擠出壓延法PVC人造革
擠出壓延法PVC人造革系采用擠出機將pvc混合料通過擠出模具、雙輥壓延機擠出壓延成膜,然后直接與布基在壓力輥下貼合制成的。
擠出壓延法PVC人造革基本信息
| 中文名 | 擠出壓延法PVC人造革 | 產品類型 | 工業產品 |
|---|
擠出壓延法PVC人造革工藝流程示意如圖2所示。
擠出壓延法PVC人造革造價信息
擠出壓延法PVC人造革工藝關鍵是保證各部分速度的協調,使各部分轉速都在300r/min左右。
高速混合機混合溫度在90~100℃左右,混料時間20min。雙軸混煉擠出機機身溫度160℃。Φ150、L/D為15:1的單螺桿擠出機機身溫度145℃ , 155℃ , 165℃ , 175℃,機頭溫度185℃,預熱輥70~80℃。壓延輥180℃。
擠出壓延法PVC人造革主要生產設備
混煉系統有:高速攪拌機、雙軸混煉擠出機、單螺桿塑化擠出機,其作用分別為攪拌均勻配方用料、初步混煉塑化和進一步塑化。
主機系統有:布基發送臺,預涂糊裝置,熱烘干裝置,預熱輥,雙輥壓延,貼合輥(可壓花)。冷卻輥、切割機、收卷機。
該生產線主要特點:除壓延輥要求表面粗糙度低、硬度大,雙軸帶交叉裝置或中凸等防止由于壓延次數少帶來產品薄厚不均外,沒有較高水平設備。因而投資少,設備投資回收快,占地、耗能也小。該生產線產品適應性強,可生產人造革、地板革、薄膜、夾網膜、壁紙等多種產品。由于混煉設備用擠出機,故配方不宜過多地添加碳酸鈣,以防嚴重磨損螺桿、料筒。
該產品生產周期短、工時占用少、勞動強度小、能耗低.,但產品表面質量低,厚度公差較大,手感也較硬,僅適宜加工較厚的中、低檔產品,如兜、包、地板等類用革。
擠出壓延法PVC人造革常見問題
-
PVC,是PolyVinyl Chloride的縮寫。是一種化工產品,學名叫聚氯乙烯,是一種普通熱塑樹脂,廣泛用于各種產品加工,包括服裝、箱包等。由于歐美國家的動物保護主義日盛和真皮制品昂貴的價格和難...
-
pvc人造革廠家首選兮蒙貝兒,專業廠家,行業經驗豐富。生產銷售各類高、中、低檔PVC人造革, 十年行業生產經驗,質量好,款式新穎,做工精細,價格又便宜,所以受到消費者的歡迎。
-
pvc人造革廠家首選兮蒙貝兒,專業廠家,行業經驗豐富。生產銷售各類高、中、低檔PVC人造革, 十年行業生產經驗,質量好,款式新穎,做工精細,價格又便宜,所以受到消費者的歡迎。
產品所需原料及典型配方見下表所列。
擠出壓延法聚氯烯人造革典型配方:
物料名稱 配比 物料名稱 配比
聚氯乙烯 100 碳酸鈣 5~10
鄰苯二甲酸二辛酯 30~45 硬脂酸 0.5~2
穩定劑 3~5 顏料適量
擠出壓延法PVC人造革執行部標SG 83-75PVC人造革標準。
擠出壓延法PVC人造革文獻

 PVC人造革參考配方
PVC人造革參考配方
格式:pdf
大小:42KB
頁數: 4頁
評分: 4.4
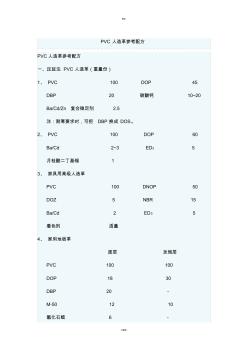
精品 -可編輯 - PVC 人造革參考配方 PVC人造革參考配方 一、壓延法 PVC 人造革(重量份) 1、 PVC 100 DOP 45 DBP 20 碳酸鈣 10~20 Ba/Cd/Zn 復合穩定劑 2.5 注:耐寒要求時,可把 DBP 換成 DOS。 2、 PVC 100 DOP 60 Ba/Cd 2~3 ED3 5 月桂酸二丁基錫 1 3、 家具用高級人造革 PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED3 5 著色劑 適量 4、 家用地板革 面層 發炮層 PVC 100 100 DOP 18 30 DBP 20 - M-50 12 10 氯化石蠟 6 - 精品 -可編輯 - Ba/Cd/Zn 穩定劑 2.0 2.0 硬脂酸鋇 1.0 0.8 硬脂酸鋅 0.4 - 硬脂酸鋁 - 0.8 硬脂酸 0.2 0.8 重鈣 5~10 40 AC 發泡劑
 PVC人造革參考配方
PVC人造革參考配方
格式:pdf
大小:42KB
頁數: 3頁
評分: 4.4
PVC 人造革參考配方 PVC人造革參考配方 一、壓延法 PVC 人造革(重量份) 1、 PVC 100 DOP 45 DBP 20 碳酸鈣 10~20 Ba/Cd/Zn復合穩定劑 2.5 注:耐寒要求時,可把 DBP換成 DOS。 2、 PVC 100 DOP 60 Ba/Cd 2~3 ED3 5 月桂酸二丁基錫 1 3、 家具用高級人造革 PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED3 5 著色劑 適量 4、 家用地板革 面層 發炮層 PVC 100 100 DOP 18 30 DBP 20 - M-50 12 10 氯化石蠟 6 - Ba/Cd/Zn穩定劑 2.0 2.0 硬脂酸鋇 1.0 0.8 硬脂酸鋅 0.4 - 硬脂酸鋁 - 0.8 硬脂酸 0.2 0.8 重鈣 5~10 40 AC 發泡劑 - 5 顏料 - 適量 5、 用于底層、表面處理層
本書共分4章。第1章橡膠壓延設備,主要介紹壓延機的種類、結構、主要工藝性能參數以及壓延作業聯動線。第2章橡膠擠出設備,主要介紹擠出機的基本結構與特點、主要部件和技術特征、擠出機的維護和檢修。第3章橡膠壓延,主要介紹壓延的基本原理和工藝,紡織物掛膠、鋼絲簾布和纖維簾布以及內襯層的壓延工藝及裝備,斜交輪胎的壓延制造工藝。第4章橡膠擠出,主要介紹擠出的基本原理和工藝,子午線輪胎和斜交輪胎胎面膠和胎側膠擠出,內胎、膠管以及汽車橡膠密封條的擠出。本書可供橡膠工業從事橡膠制品科研、設計、生產、應用、管理等方面人員使用,也可供高等院校、高職院校、中專學校有關專業的教師、學生閱讀和參考。
《橡膠壓延與擠出》可供橡膠工業從事橡膠制品科研、設計、生產、應用、管理等方面人員使用,也可供高等院校、高職院校、中專學校有關專業的教師、學生閱讀和參考。
第1章壓延機
1.1壓延機結構種類
1.1.1壓延機分類
1.1.2壓延機基本結構
1.1.3壓延機傳動系統
1.1.4 壓延機規格表示
1.2壓延機主要零部件
1.2.1輥筒
1.2.2輥筒軸承
1.2.3機架
1.2.4輥距調節裝置
1.2.5預負荷裝置
1.2.6自動測厚裝置
1.2.7輥筒軸交叉裝置
1.2.8輥筒溫度控制系統
1.2.9輥筒軸承潤滑系統
1.2.10附屬裝置
1.3壓延作業聯動線
1.3.1 XY—4S1730C/XY—F4S1730C壓延生產線聯動裝置
1.3.2全鋼載重子午線輪胎內襯層聯動裝置
1.4壓延機主要工藝性能參數
1.4.1工作原理
1.4.2主要工藝性能參數
1.4.3超前系數和生產能力
1.5壓延機維護保養
1.5.1纖維壓延機的維護保養
1.5.2鋼絲壓延機的維護保養
參考文獻
第2章橡膠擠出設備
2.1概述
2.2擠出機的分類
2.2.1橡膠擠出機按用途分類
2.2.2橡膠擠出機規格、型號表示
2.3擠出機的基本結構與特點
2.3.1結構與特點
2.3.2傳動裝置
2.3.3布置形式
2.4擠出機的主要部件
2.4.1 機筒
2.4.2螺桿
2.4.3機頭和口型
2.4.4傳動裝置
2.5主要技術特征
2.5.1螺桿直徑與長徑比
2.5.2螺桿轉速
2.5.3擠出壓力與軸向力
2.5.4生產能力
2.5.5 功率
2.6安全操作
2.7橡膠擠出機的維護和檢修
2.7.1橡膠擠出機的日常維護
2.7.2擠出機定期檢查內容
2.7.3橡膠擠出機的檢修
2.7.4常見故障處理方法
2.7.5維護檢修安全注意事項
參考文獻
第3章壓延工藝
3.1壓延的基本原理
3.1.1膠料在輥筒縫中的受力情況及流動狀態
3.1.2壓延效應
3.2壓延工藝
3.2.1 壓片
3.2.2 壓型
3.2.3 貼合
3.3紡織物掛膠
3.3.1 貼膠
332擦膠
34鋼絲簾布壓延工藝及裝備
341鋼絲掛膠簾布的質量要求
342鋼絲簾布壓延生產聯動線
35纖維簾布壓延工藝及裝備
351纖維簾布壓延生產聯動線
352纖維壓延機
353纖維簾布壓延的影響因素
36鋼絲/纖維兩用壓延工藝及裝備
361鋼絲/纖維兩用壓延生產聯動線
362壓延機與聯動裝置的技術特點
363兩用壓延機的優缺點
37內襯層(氣密層)壓延工藝及裝備
371四輥壓延法
372擠出壓延法
38斜交輪胎的壓延制造工藝
381外胎制造工藝流程
382胎體簾帆布壓延
參考文獻
第4章擠出工藝
41擠出基本原理
411膠料在擠出過程中的流動
42擠出工藝
421熱喂料擠出工藝
422冷喂料擠出工藝
423特種擠出工藝
424擠出工藝對擠出的質量的影響
425擠出過程常見的質量問題及解決方法
43子午線輪胎胎面膠擠出
431胎面膠的分塊組合形式
432胎面膠復合擠出生產流程
433擠出聯動裝置對擠出質量的影響
44子午線輪胎胎側膠及其他型膠部件的擠出
441胎側膠與其他型膠部件的組合形式
442胎側膠的復合擠出
443型膠部件的擠出
45斜交輪胎擠出工藝
46輪胎胎面的擠出工藝
461整體擠出工藝
462分層擠出工藝
463擠出工藝條件
47內胎的擠出工藝
471內胎的擠出
472濾膠工藝
48膠管擠出工藝
481膠管擠出工藝
482擠出管坯常見的質量問題及預防措施
49汽車橡膠密封條的擠出工藝
491乘用車密封條的品種和分類
492乘用車密封條典型結構
493乘用車橡膠密封條的生產工藝
494車用密封條的擠出及硫化
參考文獻
壓延成型是將熔融塑化的熱塑性塑料通過兩個以上的平行異向旋轉輥筒間隙,使溶體受到輥筒擠壓延展、拉伸而成為具有一定規格尺寸和符合質量要求的連續片狀制品,最后經自然冷卻成型的方法。壓延軟質塑料薄膜時,如果以布、紙或玻璃布作為增強材料,將其隨同塑料通過壓延機的最后一對輥筒,將粘流態的塑料薄膜緊覆在增強材料上,所得的制品即為人造革或涂層布(紙)的方法。2100433B
擠出壓延法PVC人造革相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 重慶渝美鑫實業有限公司
- 成都美鑫塑膠制品有限公司
- 重慶禾之春農業發展有限公司
- 塑料異型材
- 便攜式制氧機
- 廣西威玻復合材料有限公司
- 涿州市榮安管業有限公司
- 河北泰昌鋼管有限公司
- 聚四氟乙烯墊片技術條件
- PVC膠粘帶
- 上海嘉柏麗實業有限公司
- 河南博士源建材有限公司
- 江門市卡斯樂建材有限公司
- 展示架展示卡
- 四川省采樂士涂料有限公司
- 河北順全隆橡塑制品有限公司
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 有源配電網設備利用率影響因子體系及其價值計算方法
- 有限元法在軟土淺埋隧道施工過程的動態模擬中的應用
- 新型基于熱力學法的水泵效率數學模型及應用
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 云南省建設工程造價協會優秀工程咨詢成果獎評選辦法
- 新的基于NGA/PCA和SVM的特征提取方法
- 乙烯基樹脂混凝土電解槽的性能及在濕法冶金中的應用
- 應用清單招標與經評審的最低投標價法評標的幾點思考
- 定征復合板材粘接層性質的非線性超聲蘭姆波方法
- 圓形隧道反向曲線隧道中心線兩種偏移計算方法的比較
- 雜散電容對交流法微電容測量電路噪聲特性影響的分析
- 招標師招標采購法律法規與政策題型分析輔導材料
- 主要用固體工業廢渣生產硫鋁酸鹽水泥熟料的方法
- 中國2010年上海世博會園區管線綜合管溝管理辦法
- 中華人民共和國大氣污染防治法實施細則中英對照資料
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司