三輥卷板機第3部分:精度
《三輥卷板機第3部分:精度》是2014年7月14日發布的一項行業標準。
三輥卷板機第3部分:精度基本信息
| 中文名 | 三輥卷板機第3部分:精度 | 標準號 | JB/T 3185.3-2014 |
|---|---|---|---|
| 技術歸口 | 全國鍛壓機械標準化技術委員會 | 發布日期 | 2014-07-14 |
| 批準發布部門 | 工業和信息化部 | 實施日期 | 2014-11-01 |
楊樹田、辛杰等。 2100433B
三輥卷板機第3部分:精度造價信息
泰安華魯鍛壓機床有限公司、長治鋼鐵(集團)鍛壓機械制造有限公司。
三輥卷板機第3部分:精度常見問題
-
三輥卷板機:兩下輥為主動固定輥,上輥通過升降絲桿、渦輪、蝸桿在兩下輥對稱中央作上下移動, 兩下輥的左、右旋轉和上輥的升降移動均靠電機帶動減速器來完成,并能借助手動離合器把上輥調節成平行或傾斜位置,
-
一般卷板機都能卷錐度不大(30度)的錐筒,卷制錐筒的要點是大、小端的線速度基本相同,由于上輥的線速度是相同的,所以要控制大端的線速度。如果有卷錐筒裝置就很容易了
-
三輥卷板機:兩下輥為主動固定輥,上輥通過升降絲桿、渦輪、蝸桿在兩下輥對稱中央作上下移動, 兩下輥的左、右旋轉和上輥的升降移動均靠電機帶動減速器來完成,并能借助手動離合器把上輥調節成平行或傾斜位置,
三輥卷板機第3部分:精度文獻

 三輥卷板機的畢業設計
三輥卷板機的畢業設計
格式:pdf
大小:802KB
頁數: 50頁
評分: 4.8
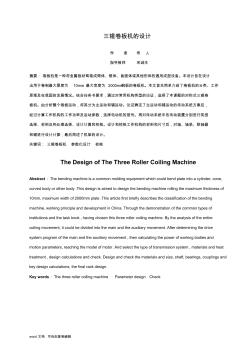
word 文檔 可自由復制編輯 三輥卷板機的設計 作 者 偉 人 指導教師 宋誠生 摘要: 卷板機是一種將金屬板材彎卷成筒體、錐體、曲面體或其他形體的通用成型設備。本設計旨在設計 出用于卷制最大厚度為 10mm、最大寬度為 2000mm鋼板的卷板機。本文首先簡單介紹了卷板機的分類、工作 原理及在我國的發展情況。結合任務書要求,通過對常用機構類型的論證,選擇了本課題的對稱式三輥卷 板機。由分析整個卷板運動,將其分為主運動和輔運動。論證確定了主運動和輔運動的傳動系統方案后, 經過計算工作機構的工作功率及運動參數,選擇電動機的型號。再對傳動系統中各傳動裝置分別進行類型 選擇、材料及熱處理選擇、設計計算和校核。設計和校核工作機構的材料和尺寸后,對軸、軸承、聯軸器 和鍵進行設計計算,最后簡述了機架的設計。 關鍵詞: 三輥卷板機 參數化設計 校核 The Design of The Three Rol
 三輥卷板機安全操作規程
三輥卷板機安全操作規程
格式:pdf
大小:802KB
頁數: 2頁
評分: 4.8
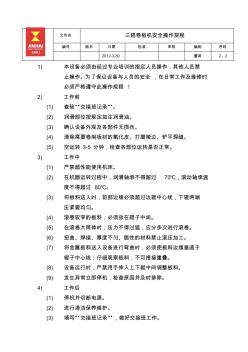
文件名 三輥卷板機安全操作規程 編號 版本 日期 批準 審核 編制 序碼 2012-3-30 董濤 2-2 1) 本設備必須由經過專業培訓的指定人員操作,其他人員禁 止操作。為了保證設備與人員的安全 ,在日常工作及維修時 必須嚴格遵守此操作規程 ! 2) 工作前 (1) 查驗“交接班記錄”。 (2) 潤滑部位按規定加注潤滑油。 (3) 確認設備外觀及各部件無損傷。 (4) 清除需要卷制板材的氧化皮、打磨棱邊、鏟平焊縫。 (5) 空運轉 3-5 分鐘,檢查各部位運轉是否正常。 3) 工作中 (1) 嚴禁超性能使用機床。 (2) 在機器運轉過程中,潤滑軸承不得超過 70℃,滾動軸承溫 度不得超過 80℃。 (3) 將板料送入時,前部邊緣必須超過邊輥中心線,下輥兩端 壓緊要均勻。 (4) 滾卷較窄的板料,必須放在輥子中間
房產分丘圖不但要求圖上地物點的平面位置精度,還要求圖上實測界址點、房角點的坐標精度,圖上地物點的精度是相對于鄰近控制點而言的,不超過分幅圖圖上±
0.5mm,圖上界址點、房角點的坐標精度,在《房產測量規范》中,規定了房產界址點相對于鄰近控制點的點位誤差和間距超過50m的相鄰界址點的間距誤差不超過表5—1的規定;間距未超過50m的界址點間的間距誤差限差不應超過下式的計算結果:
| 界址點等級 |
限差(m) |
中誤差(m) |
| 一 |
±0.04 |
±0.02 |
| 二 |
±0.10 |
±0.05 |
| 三 |
±0.20 |
±0.10 |
△d=±(mj 0.02mjd)
式中:m——相應等級界址點的點位中誤差,m;
d——相鄰界址點的距離,m;
△——d界址點坐標計算邊長與實量邊長較差的限差,m
房角點的坐標精度等級和限差與界址點相同。以上適用于房產測繪對界址點、房角點的精度要求,房產測繪與地籍測繪分開的部門,其地籍界址點的精度要求應執行《地籍測量規范》。

彎板精度劃分

鑄鐵彎板精度可分為:1級、2級、3級。
規格 | 測量面對基面垂直度 | 測量面平面度或直線度 | 基面平面度或直線度 | ||||||
精度等級 | |||||||||
1級 | 2級 | 3級 | 1級 | 2級 | 3級 | 1級 | 2級 | 3級 | |
200×200 | 8 | 16 | 30 | 4 | 8 | 16 | 6 | 12 | 24 |
300×200 | 10 | 20 | 40 | 5 | 10 | 20 | 8 | 16 | 30 |
300×300 | 10 | 20 | 40 | 5 | 10 | 20 | 8 | 16 | 30 |
400×300 | 12 | 24 | 45 | 6 | 12 | 24 | 10 | 20 | 40 |
400×400 | 12 | 24 | 45 | 6 | 12 | 24 | 10 | 20 | 40 |
500×400 | 28 | 50 | 14 | 28 | 24 | 48 | |||
500×500 | 28 | 50 | 14 | 28 | 24 | 48 | |||
800×600 | 35 | 60 | 18 | 35 | 28 | 55 |
檢測平臺的平面度可分為:
①AA級:其平面度(μm)= 1 1.6D2 (D為平臺對角線長或直徑),用于高度精密 之測定之用, 常用于實驗室。
② A級:其平面度為AA級之兩倍誤差,常用于工具檢驗室作精密量具之檢驗之用。
③ B級:其平面度為AA級之四倍誤差,常用于工具檢驗室或在現場檢驗量具或劃線之用
檢驗平板精度:按國家標準計量檢定規程執行,分別為0,1,2,3級四個級別。
檢測平臺規格:200mm×200mm-3000mm×6000mm
檢測平臺的詳細技術參數:
| 格(長×寬) |
檢驗平板/檢驗平臺精度等級 |
|||
| 0級 |
1級 |
2級 |
3級 |
|
| 平面度公差 |
||||
| 200×200 |
5 |
10 |
20.5 |
|
| 200×300 |
5.5 |
11 |
22 |
|
| 300×300 |
5.5 |
11 |
22 |
|
| 300×400 |
6 |
12 |
24 |
|
| 400×400 |
6.5 |
12.5 |
25 |
|
| 400×500 |
6.5 |
13 |
26 |
66 |
| 400×600 |
7 |
14 |
27.5 |
70 |
| 500×500 |
6.8 |
14 |
28 |
68 |
| 500×600 |
7 |
14.2 |
28.5 |
71 |
| 500×800 |
8 |
15.5 |
31 |
78 |
| 600×800 |
8 |
16 |
32 |
80 |
| 600×900 |
8.3 |
16.5 |
33 |
83 |
| 1000×750 |
9 |
18 |
36 |
90 |
| 1000×1000 |
20 |
40 |
97 |
|
| 1000×1200 |
20.5 |
41 |
103 |
|
| 1000×1500 |
22 |
45 |
112 |
|
| 1000×2000 |
26 |
52 |
130 |
|
| 1500×2000 |
28 |
56 |
140 |
|
| 1500×3000 |
70 |
174 |
||
| 2000×3000 |
74 |
184 |
||
| 2000×4000 |
88 |
219 |
||
三輥卷板機第3部分:精度相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 三回程滾筒烘砂裝置技術條件
- 專利|一種提高TC4鈦合金強度水平的微合金化方法
- 三明市城鄉建設志
- 三相離合器電動機
- 專用機床自動線
- 專用量儀
- 散裝顆粒貨物運輸用防凍液技術條件
- 世友
- 世明建設項目管理有限公司
- 山東省城鄉規劃委員會工作規則
- 世晃(上海)機電工業有限公司
- 世標檢測技術(上海)有限公司
- 世泰仕塑料有限公司青島分公司
- 世泰仕塑料(十堰)有限公司
- 世潤德工程項目管理有限公司重慶分公司
- 山東省勞動廳、山東省財政廳、山東省地稅局關于加強企業工效掛鉤工作的通知
- 分形DGS單元結構設計及其在微帶電路中的應用
- 招標合同工程建設招標設標合同合同條件(第2部分)
- 中關村太陽能集中集熱、分戶儲熱、分戶輔熱系統
- 中國風景園林學會第三屆第七次常務理事
- 云南省優質工程獎評選辦法(2009年3月修訂稿)
- 中國水電集團承建的廣西橋鞏水電站3號機組投產發電
- 引綽濟遼工程遠距離輸水隧洞TBM施工三維數值模擬
- 中國造船工程學會被授予“第三屆中國科協先進學會”
- 在聽取四川省“三江”水電綜合考察情況匯報時鄒家華
- 引進10000m^3/h空分設備的流程及安裝特點
- 在中國水利工程協會第三次全國會員代表大會上的講話
- 政府工程施工招投標中資格審查辦法的析及對利弊分策
- 在政協第十二屆全國委員會第三次會議閉幕會上的講話
- 中國工程咨詢協會第三屆理事會第二次會議
- 醫院核磁共振機房及產三科病區裝飾工程施工組織設計
- 招標合同工程建設招標設標合同合同條件(第3部分)
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
拆邊機
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司