




泛光燈作業(yè)指導(dǎo)書(50W)
格式:pdf
大小:155KB
頁數(shù):1P
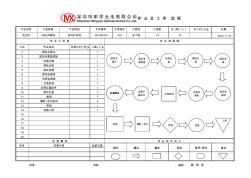
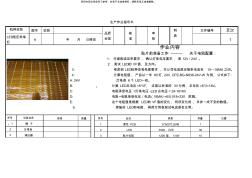
文件版本總?cè)藬?shù)(人) a/015 工站標(biāo)準(zhǔn)工時(shí)(秒)人數(shù)(人) 11 21 31 41 51 61 71 81 91 101 111 122 131 141 15 16 17 18 19 20 序號(hào)變更日期 審核:編制:程學(xué)洪批準(zhǔn): 變更事項(xiàng) 包裝入庫 量檢 變更內(nèi)容 作業(yè)符號(hào)定義 操作搬運(yùn)質(zhì)檢 點(diǎn)亮測(cè)試 安裝燈蓋組件 固定燈蓋 檢測(cè) 焊線點(diǎn)膠 固定電源 固定連接線 安裝電源盒 灌膠/老化測(cè)試 儲(chǔ)存暫停/等待 作業(yè)站名 質(zhì)檢 裝防水接頭 固定電源盒底板 安裝光源 產(chǎn)品名稱產(chǎn)品規(guī)格 作業(yè)流程圖 日期總工時(shí)(分) 作業(yè)工序表 工段別 全工段 作業(yè)總工序流程 泛光燈50w/ac供電2012.7.16 產(chǎn)品類
LED軟條燈作業(yè)指導(dǎo)書
格式:pdf
大小:5.5MB
頁數(shù):11P
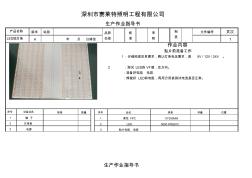
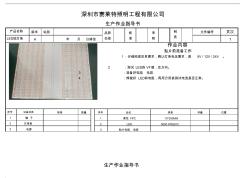
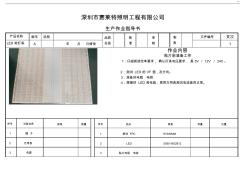
深圳市賽萊特照明工程有限公司 生產(chǎn)作業(yè)指導(dǎo)書 產(chǎn)品名稱版本站別品質(zhì) 會(huì)簽 核 準(zhǔn) 審 核 制 表 文件編號(hào)頁次 led軟燈條a年月日修改1 作業(yè)內(nèi)容 貼片前準(zhǔn)備工作 1:仔細(xì)閱讀定單要求,確認(rèn)燈條電壓要求,是5v/12v/24v。 2:測(cè)試led的vf值,及方向。 3:準(zhǔn)備好電阻電容. 4:焊接好led和電阻,再用萬用表測(cè)試電流是否正常。 序號(hào)設(shè)備治具規(guī)格數(shù)量序號(hào)品名規(guī)格用量位置 1鑷子1柔性fpc10*300mm 2萬用表2led5050ws2812 3電源3
編輯推薦下載
LED路燈作業(yè)指導(dǎo)書
格式:pdf
大小:2.7MB
頁數(shù):8P
 4.4
4.4
led路燈作業(yè)指導(dǎo)書1 安裝作業(yè)流程: 焊光源-----測(cè)燈扳-----涂導(dǎo)熱硅脂-----固定燈板-----焊接導(dǎo)線-----固定反光罩-----裝 透鏡-----裝玻璃-----裝堵頭-----連接電源絨-----測(cè)試、老化-----檢驗(yàn)、貼標(biāo)簽-----裝 箱、入庫 1、焊燈珠、做燈扳 方法: a、取鋁基板,平整地放在工作臺(tái)上,在燈珠圖標(biāo)范圍內(nèi)均勻適量地涂上導(dǎo)熱硅脂。 b、取燈珠,看準(zhǔn)正負(fù)極,端正地貼放在燈珠圖標(biāo)上: c、用烙鐵加錫焊牢正負(fù)極引腳,做成燈扳 工具:防靜電恒溫烙鐵、鑷于 注意事項(xiàng): (1)、正負(fù)極要認(rèn)準(zhǔn), (2)、燈珠安放端正并緊貼鋁基板,以免反光罩不對(duì)孔位, led路燈作業(yè)指導(dǎo)書2 (3)、導(dǎo)熱硅脂用量要適中(每顆燈珠約用0.1mg),滌層要均勻,小心硅脂污染燈珠表面、周 圍物體和人體。 (4)、焊點(diǎn)
LED軟條燈作業(yè)指導(dǎo)書
格式:pdf
大小:5.1MB
頁數(shù):11P
4.6
. . 深圳市賽萊特照明工程有限公司 生產(chǎn)作業(yè)指導(dǎo)書 產(chǎn)品名稱版本站別品質(zhì) 會(huì)簽 核 準(zhǔn) 審 核 制 表 文件編號(hào)頁次 led軟燈條a年月日修改1 作業(yè)內(nèi)容 貼片前準(zhǔn)備工作 1:仔細(xì)閱讀定單要求,確認(rèn)燈條電壓要求,是5v/12v/24v。 2:測(cè)試led的vf值,及方向。 3:準(zhǔn)備好電阻電容. 4:焊接好led和電阻,再用萬用表測(cè)試電流是否正常。 序號(hào)設(shè)備治具規(guī)格數(shù)量序號(hào)品名規(guī)格用量位置 1鑷子1柔性fpc10*300mm 2萬用表2led5050ws2812 3
LED泛光燈作業(yè)指導(dǎo)書熱門文檔
LED路燈作業(yè)指導(dǎo)書
格式:pdf
大小:10KB
頁數(shù):8P
4.3
led路燈作業(yè)指導(dǎo)書1 安裝作業(yè)流程: 焊光源-----測(cè)燈扳-----涂導(dǎo)熱硅脂-----固定燈板-----焊接導(dǎo)線-----固定反光罩-----裝 透鏡-----裝玻璃-----裝堵頭-----連接電源絨-----測(cè)試、老化-----檢驗(yàn)、貼標(biāo)簽-----裝 箱、入庫 1、焊燈珠、做燈扳 方法: a、取鋁基板,平整地放在工作臺(tái)上,在燈珠圖標(biāo)范圍內(nèi)均勻適量地涂上導(dǎo)熱硅脂。 b、取燈珠,看準(zhǔn)正負(fù)極,端正地貼放在燈珠圖標(biāo)上: c、用烙鐵加錫焊牢正負(fù)極引腳,做成燈扳 工具:防靜電恒溫烙鐵、鑷于 注意事項(xiàng): (1)、正負(fù)極要認(rèn)準(zhǔn), (2)、燈珠安放端正并緊貼鋁基板,以免反光罩不對(duì)孔位, led路燈作業(yè)指導(dǎo)書2 (3)、導(dǎo)熱硅脂用量要適中(每顆燈珠約用0.1mg),滌層要均勻,小心硅脂污染燈珠表面、周 圍物體和人體。 (4)、焊點(diǎn)
LED日光燈成品檢驗(yàn)作業(yè)指導(dǎo)書
格式:pdf
大小:41KB
頁數(shù):6P
4.6
led日光燈成品檢驗(yàn)作業(yè)指導(dǎo)書 一目的: 規(guī)范成品檢測(cè)項(xiàng)目、作業(yè)方法,使成品檢驗(yàn)作業(yè)員明確成品檢驗(yàn)項(xiàng)目及作 業(yè)方法,確保生產(chǎn)的成品符合客戶要求。 二范圍: 本公司所有成品均適用。 三定義: 3.1oqc:outgoingqualitycontrol,出貨質(zhì)量控制。 3.2fg:frequencygenerator,頻率發(fā)生。 3.3alarm:報(bào)警功能。 3.4pwm:pulsewidthmodulation,脈沖頻寬調(diào)諧。 3.5autostart:自動(dòng)起動(dòng)功能。 3.6asq:americansocietyforquality,美國質(zhì)量協(xié)會(huì) 3.7極限電壓:產(chǎn)品運(yùn)行電壓范圍的最大值和最小值 四權(quán)責(zé): 4.1qe工程師:負(fù)責(zé)制定《成品檢驗(yàn)標(biāo)準(zhǔn)》。 4.2檢驗(yàn)員:負(fù)責(zé)按作業(yè)規(guī)范進(jìn)行成品檢驗(yàn)。 五內(nèi)容: 5.1檢測(cè)使
LED天花燈作業(yè)指導(dǎo)書全面指導(dǎo)書_圖文(精)
格式:pdf
大小:1.8MB
頁數(shù):13P
4.4
中山市旺派照明電器有限公司適用產(chǎn)品名稱作業(yè)指導(dǎo)書工序名稱工序排號(hào) 序號(hào)12345文件編號(hào)wpth-03-001焊接光源編制日期2014.6.13標(biāo)準(zhǔn)工時(shí)作業(yè) 類型材料名稱光源鋁基板焊錫絲導(dǎo)熱硅脂操作說明頁數(shù)第1頁共7頁標(biāo)準(zhǔn)產(chǎn) 能/h焊接人員配置材料規(guī)格根據(jù)bom根據(jù)bom根據(jù)bom根據(jù)bomled天 花燈1材料編號(hào)(圖一)(圖二)作業(yè)1、檢查工位表面是否清潔;前檢2、檢 查物料一致性;查3、檢查設(shè)備工具是否完好。1、將鋁基板放在工作臺(tái)面,在鋁 基板光源基座位置均勻涂抹導(dǎo)熱硅脂,如(圖一);2、先在鋁基板上每個(gè)光源的 焊盤一端加錫,如(圖二);3、再把光源貼裝在鋁基板相應(yīng)的位置,注意光源正 負(fù)極和鋁基板上標(biāo)注的正負(fù)極一致,用電熔化使光源引腳焊接在焊盤上,如(
LED日光燈驅(qū)動(dòng)電源生產(chǎn)作業(yè)指導(dǎo)書
格式:pdf
大小:2.9MB
頁數(shù):13P
4.7
LED日光燈驅(qū)動(dòng)電源生產(chǎn)作業(yè)指導(dǎo)書
LED天花燈作業(yè)指導(dǎo)書
格式:pdf
大小:775KB
頁數(shù):18P
4.3
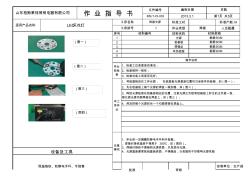
文件編號(hào) bslt-oi-003 焊接光源標(biāo)準(zhǔn)工時(shí)標(biāo)準(zhǔn)產(chǎn)能/h 1作業(yè)類型人員配置 序號(hào)材料名稱 1光源 2鋁基板 3焊錫絲 4導(dǎo)熱硅脂 5 山東柏斯萊特照明電器有限公司作業(yè)指導(dǎo)書 led天花燈 1、作業(yè)前一定佩戴防靜電手環(huán)和手指套。 、焊接時(shí)烙鐵溫度不得高于380℃,如(圖四)。 3、焊接時(shí)烙鐵不要碰到光源表面,以免燙傷光源。 4、光源基座要緊貼鋁基板表面,不得翹起,以免散熱不好影響光源性能 恒溫烙鐵、防靜電手環(huán)、手指套 審核批準(zhǔn) 適用產(chǎn)品名稱 設(shè)備及工具 擬制單位:生產(chǎn)部 本工 序作 業(yè) 注意 事項(xiàng) 3、再把光源貼裝在鋁基板相應(yīng)的位置,注意光源正負(fù)極和鋁基板上標(biāo)注的正負(fù)極一致, 熔化使光源引腳焊接在焊盤上,如(圖三); 1、將鋁基板放在工作臺(tái)面,在鋁基板光源基座位置均勻涂
LED泛光燈作業(yè)指導(dǎo)書精華文檔
LED燈具成品檢驗(yàn)作業(yè)指導(dǎo)書
格式:pdf
大小:41KB
頁數(shù):2P
4.4
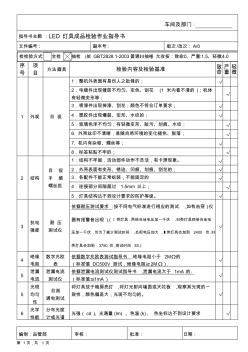
指導(dǎo)書主題:led燈具成品檢驗(yàn)作業(yè)指導(dǎo)書 文件編號(hào):副本號(hào):版次/改次:a/0 編制:品管部審核:批準(zhǔn):日期: 第1頁,共1頁 車間及部門: 檢檢驗(yàn)方式:全檢抽檢(依gbt2828.1-2003普通ⅱ抽樣),允收按:致命:0、嚴(yán)重:1.5、輕微:4.0 序 號(hào) 項(xiàng) 目 方法器具檢驗(yàn)內(nèi)容及檢驗(yàn)基準(zhǔn)致命 嚴(yán) 重 輕 微 1外觀目視 1.整機(jī)外表面有易傷人之批鋒的;√ 2.電鍍件出現(xiàn)鍍層不均勻、變色、刮花(1米內(nèi)看不清的);機(jī)體 有輕微變形等; √ 3.噴漆件出現(xiàn)掉漆、刮花;顏色不符合訂單要求;√ 4.塑膠件出現(xiàn)爆裂、變形、水紋的;√ 5.玻璃色澤不均勻;有輕微變形、臟污、劃痕、水紋;√ 6.外殼絲印不清晰,易隨自然環(huán)境的變化褪色、脫落;√ 7.機(jī)內(nèi)有雜物、螺絲等;√ 8.標(biāo)簽粘貼不牢
LED吸頂燈系列作業(yè)指導(dǎo)書
格式:pdf
大小:313KB
頁數(shù):2P
4.4
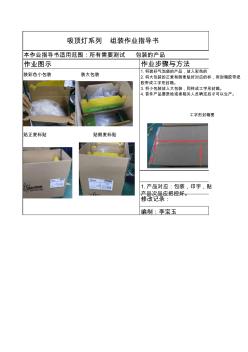
作業(yè)圖示 裝彩色小包裝裝大包裝 貼正麥標(biāo)貼貼側(cè)麥標(biāo)貼 編制:李寶玉 1.產(chǎn)品對(duì)應(yīng):包裝,印字,貼 產(chǎn)品次品應(yīng)把控好。 修改記錄: 本作業(yè)指導(dǎo)書適用范圍:所有需要測(cè)試包裝的產(chǎn)品 作業(yè)步驟與方法 吸頂燈系列組裝作業(yè)指導(dǎo)書 1.將裝好氣泡袋的產(chǎn)品,放入彩色的 2.將大包裝的正麥和側(cè)麥貼好對(duì)應(yīng)的標(biāo),用封箱膠帶把 膠帶成工字形封箱。 3.將小包裝放入大包裝,同樣成工字形封箱。 4.首件產(chǎn)品要質(zhì)檢或者相關(guān)人員確定后才可以生產(chǎn)。 工字形封箱圖 作業(yè)名稱包裝 頁數(shù)/總頁數(shù)第16頁/總16頁 2016.3.22 物料/工具/注意事項(xiàng) 物料 工具(主要) 品質(zhì)要求 1.外觀小次放 2.參數(shù)不對(duì)挑出 3.注意貼紙,包裝盒信息對(duì)應(yīng) 審核:核準(zhǔn): 字,貼紙等

LED(RGB軟燈條系列)作業(yè)指導(dǎo)書
格式:pdf
大小:616KB
頁數(shù):4P
4.7
(rgb軟燈條系列)文件編號(hào) rgb軟燈條(通用)文件頁次 2010/7/8版本編號(hào) 5 爐前目檢 工序 外觀 制作:審核: 1.對(duì)已貼片好的pcb進(jìn)行檢查/自檢,檢驗(yàn)有無漏貼元件,貼片偏移, 貼片反向,貼錯(cuò)位置,貼片立碑等不良缺陷.(重點(diǎn)檢驗(yàn)項(xiàng)目) 2、對(duì)不良點(diǎn)用鑷子進(jìn)行修正,輕拿輕放,不要擦到fpc板或是碰到 其它電子原件。 3.爐前目檢應(yīng)從爐中出來一塊板,必須進(jìn)行測(cè)試(檢驗(yàn)重點(diǎn),不能出 現(xiàn)pcb板推擠現(xiàn)象) 3.不良缺陷判定依據(jù)《sop作業(yè)指導(dǎo)書》要求判定 4.此工序操作具體依據(jù)《sop作業(yè)指導(dǎo)書》執(zhí)行生產(chǎn)。 目視 《自主檢驗(yàn) 報(bào)告》 無 檢驗(yàn) 工序 檢驗(yàn) 工具 備料 物料核 對(duì) 1.生產(chǎn)部/外協(xié)加工廠依據(jù)《
LED燈具廠IPQC作業(yè)指導(dǎo)書
格式:pdf
大小:70KB
頁數(shù):1P
4.4
變更標(biāo)識(shí)變更日期變更內(nèi)容 a/030/05/2013初版 版次a/1a/118/04/2014 生效日期18/04/2014 頁次第1頁,共3頁 3.0.定義: ipqc(inprocessqualitycontrol):過程品質(zhì)控制 bom(billofmaterial):材料表(物料清單) ecn(engineeringchangenote):工程更改通知 sop(standardoperatingprocedure):標(biāo)準(zhǔn)作業(yè)程序 sip(standardinpectionprocedure):標(biāo)準(zhǔn)檢驗(yàn)規(guī)范 car(correctionactionreport):改善行動(dòng)通知書 ecn、內(nèi)部聯(lián)絡(luò)單等相關(guān)文件,在第一時(shí)間內(nèi)確認(rèn)生產(chǎn)線送檢的1p

LED燈制程巡檢作業(yè)指導(dǎo)書(精)
格式:pdf
大小:69KB
頁數(shù):13P
4.4
led燈制程巡檢作業(yè)指導(dǎo)書 修訂 日期 修 訂 單 號(hào) 修訂內(nèi)容摘 要 頁 次 版次修訂審核 批 準(zhǔn) 2011/08/1 5 / 系統(tǒng)文件 新制定 4 a/ 0 /// 批準(zhǔn):審核:編制: led燈制程巡檢指導(dǎo)書 一目的: 規(guī)范半成品、成品制程巡檢檢測(cè)項(xiàng)目、方法、頻率及標(biāo)準(zhǔn),確保生 產(chǎn)過程符合工藝要求和作業(yè)規(guī)范,從而保證產(chǎn)品質(zhì)量符合客戶要求;同時(shí)通 過制程巡檢收集生產(chǎn)制程的數(shù)據(jù),有效地監(jiān)控制程的變化,并以此推動(dòng)制程 的持續(xù)改善。 二范圍: 所有l(wèi)ed應(yīng)用產(chǎn)品半成品和成品制程; 四權(quán)責(zé): 4.1qe:負(fù)責(zé)制定制程巡檢的作業(yè)規(guī)范; 4.2檢驗(yàn)員:負(fù)責(zé)按制程巡檢作業(yè)指導(dǎo)書進(jìn)行檢驗(yàn); 五內(nèi)容: 5.1巡檢項(xiàng)目: 制 程 檢 頻 率 ( 小 時(shí) / 次 ) 測(cè) 數(shù) 量 ( p c s ) 工 組 片 檢 測(cè) 視 燈 罩 次視 箱 溫 度 巡 查 度 計(jì) 巡檢 記錄 表
LED泛光燈作業(yè)指導(dǎo)書最新文檔
低壓LED軟條燈作業(yè)指導(dǎo)書滴膠樣本
格式:pdf
大小:2.6MB
頁數(shù):10P
4.7
資料內(nèi)容僅供您學(xué)習(xí)參考,如有不當(dāng)或者侵權(quán),請(qǐng)聯(lián)系改正或者刪除。 生產(chǎn)作業(yè)指導(dǎo)書 機(jī)種名稱版本站別 品質(zhì) 會(huì)簽 核 準(zhǔn) 審 核 制 表 文件編號(hào)頁次 led低壓軟條 燈 a年月日修改1 作業(yè)內(nèi)容 貼片前準(zhǔn)備工作---------關(guān)于電阻配置: 1:仔細(xì)閱讀定單要求,確認(rèn)燈條電壓要求,是12v/24v。 2:測(cè)試led的vf值,及方向。 3:考慮到led的壽命和亮度要求,本公司電流規(guī)定每串電流在15---18ma之間。 4:計(jì)算電阻值,產(chǎn)品以一米60燈,24v,cpz-bg-n836-24v-w為例,公式如下:
LED軟條燈作業(yè)任務(wù)指導(dǎo)書
格式:pdf
大小:5.3MB
頁數(shù):14P
4.4
** 深圳市賽萊特照明工程有限公司 生產(chǎn)作業(yè)指導(dǎo)書 產(chǎn)品名稱版本站別品質(zhì) 會(huì)簽 核 準(zhǔn) 審 核 制 表 文件編號(hào)頁次 led軟燈條a年月日修改1 作業(yè)內(nèi)容 貼片前準(zhǔn)備工作 1:仔細(xì)閱讀定單要求,確認(rèn)燈條電壓要求,是5v/12v/24v。 2:測(cè)試led的vf值,及方向。 3:準(zhǔn)備好電阻電容. 4:焊接好led和電阻,再用萬用表測(cè)試電流是否正常。 序號(hào)設(shè)備治具規(guī)格數(shù)量序號(hào)品名規(guī)格用量位置 1鑷子1柔性fpc10*300mm 2萬用表2led5050ws2812 3電源3貼片電阻電容 ** 生產(chǎn)作業(yè)指導(dǎo)書 產(chǎn)品名稱版本站別品質(zhì) 會(huì)簽 核 準(zhǔn) 審 核 制 表 文件編號(hào)頁次 led軟燈條a年月日修改2 作業(yè)內(nèi)容 刷錫膏 1.找到對(duì)應(yīng)的鋼網(wǎng),將鋼網(wǎng)和fpc板對(duì)準(zhǔn)確

光纜作業(yè)指導(dǎo)書
格式:pdf
大小:5.5MB
頁數(shù):14P
4.7
一、光纜施工 光纜施工屬高風(fēng)險(xiǎn)環(huán)節(jié),施工過程中,一定要注意施工安全。光纜施工主要分以下幾步完成:光纜布放與光纜保護(hù)和分線箱安裝 分線箱接續(xù)(成端)與測(cè)試 步驟一:光纜布放與光纜保護(hù) 光纜布放與光纜保護(hù)工序活動(dòng)操作人員 a)光纜盤測(cè)檢驗(yàn) 2、管道光纜和子管敷設(shè) 光纜布放與光纜保護(hù)施工 光纜步驟 1 路由測(cè)量以及材料檢驗(yàn):根據(jù)《工程設(shè)計(jì)文件》的走線路由及現(xiàn)場(chǎng)情況 確定是否需要布放子管或者架空以及光纜長度;光纜布放前要先進(jìn)行盤 測(cè)并做好記錄。 2管道光纜和子管敷設(shè) 3光纜保護(hù) 注意事項(xiàng) 1 盤測(cè)檢驗(yàn):對(duì)工程中使用的光纜等主要材料,應(yīng)與監(jiān)理一起進(jìn)行必要的 檢驗(yàn)或盤測(cè)測(cè)試,并把檢驗(yàn)和測(cè)試結(jié)果形成記錄,責(zé)任人和監(jiān)理人員須 簽名確認(rèn),以備做交工文件時(shí)使用。對(duì)測(cè)試不合格的材料產(chǎn)品應(yīng)及時(shí)反 饋和報(bào)告,并予以清退; 光纜配盤:根據(jù)中繼段的長度和現(xiàn)場(chǎng)的實(shí)際情況(主要考慮地理?xiàng)l件是 否能做光纜接

光纜作業(yè)指導(dǎo)書
格式:pdf
大小:5.7MB
頁數(shù):14P
4.5
一、光纜施工 光纜施工屬高風(fēng)險(xiǎn)環(huán)節(jié),施工過程中,一定要注意施工安全。光纜施工主要分以下幾步完成:光纜布放與光纜保護(hù)和分線箱安裝 分線箱接續(xù)(成端)與測(cè)試 步驟一:光纜布放與光纜保護(hù) 光纜布放與光纜保護(hù)工序活動(dòng)操作人員 a)光纜盤測(cè)檢驗(yàn) 2、管道光纜和子管敷設(shè) 光纜布放與光纜保護(hù)施工 光纜步驟 1 路由測(cè)量以及材料檢驗(yàn):根據(jù)《工程設(shè)計(jì)文件》的走線路由及現(xiàn)場(chǎng)情況 確定是否需要布放子管或者架空以及光纜長度;光纜布放前要先進(jìn)行盤 測(cè)并做好記錄。 2管道光纜和子管敷設(shè) 3光纜保護(hù) 注意事項(xiàng) 1 盤測(cè)檢驗(yàn):對(duì)工程中使用的光纜等主要材料,應(yīng)與監(jiān)理一起進(jìn)行必要的 檢驗(yàn)或盤測(cè)測(cè)試,并把檢驗(yàn)和測(cè)試結(jié)果形成記錄,責(zé)任人和監(jiān)理人員須 簽名確認(rèn),以備做交工文件時(shí)使用。對(duì)測(cè)試不合格的材料產(chǎn)品應(yīng)及時(shí)反 饋和報(bào)告,并予以清退; 光纜配盤:根據(jù)中繼段的長度和現(xiàn)場(chǎng)的實(shí)際情況(主要考慮地理?xiàng)l件是 否能做光纜接
LED平板燈面板燈生產(chǎn)作業(yè)指導(dǎo)書 (2)
格式:pdf
大小:254KB
頁數(shù):11P
4.7
佛山市穗明光電有限公司 面板燈生產(chǎn)作業(yè)指導(dǎo)書 作業(yè)流程圖 ng ng 電參數(shù) ng ok ok 漏電測(cè)試 作業(yè)指導(dǎo)書 文件編號(hào)wi-qe-0802備料 成品綜合檢測(cè) 固定燈板在散 熱體上 維修 核對(duì)材料 燈板測(cè)試 焊連接線與裝 擴(kuò)散面板 安裝鋁邊框與鋁 邊框的固定 成品包裝 檢驗(yàn)入庫 點(diǎn)亮老化 電源安裝 電源固定蓋安 裝 貼燈珠與焊接 燈珠 安裝電源固定 板和裝飾板 版本ao 編制生產(chǎn)品質(zhì)工程頁碼1/9 實(shí)施時(shí)間2010-8-8 產(chǎn)品名稱:面板燈工序名稱:貼燈珠與焊燈珠 設(shè)備:防靜電手環(huán)、針筒、鑷子、高溫焊臺(tái) 序號(hào)物料名稱用量備注 1燈珠按bom清單要求根據(jù)工單要求 2燈板按bom清單要求 3錫膏按bom清單要求 操作示意圖: 圖1:圖2:圖3:圖4: 操作步驟: 1、準(zhǔn)備好燈珠和燈板等材料 2、在燈板焊盤上點(diǎn)上錫膏 3、把燈
LED平板燈面板燈生產(chǎn)作業(yè)指導(dǎo)書
格式:pdf
大小:1.4MB
頁數(shù):11P
4.4
佛山市穗明光電有限公司 面板燈生產(chǎn)作業(yè)指導(dǎo)書 作業(yè)流程圖 ng ng 電參數(shù) ng ok ok 漏電測(cè)試 備料 成品綜合檢測(cè) 固定燈板在散 熱體上 維修 核對(duì)材料 燈板測(cè)試 焊連接線與裝 擴(kuò)散面板 安裝鋁邊框與鋁 邊框的固定 成品包裝 檢驗(yàn)入庫 點(diǎn)亮老化 電源安裝 電源固定蓋安 裝 貼燈珠與焊接 燈珠 安裝電源固定 板和裝飾板 作業(yè)指導(dǎo)書 文件編號(hào)wi-qe-0802 版本ao 編制生產(chǎn)品質(zhì)工程頁碼1/9 實(shí)施時(shí)間2010-8-8 產(chǎn)品名稱:面板燈工序名稱:貼燈珠與焊燈珠 設(shè)備:防靜電手環(huán)、針筒、鑷子、高溫焊臺(tái) 序號(hào)物料名稱用量備注 1燈珠按bom清單要求根據(jù)工單要求 2燈板按bom清單要求 3錫膏按bom清單要求 操作示意圖: 圖1:圖2:圖3:圖4: 操作步驟: 1、準(zhǔn)備好燈珠和燈板等材料 2、在燈板焊盤上點(diǎn)上錫膏 3、把

噴涂作業(yè)指導(dǎo)書
格式:pdf
大小:17KB
頁數(shù):10P
4.3
編號(hào):ptgy-01 1 噴涂工藝 噴漆是對(duì)經(jīng)過檢驗(yàn)合格后的產(chǎn)品、半成品進(jìn)行覆蓋的表面處理。噴漆起到防 銹、防腐,美觀并具有標(biāo)志的作用。在噴漆前必須進(jìn)行前處理,此時(shí)要對(duì)欲進(jìn)行 噴漆的產(chǎn)品進(jìn)行整體檢查,并對(duì)可修復(fù)的缺陷進(jìn)行修整、補(bǔ)救。 1、前處理工藝流程簡圖 預(yù)處理→除油→水洗→除銹→水洗→干燥→打膩?zhàn)印蹓m 2、前處理工藝規(guī)范及操作規(guī)程 2.1.除銹: 2.1.1除銹是根據(jù)具體生產(chǎn)現(xiàn)場(chǎng)的條件及被處理工件表面狀況的不同,而采取 不同的處理手段,消除影響噴漆質(zhì)量的不利因素。①薄板件、小零部件產(chǎn)用酸洗、 磷化處理;②大工件采用角向磨光機(jī)等手動(dòng)工具或拋丸除銹(氧化皮),除銹處 理達(dá)sa2.5(手工st3)或酸洗磷化。處理后用壓縮空氣清除銹塵 2.1.2除銹的質(zhì)量檢驗(yàn)標(biāo)準(zhǔn)為目視,除銹后的工件應(yīng)無銹跡或氧化皮殘留,機(jī) 體表面為均勻的銀灰色金屬基體即可。 2.2.除油 2.

攪拌作業(yè)指導(dǎo)書
格式:pdf
大小:46KB
頁數(shù):2P
4.3
德信誠培訓(xùn)網(wǎng) 更多免費(fèi)資料下載請(qǐng)進(jìn):http://www.***.***好好學(xué)習(xí)社區(qū) 攪拌作業(yè)指導(dǎo)書 (iso9001:2015) 1.目的: 統(tǒng)一規(guī)范員工的作業(yè)方式,提升員工的操作技能,進(jìn)一步確保產(chǎn)品的質(zhì)量以及 生產(chǎn)的穩(wěn)定性。 2.適用范圍: 適用于es環(huán)保膠漿及普通膠漿的生產(chǎn) 3.權(quán)責(zé): 3.1整套攪拌、脫泡、倒缸設(shè)備由兩人協(xié)同生產(chǎn)操作完成,機(jī)員要服從機(jī)長安 排。 3.2攪拌人員:負(fù)責(zé)產(chǎn)品實(shí)現(xiàn)的跟進(jìn),以及產(chǎn)品質(zhì)量的維護(hù);負(fù)責(zé)資材的配備、 確認(rèn)及攪拌;負(fù)責(zé)擔(dān)當(dāng)區(qū)域衛(wèi)生。 4.實(shí)施程序: 4.1攪拌人員收到《作業(yè)指示書》,確認(rèn)特記一欄中是否有指示,如果有必須按 照特記欄中的指示生產(chǎn)。 4.2每天在攪拌作業(yè)之前,先由攪拌人員負(fù)責(zé)把當(dāng)天所需的a-50按生產(chǎn)順序 填寫在貼紙上,并貼在a-50放置處,配合當(dāng)中無a-50的產(chǎn)品可不用填寫,a-50 由顏料計(jì)量擔(dān)當(dāng)負(fù)
涵洞作業(yè)指導(dǎo)書
格式:pdf
大小:29KB
頁數(shù):9P
4.3
涵洞施工作業(yè)指導(dǎo)書 1.目的 明確京九聯(lián)絡(luò)線涵洞工程施工作業(yè)工藝流程、操作要點(diǎn)和相應(yīng)工藝標(biāo) 準(zhǔn),指導(dǎo)、規(guī)范涵洞施工。 2.編制依據(jù) 《新建天津至保定鐵路工程施工圖(津保施涵-京九聯(lián))》 《客貨共線鐵路橋涵工程施工技術(shù)指南》 《鐵路混凝土工程施工技術(shù)指南》鐵建設(shè)【2010】241號(hào) 《實(shí)施性施工組織設(shè)計(jì)》 3.適用范圍 適用于京九聯(lián)絡(luò)線所有涵洞工程施工。 3施工工藝 3.1施工準(zhǔn)備 涵洞開工前,現(xiàn)場(chǎng)測(cè)設(shè)涵洞位置,核對(duì)涵位、孔徑、涵長、方向、出入 口高程以及與既有線路、溝渠的連接,結(jié)合現(xiàn)場(chǎng)實(shí)際與設(shè)計(jì)文件進(jìn)行核對(duì), 如有不符,及時(shí)與設(shè)計(jì)單位聯(lián)系解決。 施工前要求清理場(chǎng)地,并做好施工機(jī)械進(jìn)、出場(chǎng)地及材料運(yùn)輸?shù)牡缆贰?基坑開挖前,測(cè)定基坑中心線、方向和高程;按地質(zhì)、水文資料,結(jié)合 現(xiàn)場(chǎng)情況,確定開挖坡度、支護(hù)方案、開挖范圍和防、排水措施。 3.2施工測(cè)量 依據(jù)設(shè)計(jì)圖紙對(duì)涵洞所在位置進(jìn)行
生產(chǎn)作業(yè)指導(dǎo)書
格式:pdf
大小:16KB
頁數(shù):6P
4.6
篇一:車間生產(chǎn)作業(yè)指導(dǎo)書 焊接質(zhì)量控制作業(yè)指導(dǎo)書 箱體焊接; 1;保證箱體的外框和箱體的尺寸符合工藝要求,(見圖紙)焊接時(shí)應(yīng)采取必要的措施以防 止變形,對(duì)于變形的產(chǎn)品要進(jìn)行校正。2焊材的要求:要求焊絲與焊接件必須是同等材質(zhì)。 3坡口的要求:2.5mm以上的板材必須打坡口,可打單面坡口,角度為45度,深度為板厚的 1/3,8mm以上的需打雙面破口深度各為板厚的1/3。4焊道均勻,不得有咬邊,氣孔,擊 穿,等焊接缺陷。附件焊接; 1安裝支件焊接:按照?qǐng)D紙要求,保證安裝尺寸并且測(cè)量對(duì)角線不超過2mm,保證與箱體垂 直不許傾斜。 2指示燈套和開關(guān)套的焊接,面板與燈套的凸臺(tái)不允許有間隙,從里面焊接焊道不宜過大,不 能傷及螺紋,不允許有擊穿和變形等焊接缺陷。3接地螺栓的焊接:箱蓋的接地要用焊釘機(jī) 點(diǎn)焊,不允許傷及表面,箱
LED泛光燈作業(yè)指導(dǎo)書相關(guān)
文輯推薦
知識(shí)推薦
百科推薦

職位:咨詢工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


