鎢極氬電弧焊
鎢極氬弧焊是鎢極惰性氣體保護電弧焊(Tungsten inert-gas arce welding.TIG)的主要形式。電極是難熔金屬鎢或鎢合金棒,在電弧燃燒過程容易維持恒定的電弧長度,焊接過程穩定,焊縫質量優良。焊接時,電極和電弧區及熔化金屬都處在氬氣保護之中。
鎢極氬弧焊是鎢極惰性氣體保護電弧焊(Tungsten inert-gas arce welding.TIG)的主要形式。電極是難熔金屬鎢或鎢合金棒,在電弧燃燒過程容易維持恒定的電弧長度,焊接過程穩定,焊縫質量優良。焊接時,電極和電弧區及熔化金屬都處在氬氣保護之中。
由于氬氣保護,隔離了空氣對熔化金屬的有害作用,能夠焊接易氧化的有色金屬及其合金、不銹鋼、高溫合金、鈦及鈦合金、難熔的活性金屬(鑰、鈮、鋯)等。脈沖TIG適宜于焊接薄板,特別是全位置管道對接焊。但由于鎢電極的載流能力有,電弧功率受到限制,致使熔深淺,焊速低,所以一般只適于厚度小于6mm的工件。2100433B
鎢極氬電弧焊造價信息
鎢極氬電弧焊常見問題
-
釷鎢棒放射性大,用鈰鎢棒或鑭鎢棒,因后兩者無放射性
-
手工電弧焊焊接3mm鋼板,對于一般低碳結構鋼而言,選用焊條牌號是: J422焊條,藥皮為“鈦鈣型” 規格: 2,5mm焊條用85--90A電流 3,2mm焊條用120--130A電流 電焊機交直流均可...
-
手工鎢極氬弧焊操作方法和安全使用 手工鎢極氬弧焊操作技術包括:引弧、運弧、添絲及熄弧。 1引弧 一般引弧方法有三種,接觸法、高頻引弧法和高壓脈沖引弧法。手工鎢極氬弧焊不允許用接觸法引弧。因為當鎢極與工...
鎢極氬電弧焊文獻

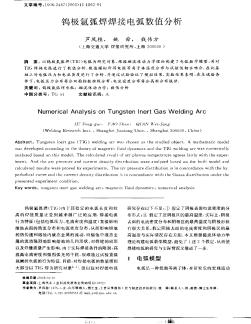 鎢極氬弧焊焊接電弧數值分析
鎢極氬弧焊焊接電弧數值分析
格式:pdf
大小:198KB
頁數: 4頁
評分: 3
鎢極氬弧焊焊接電弧數值分析——以鎢極氬弧焊(TIG)電弧為研究對象,根據磁流體動力學理論構建了電弧數學模型,并對 TIG 焊接電弧進行了數值分析.數值模擬所得電弧等離子體溫度分布與試驗值相當吻合.在此基礎上對電弧壓力和電流密度進行了分析,并通過試驗...
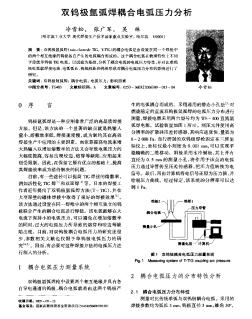 雙鎢極氬弧焊耦合電弧壓力分析
雙鎢極氬弧焊耦合電弧壓力分析
格式:pdf
大小:198KB
頁數: 4頁
評分: 3
雙鎢極氬弧焊耦合電弧壓力分析——雙鎢極氬弧焊(twin-electrode TIG,T-TIG)的耦合電弧是由設置在同一個焊槍中的兩個相互絕緣的鎢極各自產生的電弧耦合而成的。這個耦合電弧在物理特性上不同于傳統單鎢極TIG電弧。以試驗為基礎,分析了耦合電弧的電弧壓力特性,...
鎢極氣體保護焊是一種以非熔化鎢電極進行焊接的電弧焊接法。進行GTAW焊時,焊接區以遮護氣體阻絕大氣污染(普遍使用氬等惰性氣體),并通常搭配使用焊料(填充金屬),但有些自熔焊縫可省略此步驟。焊接時,由傳導通過高度離子化的氣體和金屬蒸氣(即等離子)的電弧,作為恒流焊接電源,提供能量。
雖然航空航天工業是鎢極氣體保護焊的主要用戶之一,但該工藝還用于其他許多領域。許多行業使用GTAW焊接薄工件,尤其是有色金屬。它廣泛用于制造航天器,并且還經常用于焊接小直徑薄壁管,例如自行車工業中使用的那些。此外,GTAW通常用于為各種尺寸的管道進行根部或首次焊接 。在維護和修理工作中,該過程通常用于修復工具和模具,尤其是鋁和鎂制成的部件。由于焊縫金屬不像大多數開放式電弧焊接工藝那樣直接通過電弧傳輸,因此焊接工程師可以使用各種各樣的焊接填充金屬。實際上,沒有其他焊接工藝允許在如此多的產品配置中焊接如此多的合金。填充金屬合金,例如元素鋁和鉻,可以通過電弧從揮發中損失。 GTAW流程不會發生這種損失。由于所產生的焊縫具有與原始基體金屬相同的化學完整性或與基礎金屬更緊密地匹配,因此GTAW焊接在長時間內具有高度抗腐蝕和抗裂性,使得GTAW成為密封操作(如密封廢核)的首選焊接工藝埋葬前的燃料罐。
氣保護電弧焊,采用焊炬噴射氣流保護被電弧熔化的焊接熔池金屬的電弧焊方法。所采用氣體主要為氬、氦等惰性氣體,二氧化碳等活性氣體,以及它們的不同比例混合氣體,分別稱“惰性氣保護電弧焊”、“活性氣保護電弧焊”及“混合氣保護電弧焊”。按焊炬中所采用電極特征,分非熔化極(鎢極)氣保護電弧焊和熔化極(即焊絲)氣保護電弧焊,兩者所采用保護氣有明顯差別。例如,鎢極氬弧焊僅采用氬或氬加5%的氫為保護氣。熔化極氬弧焊則常采用氬或氬加5%的二氧化碳,或氬加2%的氧為保護氣,純氬用于有色金屬,后者則用于碳鋼等黑色金屬。最大優點是可實現空間全位置半自動或自動焊。
鎢極氬電弧焊相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 基于Matlab神經網絡工具箱電弧焊工藝參數優化
- 合金化鍍鋅薄板CO_2短路過渡電弧焊工藝適應性
- 空分設備制氬系統故障分析與操作優化
- 凈水廠工藝管道手工電弧焊操作中保證焊接質量的幾點經驗
- 鋼板焊條電弧焊焊接接頭殘余應力有限元分析
- 23500m^3/h空分設備制氬系統工況分析和調試
- 23500m~3/h空分設備制氬系統工況分析和調試
- 06Cr19Ni10與Q345R焊條電弧焊焊接工藝
- 鋼筋手工電弧焊接工程(分項工程質量技術交底卡)
- 手工鎢極氬弧焊打底工藝在中壓鍋爐集箱焊接中的應用
- SA213—T91鋼小徑管背面保護鎢極氬弧焊接工藝
- sj鋼筋電弧焊接頭施工質量檢查驗收記錄
- 富氬CO_2氣體保護焊在液壓挖掘機結構件制造上的應用
- 富氬混合氣體保護焊在壓力容器受壓焊縫中應用的工藝研究
- 手工電弧焊加氬弧焊0Cr18Ni9管對接焊接工藝評定
- 手工鎢極氬弧焊打底焊接技術在高壓注水管道施工中的應用
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
拆邊機
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司