快速熱電偶
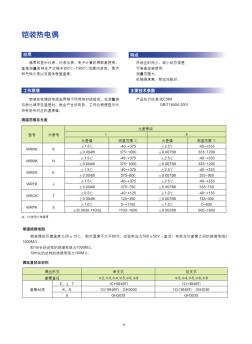
快速熱電偶是用于測量鋼水及高溫熔融金屬的溫度,是一次性消耗式熱電偶。

快速熱電偶基本信息
| 中文名 | 快速熱電偶 | 性????質 | 一次性消耗式熱電偶 |
|---|---|---|---|
| 結????構 | 測溫偶頭與大紙管構成 | 要????求 | 小心輕放,運輸過程中,不得受潮 |
名稱 | 型號 | 分度號 | 允差 | 適用溫度 | 測量時間 | |
最佳 | 上限 | |||||
鉑銠30-鉑銠6 | KB-602P | B | ±5 | 1500-1700 | 1750 | 4~6s |
鉑銠10-鉑 | KS-602P | S | ±5 | 1400-1600 | 1650 | 4~6s |
鉑銠13-鉑 | KR-602P | R | ±5 | 1400-1600 | 1650 | 4~6s |
鎢錸3-鎢錸25 | KW-602P | W | ±7 | 1500-1700 | 1800 | 4~6s |
快速熱電偶造價信息
產品在裝卸時要小心輕放,運輸過程中,不得受潮,產品應貯存在相對濕度不大于80%,空氣流通,不含有引起產品腐蝕的有害氣體,整箱擺放在干燥的倉庫中。
1、根據測量的對象和范圍,選擇適當保護紙管長度及適用的測溫槍。
2、把快速熱電偶裝在測溫槍上,并使二次儀表指針(或數顯器)回零,這時說明接觸良好,可以進行測量。
3、快速熱電偶插入鋼水深度以300-400mm為宜,測量時不要測到爐壁或渣子上,做到:快、穩、準,當二次儀表得到結果時,應立即提槍,快速熱電偶在鋼水中浸漬時間不得超過5秒,否則易燒毀測溫槍。
4、測溫槍從爐內提出后,取下使用過的熱電偶,并裝上新的,停頓幾分鐘,準備下次測量。不得連測連拆,否則造成溫差波動。
快速熱電偶常見問題

快速熱電偶結構
快速熱電偶的結構,它主要由測溫偶頭與大紙管構成。偶頭主要有正負偶絲焊接在補償導線上,補償導線穿嵌在支架上,支架外套有小紙管,偶絲以石英支撐和保護。最外裝有防渣帽,全部零組件集中裝入泥頭中并以耐火填充劑粘合成一整體,而不可拆卸,故為一次性使用。
1、消耗式快速熱電偶(測溫探頭),是為煉鋼、煉鐵工藝過程(包括電爐、轉爐、精煉爐、LF爐、吹氧站、鋼包、鐵水包、中間包等)中測量金屬液體溫度而設計的溫度傳感器。
2、快速熱電偶是通過測量熱電動勢來實現測溫的,其主要部分是偶頭,它由兩種不同金屬材料組成,將補償導線、U型石英管、塑料支架、高溫泥頭、保護帽和紙管組成一體。盡管是一種消耗式產品,但它的性能將直接影響被測產品的質量,因此對于快速熱電偶的生產環節,各種組成的質量、安裝、焊接、技驗、庫存保管等要求十分嚴格。
3、使用時只需通過測溫槍的連接,再由人工或機械方式插入一定深度的高溫熔體中,將得到的熱電動勢傳送到智能化顯示設備上,便可得到熔體的溫度值。
1、消耗式快速熱電偶(測溫探頭),是為煉鋼、煉鐵工藝過程(包括電爐、轉爐、精煉爐、LF爐、吹氧站、鋼包、鐵水包、中間包等)中測量金屬液體溫度而設計的溫度傳感器。
2、快速熱電偶是通過測量熱電動勢來實現測溫的,其主要部分是偶頭,它由兩種不同金屬材料組成,將補償導線、U型石英管、塑料支架、高溫泥頭、保護帽和紙管組成一體。盡管是一種消耗式產品,但它的性能將直接影響被測產品的質量,因此對于快速熱電偶的生產環節,各種組成的質量、安裝、焊接、技驗、庫存保管等要求十分嚴格。
3、使用時只需通過測溫槍的連接,再由人工或機械方式插入一定深度的高溫熔體中,將得到的熱電動勢傳送到智能化顯示設備上,便可得到熔體的溫度值。
| 名稱 |
型號 |
分度號 |
允差 |
適用溫度 |
測量時間 |
|
| 最佳 |
上限 |
|||||
| 鉑銠30-鉑銠6 |
KB-602P |
B |
±5 |
1500-1700 |
1750 |
4~6s |
| 鉑銠10-鉑 |
KS-602P |
S |
±5 |
1400-1600 |
1650 |
4~6s |
| 鉑銠13-鉑 |
KR-602P |
R |
±5 |
1400-1600 |
1650 |
4~6s |
| 鎢錸3-鎢錸25 |
KW-602P |
W |
±7 |
1500-1700 |
1800 |
4~6s |
快速熱電偶的工作原理是根據金屬的熱電效應,利用熱電偶兩端所產生的溫差電熱測量鋼水及高熔融金屬溫度。速熱電偶的結構,它主要由測溫偶頭與大紙管構成。偶頭主要有正負偶絲焊接在補償導線上,補償導線穿嵌在支架上,支架外套有小紙管,偶絲以石英支撐和保護。最外裝有防渣帽,全部零組件集中裝入泥頭中并以耐火填充劑粘合成一整體,而不可拆卸,故為一次性使用。
分度號:WRe3/25 上限溫度1820℃
S(鉑銠10-鉑) 上限溫度1760℃
R(鉑銠13-鉑) 上限溫度1760℃
B(鉑銠30-鉑銠6) 上限溫度1800℃
允差:普通級(P)±5℃ 精密級(J)±2℃
絲材精度:鈀點(1554℃)(P)±3℃ (J)±1.5℃
紙管長度:300~1800mm(可按需定制)
保護帽:鋼或鋁
測成率:≥98%
響應時間:≤5s
快速熱電偶文獻

冶金自動化研究設計院、中國計量協會冶金分會冶煉傳感器專業委員會。
鄧茂煥、楊溪林等。
鑄造專用紅外測溫系統(非接觸式 )
鑄造行業鐵水與鋼水溫度的測量,常用的方法是目測和快速熱電偶插入法兩種。快速熱電偶插入法中,盡管其溫度值可由記錄儀記錄,但由于快速熱電偶只能在插入瞬間測量溫度,而不能長時間連續在線測溫,故只能在熔煉過程中抽幾點測量,無法掌握整個過程的溫度變化情況,而且每次測溫必須人工插入操作,一支電偶只能使用1次,熱電偶消耗較大,成本高(一年使用成本:按300天/年×13支/天×3元/支=11700元/年)并且使用較麻煩。
應用鑄造專用紅外測溫系統(非接觸式 )后,只要在距熔爐口10米以內的適當位置固定安裝,就可自動地連續在線測量熔爐內的溫度。通過數據通信線與控制顯示器連接,爐內溫度直接顯示在控制顯示器上。通過控制顯示器上的鍵盤用戶可自行設定工作要求溫度,并且可實行上下限溫度報警,不需人員監測溫度。不同的用戶可選接記錄儀,打印機和大屏幕顯示儀等外部設備,可以自動記錄打印出爐內溫度變化曲線和測溫時間,為生產管理和工藝改進提供可靠依據。
快速熱電偶相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 納塑鋼
- k型熱電偶溫度計
- 塑鋼網帶輸送機
- 表面熱電偶
- 塑鋼托盤
- N型熱電偶
- 鉑銠熱電偶
- 二等標準鉑銠10-鉑熱電偶
- 毫秒級熱電偶
- 銅康銅熱電偶
- 電機用埋置式熱電阻第3部分
- 衛洗座
- 熱電偶校驗裝置
- 熱電偶補償電纜
- 六角管
- E型熱電偶
- 早期抑制快速響應(ESFR)噴淋系統安裝技術
- 廣東某建筑施工企業在快速成長期薪酬設計策略
- 關于對城市軌道交通優化實施快速、有效安檢基礎方案
- 工藝工法公路隧道緊急停車帶二次襯砌快速施工工法
- 基于MapInfo洞室施工地質快速編錄系統研制
- 國務院辦公廳關于加強城市快速軌道交通建設管理通知
- 基于Pro/Program電源機箱參數化快速設計
- 快速設計分期施工快速投運泰國萊容聯合循環電廠
- 某城市快速內環東線招標文件建設轉讓BT項目
- 基于網絡計劃技術客運專線移動模架制梁快速施工技術
- 基于交叉折剖面高精度三維地質模型快速構建方法
- 物業管理師快速物業管理綜合能力自測練習題
- 快速道路公交和城市軌道交通關鍵參數比較及相關問題探討
- 快速路地下通道深基坑PCMW工法樁支護與結構施工方案
- 快速成型模板調制雙相摻鍶磷酸鈣陶瓷骨支架的結構與性能
- 寧波市機場快速干道永達路連接線工程環境影響報告書
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司