攪拌摩擦焊
攪拌摩擦焊是指利用高速旋轉的焊具與工件摩擦產生的熱量使被焊材料局部熔化,當焊具沿著焊接界面向前移動時,被塑性化的材料在焊具的轉動摩擦力作用下由焊具的前部流向后部,并在焊具的擠壓下形成致密的固相焊縫。


攪拌摩擦焊基本信息
| 中文名 | 攪拌摩擦焊 | 外文名 | Friction Stir Welding |
|---|---|---|---|
| 發明時間 | 1991年 | ||
攪拌摩擦焊(FrictionStir Welding簡稱FSW)是英國焊接研究所(TWI)于1991年10月提出的發明專利。攪拌摩擦焊工藝最初主要用于解決鋁合金等低熔點材料的焊接,關于攪拌摩擦焊工藝的特點和應用等,TWI進行了較多的研究,并于1993年、1995年分別申請了專利。TWI主要是與航空航天、海洋、道路交通、鋁材廠、焊接設備制造廠等大公司聯合,以團體贊助或合作的形式開發這種技術,擴大其應用范圍。美國的愛迪生焊接研究所(Edisonwelding Institute,簡稱EWI)與TWI密切協作,也在進行FSW工藝的研究。美田的美國洛克希德·馬丁航空航天公司、馬歇爾航天飛行中心、美國海軍研究所、Dartmouth大學、德克薩斯大學、阿肯色斯大學、南卡羅利納大學、德國的Stuttgart大學、澳大利亞的Adelaide大學、澳大利亞焊接研究所等都從不同角度對攪拌摩擦焊進行了專門研究。
攪拌摩擦焊工藝是自激光焊接問世以來最引人注目的焊接方法。它的出現將使鋁合金等有色金屬的連接技術發生重大變革。用攪拌摩擦焊方法焊接鋁合金取得了很好的效果。現如今在英、美等國正進行鋅、銅、鈦、低碳鋼、復合材料等的攪拌摩擦焊接。攪拌摩擦焊在航空航天工業領域有著良好的應用前景。
(1)攪拌頭
攪拌頭的成功設計是把攪拌摩擦焊應用在更大范圍的材料和焊接更寬的厚度范圍的關鍵。下面主要討論一下攪拌頭的發展現狀.一般說來,攪拌頭包括兩部分:攪拌探頭和軸肩,而攪拌頭的材料通常都采用硬度遠遠高于被焊材料的材料制成,這樣能夠在焊接過程中將攪拌頭的磨損減至最小。在初期,攪拌頭形狀的合理設計是獲得良好機械性能焊縫的關鍵。關于攪拌頭的發展主要集中在兩個方面:一個是帶螺紋的攪拌頭,一個是帶三個溝槽的攪拌頭。本質上,這兩種攪拌探頭都設計成錐體,大大減少了相同半徑圓柱體攪拌探頭的材料卷出量,一般說來,帶三溝槽的攪拌探頭減小了70%,而帶螺紋的攪拌探頭減小了60%。如果使用一個確定的較小直徑的攪拌探頭,錐形攪拌探頭比圓柱形攪拌探頭更容易進入焊件而通過塑性材料,并且減小了攪拌頭的應力集中和斷裂可能性。
(2)研究現狀
攪拌摩擦焊在鋁合金上的應用越來越廣泛,研究也越來越深入。不僅涉及到各種同種材料的焊接,還研究了大范圍的異種鋁合金的焊接.鋁合金的焊接厚度范圍從lmm到75mm。對鋁合金焊接接頭的腐蝕性能、力學性能、組織結構都進行了大量的研究。攪拌摩擦焊廣泛應用于6061Al/2024Al、2024Al/Ag、2024Al/Cu、6061AI/cu,甚至還適用于6061AI 20%Al2O3/鑄鋁合金A339 10%SiC等合金。
2002年,在中國航空工業集團-北京航空制造工程研究所與英國焊接研究所共同簽署關于攪拌摩擦焊專利技術許可、技術研發及市場開拓等領域的合作協議的基礎上,中國第一家專業化的攪拌摩擦焊技術授權公司——中國攪拌摩擦焊中心即北京賽福斯特技術有限公司成立,標志著攪拌摩擦焊技術在中國市場的研發及工程應用工作的正式開啟。
攪拌摩擦焊作為一種多學科交匯的新方法,可以發展出縱縫焊接、環縫焊接、無匙孔焊接、變截面焊接、自支撐雙面焊接、空間3D曲線焊接、攪拌摩擦點焊、回填式點焊、攪拌摩擦焊表面改性處理、攪拌摩擦焊超塑性材料加工等多種連接加工方法和技術。
歷經近十年的快速發展,賽福斯特公司已成功開發了60余套攪拌摩擦焊設備,將攪拌摩擦焊技術應用于我國航空、航天、船舶、列車、汽車、電子、電力等工業領域中,創造了可觀的社會經濟效益,為鋁、鎂、銅、鈦、鋼等金屬材料提供了更好的技術解決方法,為國內外用戶提供了不同類型、不同用途的攪拌摩擦焊工業產品加工,包括:航天筒體結構件、航空薄壁結構件、船舶寬幅帶筋板、高速列車車體結構、大厚度雷達面板、汽車輪轂、集裝箱型材壁板、各種結構散熱器及熱沉器等。
攪拌摩擦焊造價信息

攪拌摩擦焊原理
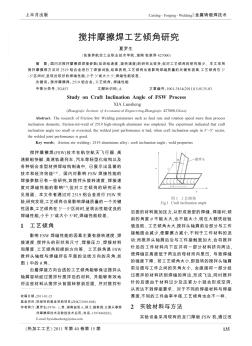
攪拌摩擦焊方法與常規摩擦焊一樣。攪拌摩擦焊也是利用摩擦熱與塑性變形熱作為焊接熱源。不同之處在于攪拌摩擦焊焊接過程是由一個圓柱體或其他形狀(如帶螺紋圓柱體)的攪拌針(welding pin)伸入工件的接縫處,通過焊頭的高速旋轉,使其與焊接工件材料摩擦,從而使連接部位的材料溫度升高軟化。同時對材料進行攪拌摩擦來完成焊接的。焊接過程如圖《攪拌摩擦焊示意圖》所示。在焊接過程中工件要剛性固定在背墊上,焊頭邊高速旋轉,邊沿工件的接縫與工件相對移動。焊頭的突出段伸進材料內部進行摩擦和攪拌,焊頭的肩部與工件表面摩擦生熱,并用于防止塑性狀態材料的溢出,同時可以起到清除表面氧化膜的作用。
在焊接過程中,攪拌針在旋轉的同時伸入工件的接縫中,旋轉攪拌頭(主要是軸肩)與工件之間的摩擦熱,使焊頭前面的材料發生強烈塑性變形,然后隨著焊頭的移動,高度塑性變形的材料逐漸沉積在攪拌頭的背后,從而形成攪拌摩擦焊焊縫。攪拌摩擦焊對設備的要求并不高,最基本的要求是焊頭的旋轉運動和工件的相對運動,即使一臺銑床也可簡單地達到小型平板對接焊的要求。但焊接設備及夾具的剛性是極端重要的。攪拌頭一般采用工具鋼制成,焊頭的長度一般比要求焊接的深度稍短。應該指出,攪拌摩擦焊縫結束時在終端留下個匙孔。通常這個匙孔可以切除掉,也可以用其它焊接方法封焊住。針對匙孔問題,已有伸縮式攪拌頭研發成功,焊后不會留下焊接匙孔。
關于在攪拌摩擦過程中界面原子的運動仍處于研究階段。
焊接過程中也不需要其它焊接消耗材料,如焊條、焊絲、焊劑及保護氣體等。唯一消耗的是焊接攪拌頭。
同時,由于攪拌摩擦焊接時的溫度相對較低,因此焊接后結構的殘余應力或變形也較熔化焊小得多。特別是Al合金薄板熔化焊接時,結構的平面外變形是非常明顯的,無論是采用無變形焊接技術還是焊后冷、熱校形技術,都是很麻煩的,而且增加了結構的制造成本。
攪拌摩擦焊主要是用在熔化溫度較低的有色金屬,如Al、cu等合金。這和攪拌頭的材料選擇及攪拌頭的工作壽命有關。當然,這也和有色金屬熔化焊接相對困難有關,迫使人們在有色金屬焊接時尋找非熔化的焊接方法。對于延性好、容易發生塑性變形的黑色材料,經輔助加熱或利用其超塑性,也有可能實現攪拌摩擦焊,但這就要看熔化焊和攪拌摩擦焊哪個技術經濟指標更合理來決定。
攪拌摩擦焊在有色金屬的連接中已獲得成功的應用,但由于焊接方法特點的限制,僅限于結構簡單的構件,如平直的結構或圓筒形結構的焊接,而且在焊接過程中工件要有良好的支撐或村墊。原則上,攪拌摩擦焊可進行多種位置焊接,如平焊,立焊,仰焊和俯焊;可完成多種形式的焊接接頭,如對接、角接和搭接接頭,甚至厚度變化的結構和多層材料的連接,也可進行異種金屬材料的焊接。
另外,攪拌摩擦焊作為一種固相焊接方法,焊接前及焊接過程中對環境的污染小。焊前工件無需嚴格的表面清理準備要求,焊接過程中的摩擦和攪拌可以去除焊件表面的氧化膜,焊接過程中也無煙塵和飛濺.同時噪聲低。由于攪拌摩擦焊僅僅是靠焊頭旋轉并移動,逐步實現整條焊縫的焊接,所以比熔化焊甚至常規摩擦焊更節省能源。
由于攪拌摩擦焊過程中熱輸入相對于熔焊過程較小,接頭部位不存在金屬的熔化,是一種固態焊接過程,在合金中保持母材的冶金性能,可以焊接金屬基復合材料、快速凝固材料等采用熔焊會有不良反應的材料。其主要優點如下:
(1)焊接接頭熱影響區顯微組織變化小.殘余應力比較低,焊接工件不易變形;
(2)能一次完成較長焊縫、大截面、不同位置的焊接.接頭高:
(3)操作過程方便實現機械化、自動化,設備簡單,能耗低,功效高,對作業環境要求低:
(4)無需添加焊絲,焊鋁合金時不需焊前除氧化膜,不需要保護氣體,成本低;
(5)可焊熱裂紋敏感的材料,適合異種材料焊接:
(6)焊接過程安全、無污染、無煙塵、無輻射等。
攪拌摩擦焊也存在一定的缺點:
(1)焊接工件必須剛性固定,反面應有底板;
(2)焊接結束攪拌探頭提出工件時,焊縫端頭形成一個鍵孔,并且難以對焊縫進行修補;
(3)工具設計、過程參數和機械性能數據只在有限的合金范圍內可得;
(4)在某種情況下,如特殊領域中要考慮腐蝕性能、殘余應力和變形時,性能需進一步提高才可實際應用;
(5)對板材進行單道連接時,焊速不是很高;
(6)攪拌頭的磨損消耗太快等。
攪拌摩擦焊常見問題
-
誰有QJ 20044-2011 《鋁合金攪拌摩擦焊工藝規范》 QJ20043--2011《鋁合金 中厚板攪拌摩擦焊技術要求》
需要連續驅動摩擦焊機上海勝春機械
-
摩擦焊接是一種鍛造焊接過程。在壓力作用下,兩個管件表面之間發生摩擦,摩擦力產生熱量形成焊縫。兩個表面之間的相對運動或摩擦要持續進行,直到產生足夠的熱量為止。之后,停止摩擦,兩部分便在足夠的作用力下鍛接...
-
上海勝春機械:出口印度、法國、波蘭、韓國、、朝鮮、日本及東南亞地區等國際市場。經濟型MCH-A經濟型系列摩擦焊機為我公司1998年自主研發的機型,該機型主要用于各種軸類、管類零件的焊接。可焊金屬范圍廣...
焊接過程中也不需要其它焊接消耗材料,如焊條、焊絲、焊劑及保護氣體等。唯一消耗的是焊接攪拌頭。
同時,由于攪拌摩擦焊接時的溫度相對較低,因此焊接后結構的殘余應力或變形也較熔化焊小得多。特別是Al合金薄板熔化焊接時,結構的平面外變形是非常明顯的,無論是采用無變形焊接技術還是焊后冷、熱校形技術,都是很麻煩的,而且增加了結構的制造成本。
攪拌摩擦焊主要是用在熔化溫度較低的有色金屬,如Al、cu等合金。這和攪拌頭的材料選擇及攪拌頭的工作壽命有關。當然,這也和有色金屬熔化焊接相對困難有關,迫使人們在有色金屬焊接時尋找非熔化的焊接方法。對于延性好、容易發生塑性變形的黑色材料,經輔助加熱或利用其超塑性,也有可能實現攪拌摩擦焊,但這就要看熔化焊和攪拌摩擦焊哪個技術經濟指標更合理來決定。
攪拌摩擦焊在有色金屬的連接中已獲得成功的應用,但由于焊接方法特點的限制,僅限于結構簡單的構件,如平直的結構或圓筒形結構的焊接,而且在焊接過程中工件要有良好的支撐或襯墊。原則上,攪拌摩擦焊可進行多種位置焊接,如平焊,立焊,仰焊和俯焊;可完成多種形式的焊接接頭,如對接、角接和搭接接頭,甚至厚度變化的結構和多層材料的連接,也可進行異種金屬材料的焊接。
另外,攪拌摩擦焊作為一種固相焊接方法,焊接前及焊接過程中對環境的污染小。焊前工件無需嚴格的表面清理準備要求,焊接過程中的摩擦和攪拌可以去除焊件表面的氧化膜,焊接過程中也無煙塵和飛濺.同時噪聲低。由于攪拌摩擦焊僅僅是靠焊頭旋轉并移動,逐步實現整條焊縫的焊接,所以比熔化焊甚至常規摩擦焊更節省能源。
由于攪拌摩擦焊過程中熱輸入相對于熔焊過程較小,接頭部位不存在金屬的熔化,是一種固態焊接過程,在合金中保持母材的冶金性能,可以焊接金屬基復合材料、快速凝固材料等采用熔焊會有不良反應的材料。
攪拌摩擦焊也存在一定的缺點:
(1)焊接工件必須剛性固定,反面應有底板;
(2)焊接結束攪拌探頭提出工件時,焊縫端頭形成一個鍵孔,并且難以對焊縫進行修補;
(3)工具設計、過程參數和機械性能數據只在有限的合金范圍內可得;
(4)在某種情況下,如特殊領域中要考慮腐蝕性能、殘余應力和變形時,性能需進一步提高才可實際應用;
(5)對板材進行單道連接時,焊速不是很高;
(6)攪拌頭的磨損消耗太快等。
攪拌摩擦焊技術是英國焊接研究所(The Welding Institute,簡稱 TWI)于1991年發明的,并于次年在英國申請了發明專利,同時陸續在世界各國申請了專利保護。得到專利保護并公開以來,攪拌摩擦焊技術首先并主要在鋁合金、鎂合金等輕金屬結構領域得到越來越廣泛的應用,同時在高熔點材料領域也獲得了一定發展。
攪拌摩擦焊除了具有普通摩擦焊技術的優點外,還可以進行多種接頭形式和不同焊接位置的連接。挪威已建立了世界上第一個攪拌摩擦焊商業設備,可焊接厚3—15mm、尺寸6×16的Al船板;1998年美國波音公司的空間和防御實驗室引進了攪拌摩擦焊技術,用于焊接某些火箭部件;麥道公司也把這種技術用于制造Delta運載火箭的推進劑貯箱。
攪拌摩擦焊的主要優點如下:
(1)焊接接頭熱影響區顯微組織變化小.殘余應力比較低,焊接工件不易變形;
(2)能一次完成較長焊縫、大截面、不同位置的焊接.接頭高:
(3)操作過程方便實現機械化、自動化,設備簡單,能耗低,功效高,對作業環境要求低:
(4)無需添加焊絲,焊鋁合金時不需焊前除氧化膜,不需要保護氣體,成本低;
(5)可焊熱裂紋敏感的材料,適合異種材料焊接:
(6)焊接過程安全、無污染、無煙塵、無輻射等。
攪拌摩擦焊文獻

 攪拌摩擦焊工藝傾角研究
攪拌摩擦焊工藝傾角研究
格式:pdf
大小:1.1MB
頁數: 3頁
評分: 4.8
國內對攪拌摩擦焊焊接參數(如進給速度、旋轉速度)的研究比較多,但對工藝傾角的研究很少。本文采用攪拌摩擦焊方法對2519鋁合金進行了焊接試驗,結果表明,工藝傾角也是影響焊縫質量的關鍵性因素,工藝傾角在3°~5°區間時,呈現出較好的焊縫性能,小于3°或大小5°,焊縫性能較差。
 攪拌摩擦焊中的測溫研究
攪拌摩擦焊中的測溫研究
格式:pdf
大小:1.1MB
頁數: 3頁
評分: 4.5
熱電偶測溫和紅外儀測溫都是現代測溫技術中的主要測溫方法。但由于熱電偶測溫的滯后性和紅外儀測溫易受發射率影響的原因,測溫的準確度難以提高。在基于攪拌摩擦焊接動態測溫試驗基礎上,本文提出了一種根據熱電偶測溫原理對熱電偶測溫動態誤差進行校正的方法,并通過紅外儀測溫對校正結果進行了檢驗,取得了較理想的結果,對提高測溫準確度具有一定的意義。
第1章 緒論1
1.1 攪拌摩擦焊接原理1
1.2 攪拌摩擦焊接特點1
1.3 接頭形式及焊接材料3
1.4 攪拌摩擦焊接專利許可與授權6
1.5 攪拌摩擦焊接技術應用8
1.5.1 攪拌摩擦焊接技術在造船業的應用8
1.5.2 攪拌摩擦焊接技術在鐵道車輛制造上的應用10
1.5.3 攪拌摩擦焊接技術在飛機制造業的應用11
1.5.4 攪拌摩擦焊接技術在航天制造業的應用14
1.5.5 攪拌摩擦焊接技術在其他工業方面的應用17
1.6 攪拌摩擦焊接技術的常用術語18
1.7 小結19
第2章 攪拌頭與攪拌摩擦焊接設備20
2.1 攪拌頭的研制與開發20
2.1.1 攪拌頭的構成20
2.1.2 攪拌頭材料選擇21
2.1.3 攪拌頭形狀設計28
2.1.4 工程用常見攪拌頭37
2.1.5 攪拌頭的改進措施39
2.2 攪拌摩擦焊接設備40
2.2.1 攪拌摩擦焊接設備分類40
2.2.2 攪拌摩擦焊接設備結構43
2.2.3 常見攪拌摩擦焊接設備簡介53
2.3 小結59
第3章 鋁合金攪拌摩擦焊接工藝60
3.1 焊接工藝參數60
3.1.1 攪拌頭旋轉速度60
3.1.2 焊接速度67
3.1.3 焊接壓力77
3.1.4 焊接線能量78
3.1.5 焊接扭矩和焊接能量83
3.2 影響焊接接頭性能的工程因素86
3.2.1 焊接間隙87
3.2.2 板厚差88
3.2.3 板材表面處理狀態90
3.2.4 攪拌頭偏移量91
3.3 理想的參數規范93
3.3.1 旋轉速度與焊接速度參數范圍93
3.3.2 焊接裝配范圍98
3.3.3 鋁合金常用焊接規范102
3.4 小結103
第4章 鋁合金攪拌摩擦焊接接頭組織及力學性能104
4.1 攪拌摩擦焊接接頭組織104
4.1.1 焊縫外觀形貌104
4.1.2 攪拌摩擦焊接接頭宏觀組織104
4.1.3 攪拌摩擦焊接接頭微觀組織109
4.2 鋁合金攪拌摩擦焊接接頭力學性能117
4.2.1 鋁合金攪拌摩擦焊接接頭性能優勢117
4.2.2 常見攪拌摩擦焊接接頭力學性能119
4.2.3 接頭力學性能各層異性123
4.3 接頭顯微硬度127
4.3.1 典型鋁合金攪拌摩擦焊接接頭顯微硬度127
4.3.2 焊接工藝參數對接頭顯微硬度的影響133
4.3.3 接頭顯微硬度的各層異性134
4.4 接頭斷口分析137
4.5 小結144
第5章 攪拌摩擦焊接缺陷定義及分類145
5.1 表面缺陷145
5.1.1 飛邊145
5.1.2 匙孔147
5.1.3 表面下凹147
5.1.4 毛刺148
5.1.5 起皮150
5.1.6 背部粘連151
5.1.7 表面犁溝152
5.1.8 背部間隙153
5.2 內部缺陷154
5.2.1 未焊透缺陷155
5.2.2 弱結合缺陷156
5.2.3 孔洞型缺陷158
5.2.4 結合面氧化物殘留162
5.3 攪拌摩擦焊接接頭缺陷產生機理163
5.4 小結167
第6章 攪拌摩擦焊接接頭缺陷檢測技術168
6.1 剖切檢查169
6.2 X射線無損檢測169
6.2.1 X射線無損檢測原理169
6.2.2 X射線無損檢測特點171
6.2.3 X射線無損檢測實例172
6.3 超聲波反射法無損檢測173
6.3.1 常規超聲波檢測及實例173
6.3.2 變角度超聲波無損檢測及實例177
6.3.3 超聲波檢測特點181
6.4 相控陣超聲波無損檢測181
6.4.1 相控陣超聲波無損檢測與傳統超聲波檢測
技術的區別182
6.4.2 相控陣超聲波無損檢測技術的基本原理183
6.4.3 相控陣超聲波聲束掃描模式184
6.4.4 相控陣超聲波無損檢測技術特點186
6.4.5 相控陣超聲波無損檢測設備187
6.4.6 相控陣超聲波無損檢測技術應用實例188
6.5 小結191
第7章 攪拌摩擦焊接接頭缺陷修補技術192
7.1 攪拌摩擦補焊192
7.2 摩擦塞補焊194
7.2.1 摩擦塞補焊原理194
7.2.2 摩擦塞補焊分類196
7.2.3 摩擦塞補焊工藝197
7.2.4 摩擦塞補焊接頭組織206
7.2.5 摩擦塞補焊在攪拌摩擦焊接接頭缺陷修補
中的應用209
7.2.6 摩擦塞補焊缺陷與防止措施211
7.3 小結214
第8章 攪拌摩擦焊接溫度場215
8.1 攪拌摩擦焊接溫度場檢測216
8.1.1 焊接材料種類對溫度場的影響216
8.1.2 焊接材料厚度對溫度場的影響219
8.1.3 工藝參數對溫度場的影響222
8.2 攪拌摩擦焊接過程溫度場數值模擬222
8.2.1 不考慮攪拌針產熱的熱源模型223
8.2.2 考慮攪拌針產熱的熱源模型226
8.3 小結240
第9章 攪拌摩擦焊縫金屬流動試驗及數值模擬241
9.1 焊縫金屬流動試驗241
9.1.1 異種材料焊接241
9.1.2 急停技術244
9.1.3 嵌入標記材料245
9.1.4 典型鋁合金攪拌摩擦焊縫金屬流動實例250
9.2 攪拌摩擦焊縫金屬流動數值模擬258
9.2.1 數值模擬簡介258
9.2.2 典型鋁合金攪拌摩擦焊縫金屬流動數值模擬262
9.3 小結266
第10章 攪拌摩擦焊接技術的發展267
10.1 高熔點金屬的攪拌摩擦焊接技術267
10.1.1 攪拌頭材料選擇268
10.1.2 攪拌頭結構設計272
10.1.3 焊接設備要求275
10.1.4 典型高熔點金屬攪拌摩擦焊接275
10.2 復合熱源攪拌摩擦焊接技術284
10.2.1 以激光為輔助熱源的復合攪拌摩擦焊接技術284
10.2.2 以等離子弧為輔助熱源的復合攪拌摩擦焊接技術286
10.3 攪拌摩擦點焊288
10.3.1 攪拌摩擦點焊的基本原理289
10.3.2 攪拌摩擦點焊特點292
10.3.3 攪拌摩擦點焊工藝294
10.3.4 攪拌摩擦點焊焊接設備306
10.3.5 攪拌摩擦點焊技術的應用310
10.4 小結312
參考文獻313
本教材對攪拌摩擦焊的設備、技術、工藝、檢測、缺陷修復等方面進行了系統的介紹。本教材共分九章,主要內容包括攪拌摩擦焊概述、攪拌摩擦焊設備、攪拌摩擦焊工藝、鋁合金攪拌摩擦焊焊接接頭組織與性能、攪拌摩擦焊缺陷定義及分類、攪拌摩擦焊檢測技術、攪拌摩擦焊接頭缺陷修復工藝技術、攪拌摩擦焊工藝評定及標準以及攪拌摩擦焊技術的發展,教材中還配有不少應用實例,來進一步介紹攪拌摩擦焊技術的適應性,給初學者以深入淺出的引導。
序
前言
第1章 攪拌摩擦焊概述1
1.1 攪拌摩擦焊的原理1
1.2 攪拌摩擦焊的特點2
1.3 攪拌摩擦焊焊接結構的接頭形式2
1.4 攪拌摩擦焊技術應用3
1.4.1 攪拌摩擦焊技術在航空航天制造業的應用4
1.4.2 攪拌摩擦焊技術在船舶制造業的應用6
1.4.3 攪拌摩擦焊技術在軌道交通制造業中的應用7
1.4.4 攪拌摩擦焊技術在其他制造業上的應用9
1.5 攪拌摩擦焊技術的基本術語10
本章知識點和技能點11
第2章 攪拌摩擦焊設備12
2.1 攪拌摩擦焊設備的分類12
2.1.1 按焊縫空間分布的分類12
2.1.2 按設備結構形式的分類14
2.2 典型攪拌摩擦焊設備17
2.2.1 ESABSuperStirTM攪拌摩擦焊設備17
2.2.2 FW22攪拌摩擦焊設備17
2.2.3 VARIAX系列攪拌摩擦焊設備17
2.2.4 國產攪拌摩擦焊設備18
2.3 攪拌摩擦焊設備的結構18
2.3.1 攪拌摩擦焊設備的主機19
2.3.2 攪拌摩擦焊設備的焊接工裝22
2.4 攪拌頭的特點與功能25
2.5 攪拌頭的構成與作用25
2.6 攪拌頭材料的選擇26
2.6.1 攪拌頭材料的選擇依據26
2.6.2 常用攪拌頭材料的性能27
2.7 攪拌頭的設計30
2.7.1 攪拌頭的設計原則30
2.7.2 不斷發展的攪拌頭形狀32
2.8 工程常用的攪拌頭35
2.9 攪拌頭的開發改進思路36
2.10 攪拌摩擦焊設備基本操作與數控編程37
2.10.1 攪拌摩擦焊設備基本操作37
2.10.2 數控編程39
本章知識點和技能點41
第3章 攪拌摩擦焊焊接工藝42
3.1 攪拌摩擦焊焊接參數42
3.1.1 焊接速度42
3.1.2 攪拌頭轉速43
3.1.3 攪拌頭傾角43
3.1.4 軸肩壓力43
3.1.5 接頭表面狀態44
3.1.6 攪拌頭對中偏移量44
3.1.7 焊接裝配45
3.2 攪拌摩擦焊典型焊接參數46
本章知識點和技能點48
第4章 鋁合金攪拌摩擦焊焊接接頭組織與性能49
4.1 攪拌摩擦焊焊接接頭組織49
4.1.1 焊縫外觀形貌49
4.1.2 攪拌摩擦焊焊接接頭宏觀組織50
4.1.3 攪拌摩擦焊焊接接頭微觀組織50
4.2 鋁合金攪拌摩擦焊焊接接頭力學性能55
4.2.1 鋁合金攪拌摩擦焊焊接接頭性能優勢55
4.2.2 攪拌摩擦焊焊接接頭力學性能56
4.2.3 攪拌摩擦焊焊接接頭力學性能的各層異性現象58
4.3 接頭顯微硬度58
4.3.1 典型鋁合金攪拌摩擦焊焊接接頭顯微硬度58
4.3.2 焊接參數對接頭顯微硬度的影響59
4.3.3 攪拌摩擦焊焊接接頭顯微硬度的各層異性59
4.4 接頭斷口分析60
4.5 案例分析62
4.5.1 5083鋁合金攪拌摩擦焊接頭微觀組織62
4.5.2 斷口形貌62
本章知識點和技能點64
第5章 攪拌摩擦焊缺陷65
5.1 表面缺陷65
5.1.1 飛邊65
5.1.2 匙孔66
5.1.3 表面下凹66
5.1.4 毛刺67
5.1.5 起皮68
5.1.6 背部粘連68
5.1.7 表面犁溝69
5.2 內部缺陷70
5.2.1 未焊透70
5.2.2 弱結合71
5.2.3 孔洞型缺陷72
5.2.4 結合面氧化物殘留74
本章知識點和技能點75
第6章 攪拌摩擦焊檢測技術76
6.1 破壞性檢驗76
6.2 超聲波檢測76
6.2.1 超聲波檢測的原理及特點76
6.2.2 常規超聲波檢測77
6.3 相控陣超聲波檢測79
6.3.1 相控陣超聲波檢測的基本原理80
6.3.2 相控陣超聲波聲束掃描模式81
6.3.3 相控陣超聲波檢測特點81
6.3.4 相控陣超聲波檢測設備82
6.4 X射線檢測83
6.4.1 X射線檢測的原理83
6.4.2 X射線檢測的特點84
6.4.3 X射線檢測的應用85
6.5 滲透檢測86
6.5.1 滲透檢測的原理86
6.5.2 滲透檢測的分類87
6.5.3 滲透檢測的特點88
6.5.4 滲透檢測的應用88
本章知識點和技能點89
第7章 攪拌摩擦焊接頭缺陷修復工藝技術90
7.1 攪拌摩擦焊接頭中常見缺陷的修復方法90
7.2 匙孔處理工藝技術90
7.3 飛邊處理工藝91
7.4 補焊工藝91
7.5 摩擦塞焊工藝92
7.5.1 摩擦塞焊原理92
7.5.2 摩擦塞焊分類93
7.5.3 摩擦塞焊工藝93
7.6 孔洞型缺陷處理工藝99
本章知識點和技能點99
第8章 攪拌摩擦焊工藝評定及標準100
8.1 工藝評定100
8.1.1 工藝評定目的100
8.1.2 工藝評定流程100
8.2 工藝評定標準100
8.2.1 國際標準100
8.2.2 國家標準113
8.2.3 行業內標準113
8.2.4 其他標準122
8.2.5 攪拌摩擦焊常見術語124
本章知識點和技能點126
第9章 攪拌摩擦焊技術的發展127
9.1 雙軸肩攪拌摩擦焊128
9.1.1 固定式雙軸肩攪拌摩擦焊128
9.1.2 浮動式雙軸肩攪拌摩擦焊128
9.2 靜軸肩攪拌摩擦焊129
9.3 雙頭攪拌摩擦焊130
9.4 流動攪拌摩擦焊131
9.5 復合熱源攪拌摩擦焊132
9.6 超聲攪拌摩擦復合焊134
9.7 攪拌摩擦點焊136
9.8 機器人攪拌摩擦焊139
9.9 水下攪拌摩擦焊140
9.10 陣列射流沖擊熱沉攪拌摩擦焊141
9.11 高熔點材料的攪拌摩擦焊142
本章知識點和技能點143
參考文獻144 2100433B
攪拌摩擦焊相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 玻璃船
- 直焊性
- 玻璃鋼門窗
- 焊接工程師
- 硼硅玻璃
- 機械制造工藝材料技術手冊--上冊
- 倒裝芯片技術
- 玻璃屋頂
- 玻璃蒙砂
- 主打小戶型:90㎡以下精裝案例集
- 攪拌摩擦焊攪拌頭
- 上海恒存鋼管扣件租賃中心
- 玻璃纖維薄氈
- 聚晶金剛石刀具
- 3dsmax9&VRay效果圖渲染高級技法
- 玻璃包裝容器造型設計
- 旋噴攪拌噴射鉆具及土體支護施工工法專利申請書
- 中川鐵路飽和黃土地基水泥土攪拌樁靜載試驗??
- 意大利TEKSID公司合金灰鑄鐵汽缸體的焊補技術
- 改變攪拌樁水泥摻量處理有機質含量高軟基區域
- 公路深層軟基處理中水泥攪拌樁施工質量控制措施分析
- 關于白車身裝焊夾具設計及點焊機器人焊接仿真分析
- 江蘇省太倉市某項目水泥土攪拌樁(濕法)施工組織設計
- 利用價值工程理論采用航天噴焊技術
- 攪拌拖泵市場價格是多少
- 摩擦提升機鋼絲繩滑動模糊事故樹分析及其安全保護
- 廣州花崗巖地層連續剛構橋鉆孔灌注摩擦樁施工案例分析
- 混凝土攪拌車底盤簡介
- 建筑焊工(電焊、氣焊、切割)理論培訓和實操具體內容
- 建筑鋼結構工程施工現場埋弧橫焊技術與應用??
- 建筑工程CFG樁與深層攪拌樁復合地基分析應用
- 建筑工程施工技術資料電焊操作安全技術交底
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
拆邊機
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司