~3.30
硅Si:1.79~1.93
錳Mn:0.89~1.04
硫S :0.094~0.125
磷P :0.120~0.170
HT250造價信息
簡介
力學性能
抗拉強度 Rm (MPa):250
硬度 :(RH=1時)209HB 試樣尺寸:試棒直徑:30mm
HT250化學成分常見問題
-
牌 號 鑄件壁厚/mm C Si Mn P≤ S≤HT150 <30 ...
-
【HDPE的化學成分】HDPE是一種高分子化合物(是由一類相對分子質量很高的分子而成的化合物),單體(用于聚合的小分子)為乙烯,分子式C2H4。HDPE化學成分中含碳元素約70%,含氫元素約30%。【...
-
SKD11-日本冷作模具鋼(JIS G 4404-1983),與我國牌號Cr12Mo1V1(GB/T 1299-2000)相近。化學成分(%):C:1.4~1.6Si<=0.4Mn<...
強度 、耐磨性、耐熱性均較好,減振性良好,鑄造性能較優,需進行人工時效處理。
HT250使用范圍
可用于要求高強度和一定耐蝕能力的泵殼、容器、塔器、法蘭、填料箱本體及壓蓋、碳化塔、硝化塔等;還可制作機床床身、立柱、氣缸、齒輪以及需經表面淬火的零件。
因其受熱變形量較小,常使用于高溫場合。
HT250規范及組織
熱處理規范:(由供方定,以下為某試樣的熱處理規范,供參考)鑄態
金相組織:片狀石墨 珠光體
HT250淬火可達HRC60,但是灰口鑄鐵(HT200、HT250等)一般都是在退火或正火狀態下使用,不進行淬火處理.如果是局部需要硬度的話,可進行高、中頻淬火既可。
中頻淬火:淬硬層3~5毫米,硬度HRC50,工件變形較小。
高頻淬火:淬硬層1~2毫米,淬火溫度850,表面硬度HRC50以上;淬火溫度900~1000度,表面硬度可達HRC60。
HT250化學成分文獻

 鋼鐵化學成分
鋼鐵化學成分
格式:pdf
大小:88KB
頁數: 3頁
評分: 4.5
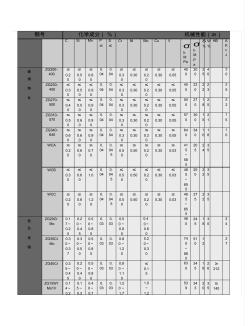
鋼號 化學成分( %) 機械性能(≥) C Si Mn P ≤ S ≤ Cr Ni Mo Cu V σ b M Pa σ b M P a δ % Ψ % HB A K v J 碳 鋼 鑄 件 ZG200- 400 ≤ 0.2 0 ≤ 0.5 0 ≤ 0.8 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 40 0 20 0 2 5 4 0 3 0 ZG230- 450 ≤ 0.3 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 45 0 23 0 2 2 2 3 2 5 ZG270- 500 ≤ 0.4 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤
 鋼管化學成分
鋼管化學成分
格式:pdf
大小:88KB
頁數: 4頁
評分: 4.4
表 1 20 鋼管化學成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化學成分 (%) 牌號 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20鋼管機械性能 參量 σ b(MPa) σ s(MPa) δ 8(%) 數值 ~ ~ 29~37 表 4 E4303焊條機械性能 參量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 數值 470 390 、76 平均 82 焊接工藝參數和無損探傷、機械性能試驗結果分別見表 5、表 6、表 7。 表 5 焊接試驗工藝參數 接頭型式和層 次 分 組 焊 接 工 藝 參 數 焊 道 焊接 電 源 焊接 直徑 焊 接 電
HT250鑄件樹脂砂鑄件一般鑄鐵型號為HT250 ,適于制造煉鋼用軌道板、氣缸套、泵體、閥體、齒輪箱體、齒輪、機床鑄件,機床床身,大型鑄件,鑄鐵平臺,劃線平板、水平儀、機床床身、立柱、油缸以及汽(柴)油機的活塞環、活塞等。
1,灰鑄鐵的牌號、性能及用途(GB 9439-1988)
鑄鐵牌號HT100:用于制造只承受輕載的簡單鑄件,如蓋、外罩、托盤、油盤、手輪、手架、底板、把手以及鋼錠模,冶礦設備中的高爐平衡錘、煉鋼爐重錘等。
鑄鐵牌號HT200:用于制造承受中等彎曲應力、摩擦面間壓強高于500MPa的鑄件,如機床的工作臺、溜板、底座、汽車的齒輪箱、進排氣管、泵體、閥體、閥蓋等。
鑄鐵牌號HT250:適于制造煉鋼用軌道板、氣缸套、泵體、閥體、齒輪箱體、齒輪、劃線平板、水平儀、機床床身、立柱、油缸以及汽(柴)油機的活塞環、活塞等。
鑄鐵牌號HT300:適于制造承受高夸曲應力,要求保持高氣密性的鑄件,如重型機床床身、齒輪、凸輪,大型發動機曲軸j汽缸體、高壓油缸、軋鋼機座等。
鑄鐵牌號HT350:用于制造車床、沖床和其他重型機械等受力較大的機座、軋鋼滑板、輥子、煉焦柱、圓筒混合機齒圈、支承輪座等
2,可鍛鑄鐵的牌號、性能及用途(GB 9440-1988)
鑄鐵牌號KTH300-06、KTH330-08、KTH350-10、KTH370-12:用于制造管道配件、低壓閥門、汽車拖拉機的后橋外殼、轉向機構、機床零件等。
鑄鐵牌號KTZ450-06、KTZ550-04、KTZ650-02、KTZ700-02:制造強度要求較高、耐磨性較好的鑄件,如齒輪箱、凸輪軸、曲軸、連桿、活塞環等
鑄鐵牌號KTB380-04、KTB380-12、KTB400-05、KTB450-07:此為白心可鍛鑄鐵,僅限于制造薄壁鑄件和焊接后不需進行熱處理的鑄件、由于工藝較復雜,故在機械制造上較少應用。
樹脂砂型鑄件的特點
1、樹脂砂型鋼度好,澆注初期砂型強度高,這就有條件利用鑄鐵凝固過程的石墨化膨脹,有效地消除縮孔、縮松缺陷,實現灰鑄鐵、球墨鑄鐵件的少冒口、無冒口鑄造。
2、實型鑄造生產中采用聚苯乙烯泡塑模樣,應用呋喃樹脂自硬砂造型。當金屬液澆入鑄型時,泡沫塑料模樣在金屬液作用下迅速氣化,燃燒而消夫,金屬液取代了原來泡沫塑料所占據的位置,冷卻凝固成與模樣形狀相同的實型鑄件。
3、相對來說,消失模鑄造對于生產單件或小批量的汽車覆蓋件,機床床身等大型模具袍之傳統砂型有很大優勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產周期,提高了生產效率,具有尺寸精度高,加工余量小,表面質量好等優勢。
大型鑄件、機床鑄件的結構特點
機床鑄件的種類雖然很多,但從鑄造工藝的角度來看,在結構上主要有以下一些特點:
1)機床鑄件中的基礎件都是箱體形結構,并增設了很多加強筋,致使鑄件結構形狀較為復雜。鑄造時需要用較多的型芯,還常常要用型芯撐來固定型芯;澆注時型芯產生的氣體也難以排除,容易產生氣孔、砂眼等缺陷。
2)鑄件上的一些部位,如導軌面、軸孔和T型槽(增加加工余量后)等處較厚大,除易產生縮孔、縮松外,還由于鑄鐵性能對壁厚較敏感,而易使該處組織疏松,石墨粗大,硬度低,不耐磨。當這些部位的厚度與周圍連接壁相差過大時還易產生裂紋等缺陷。3)一些承受油壓、切削液壓力的鑄件,要求具有較高的氣密性,不允許有滲漏現象。
4)由于切削加工向自動化、高速化、強力切削方向發展,數控機床的出現,使機床鑄件結構產生一些變化,帶來一些鑄造工藝的問題。如:由于裝入數控裝置,箱體鑄件內電線很多,需要在鑄件壁和筋上設孔以便布線,而這些孔的位置不一定都處在容易設置型芯排氣的位置。此外,由于這些孔削弱箱體的強度和剛度,在其邊緣易產生裂紋,常需設筋、凸邊予以加強,常需設筋、凸邊予以加強,致使結構更復雜化。另外,承接切削的托盤也會隨之增大,使鑄件輪廓尺寸變大。
大型機床鑄件主要鑄件易產生的缺陷及位置,在分析這些缺陷產生原因的基礎上,技術人員盡量設計合理的結構來避免產生缺陷。2100433B
HT250相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 法蘭液位變送器
- 遠傳法蘭隔膜壓力變送器
- 遠傳法蘭壓力變送器
- 防爆壓力傳感器
- 浙江森恩防爆電器有限公司
- 六角法蘭面承面帶齒螺母
- 非金屬嵌件六角法蘭面鎖緊螺母
- 中華人民共和國紡織行業標準:法蘭蓋
- 熱塑性法蘭式隔膜閥
- SY4P法蘭連接Y型過濾器
- 防爆電動閥
- 通用硬同軸傳輸線及其法蘭連接器總規范
- 西安威光管件有限公司
- 防爆方位燈
- 防爆工具防爆用鋼絲鉗
- 鈦釜底閥
- 化學成分對3102-H22空調箔機械性能影響
- 化學成分對鋁塑復合管用鋁合金帶材性能影響
- 華南印支期產鈾和非產鈾花崗巖黑云母礦物化學成分差異
- GB150及SAME標準螺栓材質化學成分對照表螺栓
- GBT3190-2008變形鋁及鋁合金化學成分表
- 316不銹鋼棒化學成分耐力度特性和用途
- 304及430不銹鋼的化學成分及力學性能匯總
- 變形鋁及鋁合金國際四位數字體系牌號及化學成分
- Q345qD鋼板化學成分丨Q345qD鋼板力學性能
- QAl10-5-5鋁青銅QAl10-5-5化學成分
- 1Cr13、2Cr13、3Cr13不銹鋼化學成分表
- 化學成分對1100-H22空調箔力學性能的影響
- D32圓鋼D32鋼板D32無縫管D32化學成分
- GBT222-2006鋼的成品化學成分允許偏差
- 國內外201不銹鋼用途牌號化學成分性能對照表
- 15NiCuMoNb5-6-4合金鋼管化學成分
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司