刨刀要磨得平直,把每一把刨刀都裝入卡槽,刀口外露稍長一點,要保持軸心可以旋轉(zhuǎn),螺絲轉(zhuǎn)到八分緊,用直尺平躺立于刨床后一塊面板上,貼緊面板,直尺一端放在刨口上,反向旋轉(zhuǎn)軸心,如果刀口高于面板,用木制的錘子敲打刀片,分中間和兩端三點調(diào)整,直到每一把刀口三點都剛好擦過直尺,這說明刀口與平板的高度一至,旋緊螺絲就行了。
刨刀造價信息
1、把蓋刃擰在刨刃上,刨刃快口要探出蓋刃約1MM,擰緊,
2、把刨刃放進刨槽內(nèi),蓋刃朝上,刨刃在下,貼著刨床,
3、插進刨楔,輕敲刨楔.
4、左手拿刨子,將刨子反過來,從刨子頭部看到刨底,此時刨刃應該探出刨底的平面約0.15_0.2MM,再看探出部分兩側(cè)是否均勻,就用榔頭輕敲刨刃的上端找正,刨刃探出來多了,敲敲刨子正面后尾,刨人就縮回刨床了,刨刃探出來少了,就輕敲刨刃上部,刨刃就探出來了,如此反復調(diào)整刨刃,直至刨刃探出尺寸理想了,反過刨身,輕敲刨楔,緊固,就可以使用了,使用時候發(fā)現(xiàn)刨不動,或者刨花太厚,就是刨刃探出多了,調(diào)整,刨花太薄,就是刨刃探出太少了,就敲刨后尾再敲刨刀后尾,多進點刀量,反復一樣的動作。
刨刀也是為大家所熟知的一種刀具,下面就來為大家介紹下關于常用刨刀刀具的種類及用途
途精刨刀:精細加工用刨刀,多為寬刀形式,以獲得較細的表面粗糙度
焊接刨刀:刀頭與刀桿由兩種材料焊接而成,刀頭面般為硬質(zhì)合金刀片
機械夾固式刨刀:刀頭與刀桿為不同材料,用壓板,螺栓把刀頭緊固在刀桿上
直桿:刀桿為直桿,在切削力的作用下,刀桿的彎曲彈性變形會導致“扎刀”,所以一段用于粗加工
彎頸刨刀:刀桿的刀頭部分向后彎曲,在切削力的作用下,彎曲彈性變形不“刀扎”,用于精加工和切斷、切槽等
平面刨刀:粗、精刨平面用
切刀:用于切槽、切斷、刨臺階
彎頭刨槽刀:用于加工T形槽、側(cè)面槽等
內(nèi)孔刨刀:加工內(nèi)孔表面與內(nèi)孔槽
成形刀:加工特殊形狀表面,刨刀刀刃形狀與工件表面一致,一次成形
彎頭刨刀:刀頭部分向左或向右彎曲,用于切槽及刨側(cè)面直槽
偏刀:用于加工互成角度的平面、斜、垂直面等
粗刨刀:粗加工表面用刨刀,多為強力刨刀,以提高切削效率
整體刨刀:刀頭與刀桿為同一材料制成,一般高速鋼刀多是此種形式
刨刀安裝方法常見問題
-
刨刀在主軸安裝角度在30度左右,刨刀刀口角度在20到45度,看刨刀材料和轉(zhuǎn)速來增減,用經(jīng)過刃口強化處理的,其使用壽命可提高70%。的耐磨損性能越好。 手用的刨子用木頭楔子卡住刀片,刀片朝前,露的越多刨...
-
在主軸安裝角度在30度左右,刨刀刀口角度在20到45度,看刨刀材料和轉(zhuǎn)速來增減詳情
-
用的刨子用木頭楔子卡住刀片,刀片朝前,露的越多刨的越厲害,一般稍微出一點就行了,還有手電刨子,平臺電刨子,都有螺絲卡著,注意電機的轉(zhuǎn)向和刀片的方向

刨刀淬火


淬火工藝在現(xiàn)代機械制造工業(yè)得到廣泛的應用。機械中重要零件,尤其在汽車、飛機、火箭中應用的鋼件幾乎都經(jīng)過淬火處理。
淬火的目的是使過冷奧氏體進行馬氏體或貝氏體轉(zhuǎn)變,得到馬氏體或貝氏體組織,然后配合以不同溫度的回火,以大幅提高鋼的強度、硬度、耐磨性、疲勞強度以及韌性等,從而滿足各種機械零件和工具的不同使用要求。也可以通過淬火滿足某些特種鋼材的的鐵磁性、耐蝕性等特殊的物理、化學性能。
大力鉗經(jīng)過淬火之后,它的強度、耐磨性、疲勞強度及韌性都得到了增強,從而挺高了大力鉗的使用壽命。
常用的大力鉗淬火設備有以下幾種
50kw超音頻淬火設備技術參數(shù):
| 型號 | WH-VI-50 | 輸入功率 | 50KW |
| 輸入電壓 | 342V-430V | 最大輸入電流 | 75A |
| 冷卻水流量(主機) | 20L/min(0.1mpa) | 冷卻水流量(變壓器) | 18L/min(0.1mpa) |
| 振蕩頻率 | 15-35KHZ | 冷卻水壓 | 0.1-0.3Mpa |
| 主機體積 | 590×450×780mm3 | 變壓器體積 | 420×355×450mm3 |
| 主機重量 | 55±5%kg | 變壓器重量 | 35±5%kg |
80kw高頻淬火設備技術參數(shù):
| 型號 | WH-VI-80 | 輸入功率 | 80KW |
| 輸入電壓 | 342V-430V | 最大輸入電流 | 130A母線 |
| 冷卻水流量(主機) | 28L/min(0.3mpa) | 冷卻水流量(變壓器) | 20L/min(0.3mpa) |
| 振蕩頻率 | 15-35KHZ | 冷卻水壓 | 0.1-0.3Mpa |
| 主機體積 | 650×520×1100mm3 | 變壓器體積 | 500×800×580mm3 |
| 主機重量 | 80±5%kg | 變壓器重量 | 77±5%kg |
| 水溫保護點 | 50℃ | 效率 | 100% |
400kw中頻淬火設備的技術參數(shù):
| 型號 | GS-ZP-400 | 輸入功率 | 400KW |
| 最大輸入電流 | 600A | 工作電壓 | 342-430V |
| 振蕩頻率 | 2-4KHz | 進水口水壓 | 0.2-0.5Mpa |
| 主機體積 | 810*530*1780 | 分機體積 | 500*800*580 |
| 水溫保護點 | 50℃ | 機身顏色 | 灰色+白色 |
數(shù)控淬火機床技術參數(shù):
| 最大淬火長度 (mm) | 4000 ? | 最大回轉(zhuǎn)直徑 ( mm) | ≤φ500 |
| 工件移動速度 ( mm/s) | 2-60 | 旋轉(zhuǎn)速度 (r/min) | 25-125 |
| 頂尖移動速度 ( mm/min) | 480 | 工件重量 ( kg) | ≤1500 |
| 輸入電壓 ( V ) | 三相380 | 電機總功率 ( kw) | 3 |
淬火已成為現(xiàn)代工業(yè)中一種不可缺少,而且日益重要的加工工藝方法。因此感應淬火設備的發(fā)展也是日益壯大。選用好的淬火設備,能使工作事半功倍。
刨刀安裝方法文獻

 軟膜天花安裝方法,柔性天花安裝方法,拉膜天花安裝方法
軟膜天花安裝方法,柔性天花安裝方法,拉膜天花安裝方法
格式:pdf
大小:1.2MB
頁數(shù): 3頁
評分: 4.5
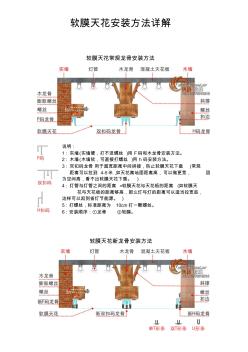
軟膜天花安裝方法詳解 軟膜天花常規(guī)龍骨安裝方法 說明: 1:實墻 (實墻硬,打不進螺絲 )用 F碼和木龍骨安裝方法。 2:木墻 (木墻軟,可直接打螺絲 )用 h碼安裝方法。 3:雙扣碼龍骨 用于超寬距離中間拼接,防止軟膜天花下垂 (常規(guī) 距離可以拉到 4-5米,如天花離地面距離高,可以做更寬, 因 為空間高,看不出軟膜天花下垂。 ) 4:燈管與燈管之間的距離 =軟膜天花與天花板的距離 (如軟膜天 花與天花板的距離夠高,那么燈與燈的距離可以適當拉寬些, 這樣可以起到省燈節(jié)能源。 ) 5:打螺絲,標準距離為 10cm打一顆螺絲。 6:安裝順序:①龍骨 ②軟膜。 軟膜天花新龍骨安裝方法 說明: 1:實墻 (實墻硬,打不進螺絲 )用 F碼和木龍骨安裝方法。 2:木墻 (木墻軟,可直接打螺絲 )用 h碼安裝方法。 3:雙扣碼龍骨 用于超寬距離中間拼接,防止軟膜天花下垂 (常規(guī) 距離可以拉到 4-
 支架安裝方法
支架安裝方法
格式:pdf
大小:1.2MB
頁數(shù): 1頁
評分: 4.8
7. 作業(yè)順序 7.1. 總體工藝流程: 施 工 準 備 → 技 術 交 底 → 支 架 安 裝 → 支 架 驗 收 → 組 件 匯 線 → 組 件 安 裝 → 成 品 保 護 → 驗 收 7.2. 作業(yè)方法 7.2.1 支架、組件安裝 地樁澆筑完成且通過監(jiān)理、 業(yè)主驗收合格后, 在鋼樁上使用 M16×40外六角螺栓 頂緊立柱,再安裝橡皮橡膠擋圈,根據(jù)現(xiàn)場實際情況,所有后立柱按需切割,且 伸入鋼樁留有 300mm以上的長度,后立柱現(xiàn)場安裝、切割、調(diào)整及打孔(打孔及大小同 前后立柱),方可進行補漆,除銹后刷 T-90Ⅰ富鋅涂料兩道, T-90Ⅱ富鋅涂料罩 面漆一道,完畢后進行質(zhì)量檢查,并經(jīng)監(jiān)理、業(yè)主驗收合格填寫質(zhì)量證明后,交 付于安裝隊伍使用。 斜梁和前后立柱連接:使用兩顆 M10×30的外六角螺栓組合將鉸鏈固定在斜梁上,再通過 M12×100外六角螺栓組合連接固定在立柱上。 橫梁安
施兆良、李卓俊等。
上海電動工具研究所。
備案信息
備案號:2344-1992。2100433B
刨刀相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 手柄蝶閥
- 弓形卸扣
- 螺紋式管接頭
- 可調(diào)位手柄
- 鋼板網(wǎng)壓平機
- 卸扣
- 管工識圖速成與技法
- 球頭手柄
- PIG清洗技術
- 蝴蝶卸扣
- 高氯化聚乙烯底漆
- 硅鋼片自動數(shù)控橫剪線
- 酚醛復合風管
- 豎拍手柄
- 轉(zhuǎn)環(huán)卸扣
- ZSFU型預作用報警閥
- 有軟弱下臥層時確定天然地基上基礎底面積的簡便方法
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 以水利項目為例分析社會穩(wěn)定風險評估方法與要點
- 醫(yī)院手術部新風機組盤管冬季凍裂問題分析及防止方法
- 再談VRV空調(diào)系統(tǒng)設計與施工中有關問題的解決方法
- 有關CAD技術在水利工程設計中的實際應用方法
- 柴油機高壓噴油管用鋼、高壓噴油管及其制造方法
- 用于制冷系統(tǒng)穩(wěn)定運行時制冷劑分布測試的新方法
- 智能建筑電氣安裝中的質(zhì)量控制
- 基于風險接受準則的建筑工程風險評價和決策方法
- 有限元解Biot固結(jié)方程時初始參數(shù)選取方法
- 智能建筑工程監(jiān)理過程中的幾個問題及處理方法
- 引進10000m^3/h空分設備的流程及安裝特點
- 中國制冷空調(diào)設備維修安裝企業(yè)資質(zhì)等級認證評審公示
- 中厚板生產(chǎn)線升級改造設備中心線基準的測量方法
- 醫(yī)院工程電氣、弱電、消防火災報警安裝工程監(jiān)理細則
最新詞條
安徽省政采項目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結(jié)金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數(shù)據(jù)處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創(chuàng)盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優(yōu)采招標代理有限公司
莎草目
建設部關于開展城市規(guī)劃動態(tài)監(jiān)測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創(chuàng)招投標代理有限公司