V型槽利用特殊的切割工藝實現精確的光纖定位,以滿足不同的需求,熱膨脹系數匹配的封裝設計保證了光纖陣列板無應力、高可靠性和高溫下無光纖移位,端面角度可按要求精確研磨,符合 Telcordia GR-1209-CORE和GR-1221-CORE標準。
| 利用特殊的切割工藝實現精確的光纖定位,以滿足不同的需求;熱膨脹系數匹配的封裝設計保證了光纖陣列板無應力、高可靠性和高溫下無光纖移位;端面角度可按要求精確研磨;符合Telcordia GR-1209-CORE和GR-1221-CORE標準。 ■ 特 點
■ 應 用
■性能指標
|
V型槽造價信息
V型槽簡介常見問題
-
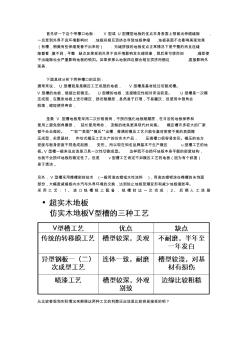
v型槽是指地板拼縫過渡側面帶有‘v’型斜面(一般呈30度或45度),這種強化復合地板在設計使用過程中,雖然在橫向方向耐磨層、表面裝飾層不易剝離,但在行走面與斜面的成角處很容易被人們踢破;同時,現有地板...
-
成型刀
-
用小于等于R2的槽刀加工
V型槽簡介文獻

 U型槽與V型槽的比較
U型槽與V型槽的比較
格式:pdf
大小:64KB
頁數: 1頁
評分: 4.5
首先講一下這個帶槽口地板: V 型或 U 型槽型地板的優點本身表面上預留出伸縮縫隙 , 一旦受到外界不良環境影響時 ,地板間相互頂擠會導致地板伸縮 ,地板表面不會影響美觀效果 (有槽,稍微有些伸縮是看不出來的) . 無縫拼接的地板優點正常情況下是平整的而且連縫 隙都看 ,摸不到,平整 .缺點如果受到外界不良環境影響發生縮現象,那后果可想而知 ,縮即使 不出縫隙也會嚴重影響地板的鎖扣。如果伸那么地板四邊都會相互頂擠而翹邊 ,直接影響外 觀美 . 下面具體分析下兩種槽口的區別: 通常來說, U 型槽就是是模壓工藝成型的地板, V 型槽是基材經過切割成槽。 V 型槽的地板,鏈接比較穩定。 U 型槽的地板,連接穩定性相對來說較差。 U 型槽是一次模 壓成型,在整張地板上進行模壓,損傷耐磨層,雖然易于打理,不易藏灰,但使用中倒角會 脫落,縮短使用壽命, 圣象 V 型槽地板是采用二次價格倒角,不損傷
 混凝土攪拌機雙頭臂桿V型槽的加工工裝設計
混凝土攪拌機雙頭臂桿V型槽的加工工裝設計
格式:pdf
大小:64KB
頁數: 2頁
評分: 4.6
通過對某進口混凝土攪拌機關鍵部件雙頭臂桿的結構工藝分析,設計了在普通銑床上完成該零件V型槽加工的工裝,該工裝結構簡單,提高了生產效率并減低了生產成本。檢驗表明,用該工裝加工的零件能滿足設計要求。
對于機械法接續的光纖,為了保證光纖接頭不移位,保證光纖接頭一定的機械強度,工程技術人員也設計了多種形式的光纖接續套管。有的套管適用于壓接的方式,有的套管適用于粘接的方式。
V型槽彈性接續套管,套管內的V型槽兩端有一定的錐度,槽壁又具有一定的彈性,V型槽的內切圓直徑稍微小于被接光纖的直徑,同時它的材質具有彈性,確保V型槽的內切圓能夠容納光纖。當兩端的光纖嵌入時,會使槽壁彈性變形,光纖徑向均勻地承受槽壁的彈力,如同兩手緊緊抓住光纖一樣,確保光纖接頭對準。
備案信息
備案號:4713-19992100433B
(表中的形位公差指底面的平面度和V型槽的軸線對底面的平行度)
| 規格 |
工作面平面度 |
V型槽對底面平行度 |
V型槽對側面平行度 |
V型槽對兩側面對稱度 |
V型槽側面對端面對稱度 |
V型槽側面對底面垂直度 |
一對V型塊對底面的高度差 |
|||||||
| 精度等級 |
||||||||||||||
| 0級 |
1級 |
0級 |
1級 |
0級 |
1級 |
0級 |
1級 |
0級 |
1級 |
0級 |
1級 |
0級 |
1級 |
|
| 63×63×90° |
1.5 |
3 |
4 |
8 |
4 |
8 |
8 |
16 |
8 |
8 |
4 |
8 |
5 |
10 |
| 100×100×90° |
2 |
4 |
4 |
8 |
4 |
8 |
8 |
16 |
8 |
8 |
4 |
8 |
5 |
10 |
| 160×160×90° |
2.5 |
5 |
5 |
10 |
5 |
10 |
10 |
20 |
10 |
10 |
5 |
10 |
6 |
12 |
V型槽相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 彩畫壁畫
- 無縫壁紙
- 珠海市海思裝飾材料有限公司
- 昆明亞湘塑業有限公司
- 建筑排水用硬聚氯乙烯(PVC-U)管件
- 海寧宏鷹裝飾材料有限公司
- 過道吊頂
- 衛浴間吊頂
- PVC膜粘接用丙烯酸酯膠黏劑
- 上海荀首交通設施工程有限公司
- 唐山博人門簾有限公司
- 河南謝人安防門簾有限公司
- ZJD吸吮掃描式自潔式過濾器
- PVC塑料軟板
- 未增塑聚氯乙烯塑料柵欄
- 矮化美人蕉
- 永磁同步電機簡介
- 圓管方管角鋁槽鋁(20200929163753)
- 在LaTeX中使用TikZ畫圖的入門例子V1.5
- 智能點型離子感煙探測器和普通感煙探測器有什么區別
- 應用型人才培養為導向的高等鋼筋混凝土結構課程改革
- 一型小水線面雙體船的水動力性能與結構設計(英文)
- 以色列ELI自清洗網式過濾器和淺層介質過濾器簡介
- 增強型改性發泡水泥保溫板建筑保溫系統應用技術標準
- 基于粗糙集和灰聚類理論的IT項目評標決策模型
- 應用型建筑環境與能源應用工程專業課程內容建筑
- 應用螺桿鉆定向鉆探技術在復雜地層施工空間型定向孔
- 增安型2/4極雙速高壓箱式空-水冷三相異步電動機
- 中國石化第二代節能型苯乙烯技術在巴陵石化成功應用
- 早強型水泥漿液材料的試驗及在錨固工程中的應用
- 有關水利水電勘測設計技術標準體系情況的簡介
- 改進型BAF水處理及回用裝置節能工藝與投資效益分析
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司