螺紋規(guī)使用說明
1、通規(guī)
使用前:應(yīng)經(jīng)相關(guān)檢驗(yàn)計(jì)量機(jī)構(gòu)檢驗(yàn)計(jì)量合格后,方可投入生產(chǎn)現(xiàn)場(chǎng)使用。
使用時(shí):應(yīng)注意被測(cè)螺紋公差等級(jí)及偏差代號(hào)與環(huán)規(guī)標(biāo)識(shí)的公差等級(jí)、偏差代號(hào)相同(如M24*1.5-6h與M24*1.5-5g兩種環(huán)規(guī)外形相同,其螺紋公差帶不相同,錯(cuò)用后將產(chǎn)生批量不合格品)。
2、止規(guī)
使用時(shí):應(yīng)注意被測(cè)螺紋公差等級(jí)及偏差代號(hào)與環(huán)規(guī)標(biāo)識(shí)公差等級(jí)、偏差代號(hào)相同
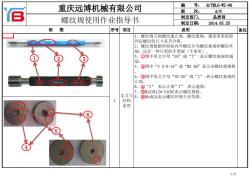
檢驗(yàn)測(cè)量過程:首先要清理干凈被測(cè)螺紋油污及雜質(zhì),然后在環(huán)規(guī)與被測(cè)螺紋對(duì)正后,用大母指與食指轉(zhuǎn)動(dòng)環(huán)規(guī),旋入螺紋長(zhǎng)度在2個(gè)螺距之內(nèi)為合格,否則判為不合格品。
3、維護(hù)與保養(yǎng)
量具(環(huán)規(guī))使用完畢后,應(yīng)及時(shí)清理干凈測(cè)量部位附著物,存放在規(guī)定的量具盒內(nèi)。
生產(chǎn)現(xiàn)場(chǎng)在用量具應(yīng)擺放在工藝定置位置,輕拿輕放,以防止磕碰而損壞測(cè)量表面。
嚴(yán)禁將量具作為切削工具強(qiáng)制旋入螺紋,避免造成早期磨損。
可調(diào)節(jié)螺紋環(huán)規(guī)嚴(yán)禁非計(jì)量工作人員隨意調(diào)整,確保量具的準(zhǔn)確性。
環(huán)規(guī)長(zhǎng)時(shí)間不用,應(yīng)交計(jì)量管理部門妥善保管。
4、注意事項(xiàng)
在用量具應(yīng)在每個(gè)工作日用校對(duì)塞規(guī)計(jì)量一次。
經(jīng)校對(duì)塞規(guī)計(jì)量超差或者達(dá)到計(jì)量器具周檢期的環(huán)規(guī),由計(jì)量管理人員收回作相應(yīng)的處理措施。
可調(diào)節(jié)螺紋環(huán)規(guī)經(jīng)調(diào)整后,測(cè)量部位會(huì)產(chǎn)生失圓,此現(xiàn)象由計(jì)量修復(fù)人員經(jīng)螺紋磨削加工后再次計(jì)量鑒定,各尺寸合格后方可投入使用。
報(bào)廢環(huán)規(guī)應(yīng)及時(shí)處理,不得流入生產(chǎn)現(xiàn)場(chǎng)。
螺紋規(guī)造價(jià)信息
單一中徑 的誤差公式為:
△d單
式中:P——基本螺距;M——測(cè)量得到的外跨距尺寸;d——單一中徑近似值;
d0——量針直徑;α——對(duì)稱螺紋牙型角
有公式(1)可知,第一項(xiàng)長(zhǎng)度測(cè)量誤差取決于檢測(cè)儀器精度,第二項(xiàng)是三針直徑誤差(此處指三針的實(shí)際直徑與標(biāo)定值的偏差)引起的中徑誤差,第三項(xiàng)是螺距誤差引起的中徑誤差,第四項(xiàng)為牙型角偏差引起的中徑誤差。此外,還有測(cè)量力、螺紋升角、溫度以及其他不確定因素引起的誤差。在處理計(jì)算結(jié)果時(shí),要根據(jù)精度要求和影響因素的主次性,適當(dāng)?shù)倪M(jìn)行修正。
螺紋規(guī)根據(jù)所檢驗(yàn)內(nèi)外螺紋分為螺紋塞規(guī)和螺紋環(huán)規(guī),還有一種片狀的牙型規(guī)。
螺紋規(guī)螺紋塞規(guī)
螺紋塞規(guī)是測(cè)量?jī)?nèi)螺紋尺寸的正確性的工具,可分為普通粗牙、細(xì)牙和管子螺紋三種。
螺紋規(guī)螺紋環(huán)規(guī)
螺紋環(huán)規(guī)用于測(cè)量外螺紋尺寸的正確性,通端為一件,止端為一件。
螺紋規(guī)牙型規(guī)
螺紋塞規(guī)及環(huán)規(guī)一般在制造時(shí)使用,便于控制質(zhì)量。牙型規(guī)一般在生產(chǎn)中使用,一組牙規(guī)包括了常用的牙形0.5/0.6/0.7/0.75/0.8/0.9/1.0/1.25/1.5/1.75/27,牙規(guī)與牙型吻合就可確認(rèn)未知螺紋的牙距。
螺紋規(guī)使用說明常見問題
-
螺紋環(huán)規(guī)使用說明書1、通規(guī)使用前:應(yīng)經(jīng)相關(guān)檢驗(yàn)計(jì)量機(jī)構(gòu)檢驗(yàn)計(jì)量合格后,方可投入生產(chǎn)現(xiàn)場(chǎng)使用。使用時(shí):應(yīng)注意被測(cè)螺紋公差等級(jí)及偏差代號(hào)與環(huán)規(guī)標(biāo)識(shí)的公差等級(jí)、偏差代號(hào)相同(如M24*1.5-6h與M24*...
-
1,一般螺紋在沒有具體的精度要求時(shí),可以不作檢測(cè),如果非要檢測(cè),可以采用普通精度等級(jí)H2檢測(cè)。2,螺紋量規(guī)一般都是對(duì)應(yīng)絲錐的精度等級(jí),分H1,H2,H3,H4四種,精度依次降低,其中H1,H2,H3適...
-
可以內(nèi)部校檢所需儀器:三針,千分尺,投影儀具體方法參照J(rèn)JG888-1995《圓柱螺紋量規(guī)檢定規(guī)程》
螺紋規(guī)又稱螺紋通止規(guī)、螺紋量規(guī),通常用來檢驗(yàn)判定螺紋的尺寸是否正確。螺紋尺寸由螺紋直徑與螺距組成。通常在選用螺紋規(guī)時(shí)要知道檢驗(yàn)的螺紋規(guī)格。
螺紋規(guī)使用說明文獻(xiàn)

 螺紋規(guī)使用方法
螺紋規(guī)使用方法
格式:pdf
大小:501KB
頁數(shù): 2頁
評(píng)分: 4.5
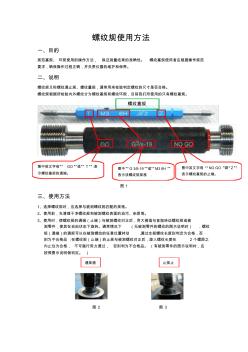
螺紋規(guī)使用方法 一、目的 規(guī)范塞規(guī)、 環(huán)規(guī)使用的操作方法, 保證測(cè)量結(jié)果的準(zhǔn)確性。 螺紋塞規(guī)使用者應(yīng)根據(jù)操作規(guī)范 要求,確保操作過程正確,并負(fù)責(zé)儀器的維護(hù)和保養(yǎng)。 二、說明 螺紋規(guī)又稱螺紋通止規(guī)、螺紋量規(guī),通常用來檢驗(yàn)判定螺紋的尺寸是否合格。 螺紋規(guī)根據(jù)所檢驗(yàn)內(nèi)外螺紋分為螺紋塞規(guī)和螺紋環(huán)規(guī),目前我們所使用的只有螺紋塞規(guī)。 圖 1 三、使用方法 1、選擇螺紋規(guī)時(shí),應(yīng)選擇與被測(cè)螺紋相匹配的規(guī)格。 2、使用前,先清理干凈螺紋規(guī)和被測(cè)螺紋表面的油污、雜質(zhì)等。 3、使用時(shí),使螺紋規(guī)的通端(止端)與被測(cè)螺紋對(duì)正后,用大拇指與食指轉(zhuǎn)動(dòng)螺紋規(guī)或被 測(cè)零件,使其在自由狀態(tài)下旋轉(zhuǎn)。通常情況下 (無被測(cè)零件的螺紋的圖示說明時(shí)) ,螺紋 規(guī)(通端)的通規(guī)可以在被測(cè)螺紋的任意位置轉(zhuǎn)動(dòng) ,通過全部螺紋長(zhǎng)度則判定為合格,否 則為不合格品 ;在螺紋規(guī)(止端)的止規(guī)與被測(cè)螺紋對(duì)正后,旋入螺紋長(zhǎng)度在 2 個(gè)螺距之 內(nèi)止住為
美制螺紋規(guī)用來測(cè)量統(tǒng)一螺紋或稱美制螺紋
螺紋樣板規(guī) 螺紋塞規(guī) 螺紋環(huán)規(guī)
美制螺紋標(biāo)注:
例如5/16-18UNC-3AR.H5/16:螺紋公稱尺寸,單位為英寸18:螺距,1/18英寸
UNC:美制統(tǒng)一粗牙螺紋3A:公差等級(jí),3級(jí)外螺紋(B為內(nèi)螺紋)
R.H:右旋,L.H:左旋
UNF:美制統(tǒng)一細(xì)牙螺紋
UNS:美制特殊牙型螺紋
NPT:錐形管螺紋。
PT,Pipe Thread 的縮寫,是55度密封圓錐管螺紋,多用于歐洲及英聯(lián)邦國家。
- 中文名
- PT
- 錐度
- 1:16
- 國標(biāo)查閱
- GB/T7306-2000
- 國內(nèi)叫法
- ZG
PT(BSPT)是Pipe Thread 的縮寫,是55度密封圓錐管螺紋,屬于惠氏螺紋家族,多用于歐洲及英聯(lián)邦國家,常用于水及煤氣管行業(yè),錐度1:16,國標(biāo)查閱GB/T7306-2000。國內(nèi)叫法為ZG.。
PT 是日本和韓國的英制密封管螺紋,日本的標(biāo)準(zhǔn)號(hào)為JIS B 0203,韓國的標(biāo)準(zhǔn)號(hào)為KS B 0222。對(duì)應(yīng)中國標(biāo)準(zhǔn)為GB/T 7306.2。
在中國的國家標(biāo)準(zhǔn) 中,55°密封管螺紋代號(hào)含義如下:
Rp:圓柱內(nèi)螺紋
Rc:圓錐內(nèi)螺紋
R1:與圓柱內(nèi)螺紋相配合的圓錐外螺紋
R2:與圓錐內(nèi)螺紋相配合的圓錐外螺紋2100433B
螺紋規(guī)相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識(shí)
- 相關(guān)專欄
- 智能磨音頻譜分析儀(DF-6811A)使用說明書
- 中國建設(shè)銀行憑證機(jī)打軟件V2.0(內(nèi)部使用說明)
- 以太網(wǎng)POE交換機(jī)供電網(wǎng)口溫濕度傳感器使用說明書
- 止回閥使用說明書
- 各級(jí)安全生產(chǎn)責(zé)任制安全生產(chǎn)規(guī)章制度目錄及文件操作規(guī)
- 格蘭富家用增壓水泵UPA90AUTO安裝使用說明書
- 工作文檔對(duì)數(shù)螺旋線型雙曲拱壩幾何計(jì)算程序使用說明書
- 廣西2020年07月(5-7月)螺紋鋼信息價(jià)數(shù)據(jù)包
- 廣西建筑施工企業(yè)安全生產(chǎn)條件動(dòng)態(tài)管理系統(tǒng)使用說明書
- 國家公派留學(xué)管理信息平臺(tái)使用說明(駐外教育處、組)
- 江西2020年07月(57月)螺紋鋼信息價(jià)數(shù)據(jù)包
- 捷順道閘使用說明書
- 建筑裝飾工程施工合同(甲種本)示范文本使用說明范本
- 建筑市場(chǎng)監(jiān)管與誠信一體化工作平臺(tái)使用說明
- 輸變電工程施工作業(yè)票典型模板使用說明
- DS-ZFZD-E1W-M型消防應(yīng)急照明燈具使用說明書
最新詞條
安徽省政采項(xiàng)目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時(shí)籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無線POS機(jī)
廣東合正采購招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計(jì)量泵
廣州采陽招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計(jì)量單位
福建省中億通招標(biāo)咨詢有限公司
泛海三江
威海鼠尾草
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
廣東國咨招標(biāo)有限公司
甘肅中泰博瑞工程項(xiàng)目管理咨詢有限公司
拆邊機(jī)
山東創(chuàng)盈項(xiàng)目管理有限公司
當(dāng)代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護(hù)保障有限公司通號(hào)分公司
舌花雛菊
甘肅中維國際招標(biāo)有限公司
華潤(rùn)燃?xì)猓ㄉ虾#┯邢薰?
湖北鑫宇陽光工程咨詢有限公司
GB8163標(biāo)準(zhǔn)無縫鋼管
中國石油煉化工程建設(shè)項(xiàng)目部
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
電梯平層準(zhǔn)確度
建設(shè)部關(guān)于開展城市規(guī)劃動(dòng)態(tài)監(jiān)測(cè)工作的通知
廣州利好來電氣有限公司
四川中澤盛世招標(biāo)代理有限公司