回轉刀架
回轉刀架用于數控車床,可安裝在轉塔頭上用于夾持各種不同用途的刀具,通過料塔頭的旋轉分度來實現機床的自動換刀動作。它的形式一般有立軸式和臥軸式。立軸式般為四方或六方刀架,分別可安裝四把或六把刀具;臥軸式通常為圓盤式回轉刀架,可安裝的刀具數量較多。
回轉刀架用于數控車床,可安裝在轉塔頭上用于夾持各種不同用途的刀具,通過料塔頭的旋轉分度來實現機床的自動換刀動作。它的形式一般有立軸式和臥軸式。立軸式般為四方或六方刀架,分別可安裝四把或六把刀具;臥軸式通常為圓盤式回轉刀架,可安裝的刀具數量較多。
為了在加工過程中自動換刀,需要實現刀架轉位自動化。自動轉位刀架有夾持三把刀具的三角刀架、有夾持四把刀具的方刀架及夾持多把刀具的轉塔式刀架等。按轉位的傳動裝置又可分為:液壓、氣動、電氣和機械式。自動轉位刀架應當有較高的重復定位精度和剛性,便于控制,并能與改裝機床相適應。
回轉刀架造價信息
為了在加工過程中自動換刀,需要實現刀架轉位自動化。自動轉位刀架有夾持三把刀具的三角刀架、有夾持四把刀具的方刀架及夾持多把刀具的轉塔式刀架等。按轉位的傳動裝置又可分為:液壓、氣動、電氣和機械式。自動轉位刀架應當有較高的重復定位精度和剛性,便于控制,并能與改裝機床相適應。
回轉刀架常見問題
-
你好,經濟型數控車床一般都配有四工位自動回轉刀架,它是根據微機數控系統改造傳統機床設備的需要,同時兼顧刀架在機床上能夠獨立控制的需要而設計的。現有自動回轉刀架,其結構主要有插銷式和端齒盤式。由于刀架生...
-
你好,回轉刀架一般在幾十塊錢吧。
-
數控車床上使用的回轉刀架是一種最簡單的自動換刀裝置,根據不同加工對象,可以設計成四方刀架和六角刀架等多種形式。回轉刀架上分別安裝著四把、六把或更多的,并按數控裝置的指令換刀。 回轉刀架在結構...
回轉刀架文獻

 四工位立式回轉刀架機電系統設計
四工位立式回轉刀架機電系統設計
格式:pdf
大小:101KB
頁數: 1頁
評分: 4.6
本設計是基于數控機床的自動回轉刀架仿真。主要的工作可以分成兩部分,一部分是機構仿真,另一部分是電氣控制。機構仿真是先對四工位立式回轉刀架的工作原理的分析和對零件進行結構設計。電氣控制就是把程序導入到PLC中來控制刀架電動機中的兩個繼電器,從而實現對刀架的正反轉控制,而且電機的停轉可以通過限位開關的開關信號來控制,實現自動換刀。
![數控車床自動回轉刀架結構與控制設計[1]](https://files.zjtcn.com/group1/M00/4B/BF/CgoBZ2Af-OSAERB8AABBZ5PKETY030.jpg) 數控車床自動回轉刀架結構與控制設計[1]
數控車床自動回轉刀架結構與控制設計[1]
格式:pdf
大小:101KB
頁數: 20頁
評分: 4.6
機電一體化課程設計計算說明書 1 第 1節 自動回轉刀架總體設計 1.1 概述 數控車床的刀架是機床的重要組成部分。 刀架用于夾持切削用的刀具, 因此 其結構直接影響機床的切削性能和切削效率。 在一定程度上, 刀架的結構和性能 體現了機床的設計和制造技術水平。 隨著數控車床的不斷發展, 刀架結構形式也 在不斷翻新。 其中按換刀方式的不同, 數控車床的刀架系統主要有回轉刀架、 排 式刀架和帶刀庫的自動換刀裝置等多種形式。自 1958年首次研制成功數控加工 中心自動換刀裝置以來, 自動換刀裝置的機械結構和控制方式不斷得到改進和完 善。自動換刀裝置是加工中心的重要執行機構, 它的形式多種多樣, 目前常見的 有:回轉刀架換刀,更換主軸頭換刀以及帶刀庫的自動換刀系統。 初步了解了設計題目 (電動刀架)及發展概況, 設計背景, 對刀架有了一些 印象,對整理設計思路 安排設計時間有很好的輔助作用。對一

電動刀架自動換刀
自動換刀裝置是加工中心的重要執行機構,它的形式多種多樣,目前常見的有以下幾種。
1.回轉刀架換刀
數控機床使用的回轉刀架是最簡單的自動換刀裝置,有四方刀架、六角刀架,即在其上裝有四把、六把或更多的刀具。
回轉刀架必須具有良好的強度和剛度,以承受粗加工的切削力:同時要保證回轉刀架在每次轉位的重復定位精度。
圖8-17為數控車床六角回轉刀架,它適用于盤類零件的加工。在加工軸類零件時,可以用四方回轉刀架。由于兩者底部安裝尺寸相同,更換刀架十分方便。
1-活塞 2-刀架體 3、7-齒輪 4-齒圈 5-空套齒輪
6-活塞 8-齒條 9-固定插銷 10、11-推桿 12-觸頭
回轉刀架的全部動作由液壓系統通過電磁換向閥和順序閥進行控制,它的動作分為4個步驟:
(1)刀架抬起 當數控裝置發出換刀指令后,壓力油由a孔進入壓緊液壓缸的下腔,活塞1上升,刀架體2抬起,使定位用的活動插銷10與固定插銷9脫開。同時,活塞桿下端的端齒離合器與空套齒輪5結合。
(2)刀架轉位 當刀架抬起后,壓力油從c孔進入轉位液壓缸左腔,活塞6向右移動,通過聯接板帶動齒條8移動,使空套齒輪5作逆時針方向轉動。通過端齒離合器使刀架轉過60o。活塞的行程應等于齒輪5分度圓周長的1/6,并由限位開關控制。
(3)刀架壓緊 刀架轉位之后,壓力油從b孔進入壓緊液壓缸上腔,活塞1帶動刀架體2下降。齒輪3的底盤上精確地安裝有6個帶斜楔的圓柱固定插銷9,利用活動插銷10消除定位銷與孔之間的間隙,實現反靠定位。刀架體2下降時,定位活動插銷10與另一個固定插銷9卡緊,同時齒輪3與齒圈4的錐面接觸,刀架在新的位置定位并夾緊。這時,端齒離合器與空套齒輪5脫開。
(4)轉位液壓缸復位 刀架壓緊之后,壓力油從d孔進入轉位液壓缸的右腔,活塞6帶動齒條復位,由于此時端齒離合器已脫開,齒條帶動齒輪3在軸上空轉。
如果定位和夾緊動作正常,推桿11與相應的觸頭12接觸,發出信號表示換刀過程已經結束,可以繼續進行切削加工。
回轉刀架除了采用液壓缸轉位和定位銷定位之外,還可以采用電動機帶動離合器定位,以及其他轉位和定位機構。
2.更換主軸頭換刀
在帶有旋轉刀具的數控機床中,更換主軸頭是一種簡單換刀方式。主軸頭通常有臥式和立式兩種,而且常用轉塔的轉位來更換主軸頭,以實現自動換刀。在轉塔的各個主軸頭上,預先安裝有各工序所需的旋轉刀具。當發出換刀指令時,各主軸頭依次地轉到加工位置,并接通主軸運動,使相應的主軸帶動刀具旋轉,而其他處于不加工位置上的主軸都與主運動脫開。
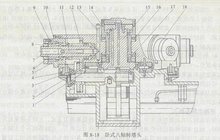
圖8-18為臥式八軸轉塔頭。轉塔頭上徑向分布著八根結構完全相同的主軸7,主軸的回轉運動由齒輪12輸入。當數控裝置發出換刀指令時,先通過液壓撥叉將移動齒輪3與齒輪12脫離嚙合,同時在中心液壓缸14的上腔通壓力油。由于活塞桿和活塞15固定在底座上,因此中心液壓缸14帶著由兩個推力軸承17和16支承的轉塔刀架體18抬起,離合器2和1脫離嚙合。然后壓力油進入轉位液壓缸,推動活塞齒條,再經過中間齒輪使大齒輪4與轉塔刀架體18一起回轉45o,將下一工序的主軸轉到工作位置。轉位結束后,壓力油進入中心液壓缸14的下腔,使轉塔頭下降,離合器2和1重新嚙合,實現了精確的定位。在壓力油的作用下,轉塔頭被壓緊,轉位液壓缸退回原位。最后,通過液壓撥叉移動齒輪3,使它與新換上的主軸齒輪12相嚙合。為了改善主軸結構的裝配工藝性,整個主軸部件裝在套筒5內,只要卸去螺釘10,就可以將整個部件抽出。主軸前軸承9采用錐孔雙列圓柱滾子軸承,調整時,先卸下端蓋6,然后擰緊螺母8,使內環做軸向移動,以便消除軸承的徑向間隙。
為了便于卸出主軸錐孔內的刀具,每根主軸都有操縱桿13,只要按壓操縱桿,就能通過斜面推動桿11,頂出刀具。
轉塔主軸頭的轉位、定位和壓緊方式與鼠齒盤式分度工作臺極為相似,但因為在轉塔上分布著許多回轉主軸部件,使結構更為復雜。
1、2一離合器 3、4、12一齒輪 5一套筒 6一端蓋 7一主軸 8一螺母
9、16、17一軸承 10一螺釘 1l一推動桿 13一操縱桿 14一液壓缸 15一活塞 18一轉塔刀架體
由于空間位置的限制,主軸部件的結構不可能設計得十分堅實,因而影響了主軸系統的剛度。為了保證主軸的剛度,主軸數目必須加以限制,否則將會使結構尺寸大為增加。
轉塔主軸頭換刀方式的主要優點在于省去了自動松夾、卸刀、裝刀、夾緊以及刀具搬運等一系列復雜的操作。從而提高了換刀的可靠性,并顯著地縮短了換刀時間。但由于上述結構上的原因,轉塔主軸頭通常只是用于工序較少、精度要求不太高的機床,例如數控鉆床等。
3.帶刀庫的自動換刀系統
帶刀庫的自動換刀系統由刀庫和刀具交換機構組成。首先把加工過程中需要使用的全部刀具分別安裝在標準刀柄上,在機外進行尺寸預調整后,按一定的方式放入刀庫中去。換刀時先在刀庫中進行選刀,并由刀具交換裝置從刀庫和主軸上取出刀具,在進行交換刀具之后,將新刀具裝入主軸,把舊刀具放回刀庫。存放刀具的刀庫具有較大的容量,它既可以安裝在主軸箱的側面或上方,也可作為單獨部件安裝到機床以外,并由搬運裝置運送刀具。
與轉塔主軸頭相比較,由于帶刀庫的自動換刀裝置數控機床主軸箱內只有一個主軸,設計主軸部件就有可能充分增強它的剛度,因而能滿足精密加工的要求。另外,刀庫可以存放數量很大的刀具,因而能夠進行復雜零件的多工序加工,這樣就明顯提高了機床的適應性和加工效率。所以帶刀庫的自動換刀裝置特別適用于數控鉆床、數控銑床和數控鏜床。
根據實現原理的不同,自動換刀有回轉刀架換刀、更換主軸頭換刀、帶刀庫自動換刀等方式。
回轉刀架換刀工作原理類似分度工作臺,通過刀架定角度回轉實現新舊刀具的交換。
更換主軸頭換刀方式時首先將刀具放置于各個主軸頭上。通過轉塔的轉動更換主軸頭從而達到更換刀具的目的。這兩種方式設計簡單,換刀時間短,可靠性高。其缺點是儲備刀具數量有限,尤其是更換主軸頭換刀方式的主軸系統的剛度較差,所以僅僅適應于工序較少、精度要求不太高的機床。
帶刀庫自動換刀方式由刀庫,選刀系統,刀具交換機構等部分構成,結構較復雜。該方法雖然有著換刀過程動作多,設計制造復雜等缺點,但由于其自動化程度高,因此在加工工序比較多的復雜零件時,被廣泛采用。
四工位轉位刀架
轉位刀架是一種刀具儲存裝置,可以同時安裝4、6、8、12把刀具不等.電動刀架的電氣控制分強電和弱電兩部分。 解讀詞條背后的知識 UG教程分享 分享UG實用技巧及教程,每日更新喲!!!
FANUC系統數控車床四工位刀架手動換刀PMC設計
一、刀架換刀原理數控車床運用的回轉刀架是最簡略的主動換刀裝置,有四工位和六工位刀架,回轉刀架按其作業原理可分為機械螺母升降轉位、十字槽轉位等方法,其換刀進程一般為刀架抬起、刀架轉位、刀架壓緊并定位等幾個步驟。回轉刀架必須具有杰出的強度和剛性,以接受粗加工的切削力。同時還要保...
2019-05-310閱讀20回轉刀架相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 密云水庫調蓄工程埝頭泵站回轉式清污機改造及效果評價
- 產120萬噸鏈篦機回轉窯氧化球團礦工程可行性研究報告
- φ4×60m活性石灰回轉窯窯尾密封及下料溜槽改造
- SWD165型全液壓潛孔鉆機推進與回轉液壓系統分析
- 水泥回轉窯雙柔式密封
- 方刀架工藝規程及鉆4×Ф15孔工序夾具課程設計
- 三波塑料諧波齒輪在小型多回轉閥門電動裝置中應用
- 新興鑄管公司鏈箅機-回轉窯球團生產線的改造及效果
- 回轉窯煤粉燃燒器發展趨勢、特點及選擇
- 機械回轉反吹清灰袋式除塵器設計與安裝分析
- 回轉反吹袋式除塵器清灰機理與清灰系統設計方法
- 德宏州水泥廠預熱器回轉窯工藝特性節能效果
- 大型干法水泥回轉窯過渡帶用鎂鋁尖晶石磚的損毀機理
- 10噸年回轉窯活性石灰生產線項目可行性研究報告
- HGT21518-2014回轉蓋帶頸對焊法蘭人孔
- DFK回轉型蝶閥控制柜在山美水庫電站技改中的應用
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
拆邊機
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司