

APIRP5LT管線鋼管卡車運輸推薦作法英文翻譯
格式:pdf
大小:36KB
頁數:11P
人氣 :58
 4.6
4.6
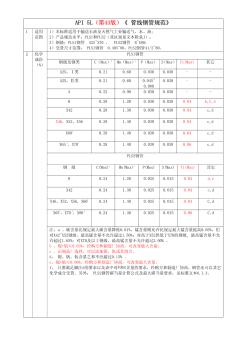
Recommended practice for truck transportation of line pipe 管線鋼管卡車運輸推薦作法 API RECOMMENDED PRACTICE 5LT FIRST EDITION, MARCH 2012 API 推薦作法 5LT 2012 年 3 月發布,第一版 API RP 5LT (第一版) II 特別說明 API 出版物僅針一些共性問題。有關特殊問題,宜查閱地方、州和聯邦法規。 API 或 API 的任何雇員、分包商、顧問、委員會或其他受托人,均不擔保也不承諾(無論明指還是 暗示)本標準中所包含的信息的準確性、 完整性或適用性, 對本標準中所披露的任何信息的使用及其后 果,也不承擔任何責任或義務。 API 或 API 的任何雇員、分包商、顧問、委員會或其他受托人,也不承 諾本標準的使用不會侵犯其他人的專利權利。 不



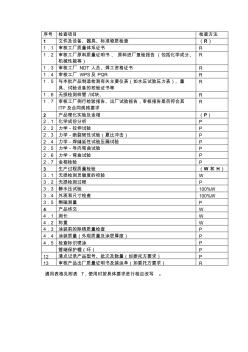
管線鋼管監造作業表
格式:pdf
大小:18KB
頁數:1P
序號檢查項目檢查方法 1文件及設備、器具、標準物質檢查(r) 1.1審核工廠質量體系證書r 1.2審核工廠原料質量證明書,原料進廠復驗報告(包括化學成分、 機械性能等) r 1.3審核工廠ndt人員、焊工資格證書r 1.4審核工廠wps及pqrr 1.5與本批產品制造檢測有關主要儀表(如水壓試驗壓力表)、量 具、試驗設備的校驗證書等 r 1.6無損檢測樣管/試塊、r 1.7審核工廠例行檢驗報告、出廠試驗報告,審核報告是否符合其 itp及合同規格要求 r 2產品理化實驗及金相(p) 2.1化學成份分析p 2.2力學-拉伸試驗p 2.3力學-斷裂韌性試驗(夏比沖擊)p 2.4力學-焊縫延性試驗壓扁試驗p 2.5力學-導向彎曲試驗p 2.6力學-彎曲試驗p 2.7金相檢驗p 3生產過程質量檢
 X70厚壁海底管線鋼管研制
X70厚壁海底管線鋼管研制 X70厚壁海底管線鋼管研制
格式:pdf
大小:505KB
頁數:未知
根據我國南海深海管線用鋼管的技術要求,開發出了厚壁x70鋼級φ765.2mm×31.8mm海底管線鋼管。通過對鋼管進行檢測:鋼管管體縱向和橫向屈服強度≥550mpa,抗拉強度≥660mpa,屈強比最低達到0.81,焊縫抗拉強度達695mpa,均勻延伸率達到了7.6%,斷后伸長率達到54%;在-20℃下管體沖擊功平均值為340j,焊接接頭沖擊功平均值最低為168j;在0℃下管體ctod特征值δm最高達到0.688mm,焊接接頭最小為0.222mm,熱影響區最小為0.280mm。鋼管管體母材、熱影響區、焊縫部位的抗氫致開裂、硫化物應力腐蝕及鹽霧腐蝕性能良好。試驗結果表明研制的x70鋼管具有優良的強塑性、低溫韌性、斷裂韌性及耐腐蝕性能,適用于海洋服役環境的油氣輸送。
編輯推薦下載
 管線鋼管JCO精確彎曲成形技術
管線鋼管JCO精確彎曲成形技術 管線鋼管JCO精確彎曲成形技術
格式:pdf
大小:1.3MB
頁數:9P
4.6
為了減小管線鋼管jco成形工藝中成形管坯的橢圓度,基于塑性彎曲工程理論和機器視覺測量技術提出了管線鋼管jco精確彎曲成形工藝。在管坯首道次成形過程中,采用兩次預彎法,識別出板材的彈復規律,結合管坯目標成形角,預測出精確的壓制行程;在后續成形道次中,利用誤差補償技術循環補償上一道次的成形誤差,實現管坯每道次精確彎曲成形。確定了適合管坯端面的圖像處理算法、圖像處理流程和直線檢測算法,提出了采用正三角形作為標定模板求解攝像機外部參數的標定方法,由單幅圖片快速、高精度地標定出攝像機的外部參數,建立了將圖像角轉換為管坯真實成形角的數學模型。實驗結果表明,管坯成形角監測誤差在0.2°以內,可控制成形管坯的橢圓度在1.5%以內,減小了成形管坯的橢圓度,改變了成形管坯的橢圓度控制依賴于操作者經驗的現狀。
APIRP5LT管線鋼管卡車運輸熱門文檔
管線鋼管管APISPEC5L標準各項指標
格式:pdf
大小:47KB
頁數:2P
4.6
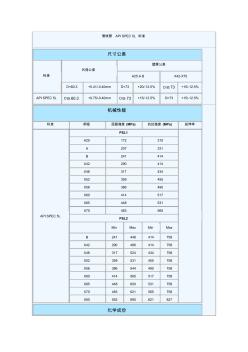
管線管apispec5l標準 尺寸公差 標準 外徑公差 壁厚公差 a25.a.bx42-x70 d73+15/-12.5% 機械性能 標準綱級屈服強度(mpa)抗拉強度(mpa)延伸率 apispec5l psl1 a25172310 a207331 b241414 x42290414 x46317434 x52359455 x56386490 x60414517 x65448531 x70483565 psl2 minmaxminmax b241448414758 x42
API 5L大直縫管線鋼管生產質量控制 API 5L大直縫管線鋼管生產質量控制
格式:pdf
大小:844KB
頁數:4P
4.7
西氣東輸管道建設以來,我國天然氣干線工作壓力已從6.4mpa提高到10mpa。管道的設計年輸氣量從120億m3/a增加到300億m3/a,鋼管外徑1219~1422mm,最大壁厚接近40mm。建設如此巨大的國家能源輸送管道,對管線鋼管的強度、可焊性、斷裂韌性和抗腐蝕等性能和質量都提出了嚴格的要求。本文對大直縫埋弧焊管的生產質量控制過程進行了闡述。
高鋼級管線鋼管研制過程中的幾點注意事項 高鋼級管線鋼管研制過程中的幾點注意事項
格式:pdf
大小:351KB
頁數:5P
4.5
對制管企業在研制高鋼級管線鋼管過程中諸如組織領導、試驗統一、取樣部位、試驗設備準備、試驗結果評判等問題,分別進行了分析與討論,并提出了一些較有共識和建議性的見解。這些見解對制管企業進行高鋼級管線鋼管的研制有一定的指導意義。
高鋼級大壁厚管線鋼管母材屈服強度測量方法探討 高鋼級大壁厚管線鋼管母材屈服強度測量方法探討
格式:pdf
大小:146KB
頁數:3P
4.4
探討了以材料自身的抗拉強度為基準值來測定其屈服強度值的方法,取拉伸應力-應變曲線上抗拉強度一定比例的兩個數值,在曲線上擬合出具有一定斜率的直線,以該直線與橫坐標交點為原點計算rt0.5或rp0.2。這種方法解決了因檢測試驗設備和試樣加工精度等客觀原因造成的高鋼級大壁厚管線鋼屈服強度測試結果不準確問題,為有效消除外在因素對屈服強度試驗結果的影響提供了有效手段。
加B低C貝氏體X80鋼在UOE管線鋼管中的應用 加B低C貝氏體X80鋼在UOE管線鋼管中的應用
格式:pdf
大小:389KB
頁數:4P
4.3
提出了超低溫條件下加b低c貝氏體鋼的抗起裂和止裂能力的冶金學方案。分析了b元素對管線鋼管韌性和強度的影響及低溫韌性大壁厚x80級uoe管線鋼管的冶金學方案。研究了最佳化學成分及熱機械控制軋制工藝對提高母材落錘撕裂性能的影響,以及提高焊縫夏比沖擊特性的最佳焊接條件。開發出了滿足api和dnv規范的,具有高強度和低溫韌性的加b低c貝氏體鋼。
APIRP5LT管線鋼管卡車運輸精華文檔
高鋼級大壁厚管線鋼管DWTT影響因素探討 高鋼級大壁厚管線鋼管DWTT影響因素探討
格式:pdf
大小:507KB
頁數:3P
4.4
介紹了國內管線鋼管生產中落錘撕裂試驗(dwtt)常用的標準。對于大壁厚管線鋼管的dwtt,可采用全壁厚試樣和規定尺寸的減薄試樣來進行。從韌脆轉變溫度、斷口剪切面積評判方法和減薄試樣加工方法幾個方面探討了高鋼級大壁厚管線鋼dwtt的影響因素。提出了建議:采用減薄試樣dwtt時,應避開材料的韌脆轉變溫度進行試驗;采用單面減薄和雙面減薄試樣dwtt時,應在標準中明確試樣的加工方法;另外,應對不同鋼級減薄試樣降低相同溫度的試驗結果進行相應的系數修正。
管線鋼
格式:pdf
大小:57KB
頁數:14P
4.6
管線鋼 一、管線鋼的概述 1、概念 管線鋼主要用于石油、天然氣的輸送。制造石油天然氣集輸和長輸管或煤炭、 建材漿體輸送管等用的中厚板和帶卷稱為管線用鋼(lps)。石油鋼的強度一 般要求達到600~700mpa;鋼中o、s、p、n、c總含量不大于0.0092%;鋼 中脆性al2o3夾雜和條狀mn夾雜為痕跡狀態。 管線鋼主要用于加工制造油氣管線。油氣管網是連接資源區和市場區的最便 捷、最安全的通道,它的快速建設不僅將緩解鐵路運輸的壓力,而且有利于 保障油氣市場的安全供給,有利于提高能源安全保障程度和能力。 2、管線鋼類型 管線鋼可分為高寒、高硫地區和海底鋪設三類。從油氣輸送管的發展趨勢、 管線服役條件、主要失效形式和失效原因綜合評價看,不僅要求管線鋼有良 好的力學性能,還應具有耐負溫性、耐腐蝕性、抗海水和hsscc性能等。這 些工作環境惡劣的管線,線路長,又不易維護,對
管線鋼論文
格式:pdf
大小:387KB
頁數:14P
4.7
-1- 摘要 目前我國經濟發展迅速,對石油天然氣的需求日益旺盛。大直徑管道作為石油天然氣安 全經濟有效的輸送途徑之一,隨著西氣東送等大建設項目相繼投入,國家已將其放在了優先 發展的位置。我國管線鋼的應用和起步較晚,過去已鋪設的油、氣管線大部分采用q235和 16mn鋼。“六五”期間,我國開始按照api標準研制x60、x65管線鋼,并成功地與進口鋼 管一起用于管線敷設。90年代初寶鋼、武鋼又相繼開發了高強高韌性的x70管線鋼,并在 澀寧蘭管道工程上得到成功應用。國外天然氣高壓輸送采用高鋼級鋼管呈強勁的發展趨勢。 微合金鋼控軋技術在管線鋼中的應用使得管線鋼不再進行正火而大大降低了生產成本,同時 微合金元素的作用使得晶粒進一步細化。 現代管線鋼在組織結構上的一個重要標志是針狀鐵素體或低碳貝氏體。針狀 鐵素體或超低碳貝氏體的組織特點使高鋼級管線鋼在獲得高強度的同時仍
 X70鋼級HFW海底管線鋼管的研制和開發
X70鋼級HFW海底管線鋼管的研制和開發 X70鋼級HFW海底管線鋼管的研制和開發
格式:pdf
大小:594KB
頁數:5P
4.8
中海石油金洲管道有限公司繼2006年首次研發出x65鋼級海底輸送用hfw鋼管后,于2009年又成功研發出x70鋼級hfw海底管線鋼管。介紹了x70鋼級hfw海底管線鋼管的研制和開發過程。研究結果表明,研發的x70鋼級海底管線鋼管滿足dnv-os-f101-2007海底管線技術規范和gb/t9711.3-1999標準(c級鋼管)的要求,達到了預期效果。
APIRP5LT管線鋼管卡車運輸最新文檔
 X70管線鋼管件制造熱過程中的形變規律
X70管線鋼管件制造熱過程中的形變規律 X70管線鋼管件制造熱過程中的形變規律
格式:pdf
大小:608KB
頁數:4P
4.4
采用gleeble-1500熱/力模擬壓縮試驗機研究了x70管線鋼在管件制造熱過程中的形變規律。結果表明:x70管線鋼在管件制造熱過程中存在動態回復型和動態再結晶型兩種真應力-應變曲線。在高的形變溫度和低的應變速率條件下,發生動態再結晶,其熱變形方程式為ε=4×10-8σp10.27exp(-q/rt);峰值應力σp、峰值應變εp與zener-hollomon因子z的關系分別為lnσp=1.869+0.093lnz、lnεp=-1.291+0.021lnz;動態再結晶體積分數xd=1-exp[-1.51(ε/εp—o.83)1.22]。
管線鋼管生產制造過程中無損檢測標準的應用分析 管線鋼管生產制造過程中無損檢測標準的應用分析
格式:pdf
大小:175KB
頁數:6P
4.7
鋼制石油管材的生產制造過程中涉及很多無損檢測標準,按照國內石油管線管材生產制造中采用的gb/t9711-2017《石油天然氣工業管線輸送系統用鋼管》,apispec5l《管線鋼管規范》第45版與第46版等產品標準,對石油管線管材產品標準涉及的無損檢測標準進行歸納整理并加以比較分析,為其生產制造中的無損檢測工藝制定及質量控制提供保障。
利用普通卡車運輸超長管件的嘗試 利用普通卡車運輸超長管件的嘗試
格式:pdf
大小:140KB
頁數:未知
4.8
長度超過10m的管件,不能用普通卡車拉運,只能用管拖車拉運。管拖車少了,管道施工任務集中時不夠用;多了,沒有管道施工任務時又大量閑置。能不能用普通卡車運輸超長管件呢?對此我們進行了嘗試。單獨用卡車拉運長管件是不行的,我們參
X80管線鋼管環焊縫二級安全評定研究 X80管線鋼管環焊縫二級安全評定研究
格式:pdf
大小:231KB
頁數:5P
4.4
根據英國結構完整性評定方法bs7910:2005標準,在給定裂紋尺寸、載荷條件下,針對國產高鈮x80管線鋼焊接接頭焊趾處的表面裂紋、埋藏裂紋進行二級安全評定。根據母材、全焊縫拉伸試驗和ctod(裂紋尖端張開位移)試驗結果,建立了高鈮x80管線鋼管環焊縫接頭的二級評定曲線。結果顯示,評定點均在評定曲線范圍內,說明該結構是安全的。研究結果為國產高鈮x80鋼管的工程應用提供了依據。
給水管線鋼管漏水事故分析 給水管線鋼管漏水事故分析
格式:pdf
大小:1016KB
頁數:4P
4.7
對發生漏水的給水鋼管的材質進行了理化檢驗。分析了其漏水孔部位和其它部位的顯微組織。對這兩個部位的內壁表面宏觀形貌、微觀形貌及微區成分進行了分析和討論。用x射線衍射,對給水鋼管內壁覆蓋物進行物相分析。結果表明:給水鋼管的化學成分和力學性能符合標準要求;給水鋼管內壁在水中發生了電化學腐蝕,具有局部孔蝕和均勻腐蝕的特征。給水鋼管的漏水主要與設計選材、防腐措施和管線項目具體實施時對標準的理解和使用等多種因素有關。
單層保溫海底管線鋼管外壁腐蝕評價方法探討 單層保溫海底管線鋼管外壁腐蝕評價方法探討
格式:pdf
大小:917KB
頁數:5P
4.5
根據單層保溫海底管線結構特點,選用實管設計了管端封頭滲水后鋼管腐蝕模擬試驗裝置,模擬了不同條件下鋼管外壁在陰極保護作用下的電位分布,并依據實驗數據對所建立的陰極保護電位場有限元計算模型進行驗證,進而探討了一種適用于單層保溫海底管線鋼管外壁腐蝕評價的方法。
國內外高鋼級管線鋼的發展及應用 國內外高鋼級管線鋼的發展及應用
格式:pdf
大小:258KB
頁數:6P
4.4
長輸油氣管道正在向大口徑、高壓力的方向發展,為滿足這一要求,高鋼級管線鋼的應用逐漸成為油氣管道建設的發展趨勢。目前陸上天然氣管道已經發展到x80鋼級,國內外對更高鋼級x100、x120的研究也取得了新的進展。本文系統整理并介紹了國內外x80、x100、x120等三種高鋼級管線鋼的開發、生產及應用現狀,并展望了它們的發展方向。
八鋼X60管線鋼冶煉實踐 八鋼X60管線鋼冶煉實踐
格式:pdf
大小:289KB
頁數:3P
4.7
文章介紹了八鋼公司采用鐵水脫硫預處理、復吹轉爐、lf精煉、板坯連鑄工藝開發x60管線鋼的過程。在成分設計上應用了nb、v、ti微合金化,采用低碳含量,提高產品的韌性和延性,同時具有良好的焊接性能。將nb、v、ti微合金化與熱機械軋制工藝(tmcp)相結合,充分應用管線鋼的晶粒細化、固溶強化、析出強化和相變強化等機制,提高管線鋼的強度和韌性。采用微鈦處理技術,改善管線鋼焊接熱影響區的韌性。生產控制上采用純凈鋼冶煉工藝和連鑄的保護澆鑄工藝,降低鋼中的氮含量、非金屬夾雜和硫含量,并對鋼水中的al2o3夾雜進行鈣處理,提高管線鋼熱軋卷板的斷裂韌性。采用該工藝生產的x60管線鋼成品[s]≤0.0050%,[n]≤0.0055%,鋼中的a、b、c、d各類夾雜物能控制到1.5級以下。鋼材的抗拉強度控制在550~670mpa,屈服強度控制在475~545mpa,屈強比控制在0.82~0.90,斷后伸長率控制在35%~43.5%,-20℃夏比v型橫向沖擊功akv88~112j,各項力學性能完全滿足國內外標準和用戶技術條件要求,已形成批量供貨能力。
APIRP5LT管線鋼管卡車運輸相關
文輯推薦
知識推薦
百科推薦


職位:市政公用工程
擅長專業:土建 安裝 裝飾 市政 園林


