高速鋼經(以W18Cr4V為例)1260-1310'12加熱淬火、560℃三次回火(常規熱處理)后,具有高的硬度和紅硬性。由于三面刃銑刀刀體大,形狀復雜,淬火時易開裂,因此我們采用多次預熱和多次分級淬火,并在刀具未冷至室溫時立即回火,減少了刀具的開裂傾向,取得了顯著效果。
三面刃銑刀預熱
預熱主要是為了降低應力,以減少變形與開裂,縮短高溫加熱時間。一次預熱520-550℃(在箱式電爐中時間以1.0-2.0s/mm);二次預熱800~830℃在中溫鹽浴爐(50%NaCI 50%Na2CO3)中加熱,預熱時間為高溫加熱時間的兩倍。
三面刃銑刀高溫鹽浴爐中進行高溫加熱
淬火高溫加熱應保證適當碳化物溶解,使奧氏體有足夠的含碳量與合金元素含量,使刀具淬火后能得到要求的紅硬性,同時還留有一定數量的未熔碳化物。這樣一方面增加刀具耐磨性;另一方面阻止晶粒長大,防止過熱過燒。由于三面刃銑刀截面變化大,有尖角,易開裂,同時鋼坯一般都存在嚴重的碳化物的不均勻,宜采用較低的淬火溫度1270~1280℃,取較長的加熱時間;淬火溫度實際溫度控制要根據試塊加熱冷透后觀察斷口晶粒度來確定,在同一根原料上切取試塊,能準確地反映出實際晶粒度的情況。應保證工作部分燒透及碳化物達到相對于該溫度下較充分的溶解,加熱時間按10~15s/mm確定。
分級冷卻
一次分級,工件在1270—1280℃保溫足夠時間后直接轉入580~620。鹽浴爐中,保持一段時間(保溫時間與高溫加熱時間相同)。實踐證明,在此溫度下保持十幾分鐘,不會影響淬火硬度及紅硬性,卻能使刀具內外溫度接近均勻,較之油冷可顯著減少熱應力與組織應力,從而減少刀具的變形與開裂,因此刀具均可采用一次分級代替油冷。緊接著轉入250-280度(2箱式電爐中進行二次分級,保溫時間約為一次分級的1.5~2倍,出爐空冷,空冷至70度為宜(即不帶手套可短時問抓住工件),然后及時裝爐回火。二次分級能進一步減少熱應力與組織應力,減少變形和開裂傾向,特別適用于形狀復雜、材料質量差的大型刀具。
回火
①從馬氏體內析出彌散碳化物,提高了馬氏體硬度。②殘余奧氏體在回火時析出碳化物而使成分改變。馬氏體轉變溫度升高,所以在回火冷卻過程中,部分殘余奧氏體轉變為馬氏體,也使硬度提高,經560℃在分級鹽浴爐內進行,每次燒透后保溫1h左右;三次回火后,殘余奧氏體量可降低5%左右。③應力得到消除,綜合力學性能提高,尺寸趨于穩定。
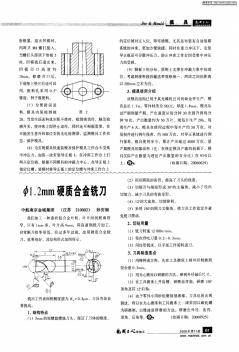

 整體硬質合金三刃麻花鉆
整體硬質合金三刃麻花鉆