




PE熱熔機焊接全過程(附圖)
格式:pdf
大小:861KB
頁數:5P
關鍵詞pe管道焊接機pe管道對焊機pe熱熔對焊機熱熔對接機pe熱熔機操 作施工使用說明演示圖解 pe熱熔對接機使用圖解 很多剛剛接觸pe施工的人經常會問有關熱熔對接焊機如何操作的問題,盡管 我們的使用說明書中有很詳盡的說明,但那也是在購買了我們產品之后,因此 我們特地拍攝了一些圖片,圖文并茂的給大家講解下如何使用熱熔對接焊機; 如有不足之處還請方家指正! 熱熔對接的連接界面是平面,其方法是將兩相同的連接界面用熱板加熱到粘流 態后,移開熱板,再給連接界面施加一定壓力,并在此壓力狀態下冷卻固化,形 成牢固的連接。在加熱對前,需要將待焊管道的兩端口進行銑削,這樣一是為 使焊接面更加平整、二是為去掉端口表面的塑料氧化層使得同分子熔融更徹底。 整個焊接工藝的主要過程為調整、加熱、切換、合縫加壓和冷卻。對接時界 面上處于粘流態的材料有流動也有擴散,流動太大不利于
PE熱熔機焊接全過程及使用說明
格式:pdf
大小:7.2MB
頁數:10P
由諸暨凱林機電有限公司友情提供網址http://www.***.*** 由諸暨凱林機電有限公司友情提供網址http://www.***.*** pe熱熔機焊接全過程(操作過程圖示) pe熱熔機特點: 熱熔對接的連接界面是平面,其方法是將兩相同的連接界面用熱板加熱到粘 流態后,移開熱板,再給連接界面施加一定壓力,并在此壓力狀態下冷卻固化, 形成牢固的連接。在加熱對前,需要將待焊管道的兩端口進行銑削,這樣一是為 使焊接面更加平整、二是為去掉端口表面的塑料氧化層使得同分子熔融更徹底。 整個焊接工藝的主要過程為調整、加熱、切換、合縫加壓和冷卻。對接時 界面上處于粘流態的材料有流動也有擴散,流動太大不利于擴散和纏結,所以要 把流動限制在一定范圍,在有限的流動中實現“熔后焊接”。因此,對接工藝的關 鍵是要在對接過程中調整好溫度、時間、壓
編輯推薦下載
PE管道熱熔機及其對焊技術
格式:pdf
大小:549KB
頁數:5P
 4.5
4.5
1 pe管道熱熔機及其對焊技術 聚乙烯(pe)管與傳統的金屬管、水泥管相比具有重量輕、耐腐蝕、使用壽命長及安裝方便等優點, 廣泛應用于自來水、燃氣、煤礦等諸多領域。 熱熔機具體操作方法及步驟: 焊接過程的五個階段: 熱熔對接通常有五個階段,即加熱階段,吸熱階段,切換階段,焊接階段和冷卻階段。 (1)焊接準備 將管件放入動夾與固定夾之間,中間兩管口之間的距離以放入銑削器為準。 (2)電源接通 將電源負荷開關打開,加熱板通電預熱(通常設置在210℃±3℃)。 (3)壓力p的計算:p=p1+p2 1)p1為對接壓力 2)p2為拖動壓力 動夾剛剛開始運動,壓力表顯示的壓力為拖動力p2。 3)對接壓力p的計算 實際焊接壓力p=p1+p2。調整溢流閥,使壓力表指針指向計算的p值。 (4)銑削 將銑削器放在兩管口之間,啟動銑削器,操作手柄打至前進位置,使動夾瓦緩慢移動,銑削
pe管熱熔焊接
格式:pdf
大小:517KB
頁數:11P
4.6
pe管熱熔焊接工藝 隨著國家西氣東輸等重點工程相繼啟動,聚乙烯——pe(polyethylene)管道的應用日漸廣泛, 目前該產品已廣泛應用于燃氣、天然氣、供水等領域。 pe管線具有易施工,速度快,耐腐蝕,無污染,使用壽命長等特點。pe管道連接主要有兩種 方法:熱熔連接和電熔連接。目前主管道主要采用熱熔連接。熱熔連接原理是將兩根pe管道的配 合面緊貼在加熱工具上來加熱其平整的端面直至熔融,移走加熱工具后,將兩個熔融的端面緊靠 在一起,在壓力的作用下保持到接頭冷卻,使之成為一個整體。 一、焊接準備。熱熔焊接施工準備工作如下: ①將與管材規格一致的卡瓦裝入機架; ②準備足夠的支撐物,保證待焊接管材可與機架中心線處于同一高度,并能方便移動; ③設定加熱板溫度200~230℃(本數據以杭州東雷機械廠供應的焊機為參考,具體溫度以廠家 提供的數據為準); ④接通
PE熱熔機工藝特點與焊接全過程介紹模板熱門文檔

pe管熱熔焊接
格式:pdf
大小:814KB
頁數:13P
4.6
pe管熱熔焊接工藝 隨著國家西氣東輸等重點工程相繼啟動,聚乙烯——pe(polyethylene)管道 的應用日漸廣泛,目前該產品已廣泛應用于燃氣、天然氣、供水等領域。 pe管線具有易施工,速度快,耐腐蝕,無污染,使用壽命長等特點。pe管 道連接主要有兩種方法:熱熔連接和電熔連接。目前主管道主要采用熱熔連接。 熱熔連接原理是將兩根pe管道的配合面緊貼在加熱工具上來加熱其平整的端面 直至熔融,移走加熱工具后,將兩個熔融的端面緊靠在一起,在壓力的作用下 保持到接頭冷卻,使之成為一個整體。 一、焊接準備。熱熔焊接施工準備工作如下: ①將與管材規格一致的卡瓦裝入機架; ②準備足夠的支撐物,保證待焊接管材可與機架中心線處于同一高度,并能方 便移動; ③設定加熱板溫度200~230℃(本數據以杭州東雷機械廠供應的焊機為參考, 具體溫度以廠家提供的數據為準); ④接
論PE管熱熔對焊接施工技術的應用
格式:pdf
大小:230KB
頁數:3P
4.3
采用聚乙烯pe管熱熔對焊接施工技術,實踐證明能夠抵抗地震等自然災害的影響;氣密性好,氣體滲透率低。聚乙烯管道連接方便、施工簡單,維修少、使用壽命長,pe管道焊接施工方面能較好控制施工環境污染,而且經濟效益十分顯著。

PE實壁管熱熔焊接工藝
格式:pdf
大小:12KB
頁數:3P
4.5
山東亞馬遜塑業有限公司 pe實壁管熱熔焊接工藝 隨著國家西氣東輸等重點工程相繼啟動,聚乙烯——pe(poly ethylene)管道的應用日漸廣泛,目前該產品已廣泛應用于燃氣、 自然氣、供水等領域. pe實壁管線具有易施工,速度快,耐腐蝕,無污染,使用壽命長 等特點.pe管道連接主要有兩種方法:熱熔連接和電熔連接.目前 主管道主要采用熱熔連接.熱熔連接原理是將兩根pe實壁管道的配 合面緊貼在加熱工具上來加熱其平整的端面直至熔融,移走加熱工具 后,將兩個熔融的端面緊靠在一起,在壓力的作用下保持到接頭冷卻, 使之成為一個整體. 一、焊接預備.熱熔焊接施工預備工作如下: ①將與管材規格一致的卡瓦裝進機架; ②預備足夠的支撐物,保證待焊接管材可與機架中心線處于同一高度, 并能方便移動; ③設定加熱板溫度200~230℃(本數據以杭州東雷機
PE管熱熔焊接實用工藝
格式:pdf
大小:340KB
頁數:31P
4.7
實用標準文案 精彩文檔 pe管熱熔焊接工藝 一、焊接準備。熱熔焊接施工準備工作如下: ①將與管材規格一致的卡瓦裝入機架; ②準備足夠的支撐物,保證待焊接管材可與機架中心線處于同 一高度,并能方便移動; ③設定加熱板溫度200~230℃ ④接通焊機電源,打開加熱板、銑刀和油泵開關并試運行。 二、焊接。焊接工藝流程如下:檢查管材并清理管端→緊固管 材→銑刀銑削管端→檢查管端錯位和間隙→加熱管材并觀察最小卷 邊高度→管材熔接并冷卻至規定時間→取出管材。在焊接過程中,操 作人員應參照焊接工藝卡各項參數進行操作,而且在必要時,應根 據天氣、環境溫度等變化對其進行適當調整: ①核對欲焊接管材規格、壓力等級是否正確,檢查其表面是否有 磕、碰、劃傷,如傷痕深度超過管材壁厚的10%,應進行局部切 除后方可使用; ②用軟紙或布蘸酒精清除兩管端的油污或異物; ③將欲焊接的管材置

PE熱熔機工藝特點與焊接全過程介紹模板精華文檔
PE管熱熔焊接工藝
格式:pdf
大小:314KB
頁數:28P
4.5
pe管熱熔焊接工藝 一、焊接準備。熱熔焊接施工準備工作如下: ①將與管材規格一致的卡瓦裝入機架; ②準備足夠的支撐物,保證待焊接管材可與機架中心線處于同 一高度,并能方便移動; ③設定加熱板溫度200~230℃ ④接通焊機電源,打開加熱板、銑刀和油泵開關并試運行。 二、焊接。焊接工藝流程如下:檢查管材并清理管端→緊固管 材→銑刀銑削管端→檢查管端錯位和間隙→加熱管材并觀察最小卷 邊高度→管材熔接并冷卻至規定時間→取出管材。在焊接過程中,操 作人員應參照焊接工藝卡各項參數進行操作,而且在必要時,應根 據天氣、環境溫度等變化對其進行適當調整: ①核對欲焊接管材規格、壓力等級是否正確,檢查其表面是否有 磕、碰、劃傷,如傷痕深度超過管材壁厚的10%?,應進行局部切 除后方可使用; ②用軟紙或布蘸酒精清除兩管端的油污或異物; ③將欲焊接的管材置于機架卡瓦內,使兩端伸
pe管熱熔焊接施工工藝
格式:pdf
大小:464KB
頁數:4P
4.7
pe管熱熔焊接施工工法 文章作者:劉建新魯久列 1概述 pe管材料屬聚烯烴類高分子化合物,其分子由碳、氫元素組成,無有害元素, 衛生可靠。在加工、使用及廢棄過程中,不會對人體及環境造成不利影響,是綠 色建材。pe管材不僅韌性、撓性好,而且焊接性能極佳,管道連接過程中施焊 效果可靠,造價低;同時具有良好的氣密性、耐腐蝕性和良好的抵抗裂紋快速傳 遞能力,因而廣泛用于市政、石油、化工、燃氣等建設領域。pe管材的應用是 2004年建設部科技成果推廣項目。公司近年來開展對pe管熱熔焊接技術進行 研究,研究成果成功地用于珠三角地區的燃氣工程,取得了較好的經濟效益和社 會效益。 2特點 2.0.1工藝流程先進,可實現全自動、半自動施工。 2.0.2接頭連接牢固可靠。 2.0.3施工技術先進,設備操作簡單,勞動強度低。 2.0.4施工過程中無需配備較多的施工機具,節約成本,機動
PE管熱熔焊接工藝 (2)
格式:pdf
大小:145KB
頁數:5P
4.5
pe管熱熔焊接工藝 隨著國家西氣東輸等重點工程相繼啟動,聚乙烯——pe (polyethylene)管道的應用日漸廣泛,目前該產品已廣泛應用于燃 氣、天然氣、供水等領域。 pe管線具有易施工,速度快,耐腐蝕,無污染,使用壽命長 等特點。pe管道連接主要有兩種方法:熱熔連接和電熔連接。目前 主管道主要采用熱熔連接。熱熔連接原理是將兩根pe管道的配合面 緊貼在加熱工具上來加熱其平整的端面直至熔融,移走加熱工具后, 將兩個熔融的端面緊靠在一起,在壓力的作用下保持到接頭冷卻, 使之成為一個整體。 一、焊接準備。熱熔焊接施工準備工作如下: ①將與管材規格一致的卡瓦裝入機架; ②準備足夠的支撐物,保證待焊接管材可與機架中心線處于同 一高度,并能方便移動; ③設定加熱板溫度200~230℃(本數據以杭州環眾焊機為參 考,具體溫度以廠家提供的數據為準); ④接通焊機電源,
PE管熱熔焊接工藝標準
格式:pdf
大小:338KB
頁數:31P
4.6
-* pe管熱熔焊接工藝 一、焊接準備。熱熔焊接施工準備工作如下: ①將與管材規格一致的卡瓦裝入機架; ②準備足夠的支撐物,保證待焊接管材可與機架中心線處于同 一高度,并能方便移動; ③設定加熱板溫度200~230℃ ④接通焊機電源,打開加熱板、銑刀和油泵開關并試運行。 二、焊接。焊接工藝流程如下:檢查管材并清理管端→緊固管 材→銑刀銑削管端→檢查管端錯位和間隙→加熱管材并觀察最小卷 邊高度→管材熔接并冷卻至規定時間→取出管材。在焊接過程中,操 作人員應參照焊接工藝卡各項參數進行操作,而且在必要時,應根 據天氣、環境溫度等變化對其進行適當調整: ①核對欲焊接管材規格、壓力等級是否正確,檢查其表面是否有 磕、碰、劃傷,如傷痕深度超過管材壁厚的10%,應進行局部切 除后方可使用; ②用軟紙或布蘸酒精清除兩管端的油污或異物; ③將欲焊接的管材置于機架卡瓦內,使兩

PE管熱熔對接機日常維護與保養
格式:pdf
大小:10KB
頁數:1P
4.4
熱熔對接機日常維護與保養 1.焊機應安放在干燥、無腐蝕性氣體場所。須平穩放置,特別是控制裝置不允許豎放、倒放、側放。 2.嚴禁焊機與其它物件混雜堆放及撞擊,焊機各主要部件外觀不能有明顯損傷。 3.機架上的導桿外露表面應清潔、無銹蝕。 4.定期檢查油箱的液壓油量及油質,當油量不足時應及時補足,油變質應及時更換(推薦使用 32號液壓油)。 5.常檢查液壓系統有無外泄漏(滴油、漏油)。如有發現應及時修理,否則將影響焊接質量并 污染環境。 6.不要讓液壓快速接頭粘上塵土。臟的接頭將污染液壓油,從而損壞液壓元器件。 7.定期檢查電氣系統的安全性,特別是要求接地良好,以確保焊工安全。 8.檢查加熱板表面,不粘涂層應無劃傷等現象,如有涂層損壞嚴重應及時更換加熱板,否則將影 響焊接質量。 9.控制裝置是不防水的,使用時應嚴禁進水,尤其是潮濕、陰雨天氣。 10.本控制箱為精密電子產品,切勿進水。
PE熱熔機工藝特點與焊接全過程介紹模板最新文檔
PPR熱熔機使用方法
格式:pdf
大小:26KB
頁數:4P
4.5
ppr熱熔機使用方法 一:安裝前檢查 1:拖線板、電線、插頭、插座是否完好,熱容器具是否松動或損壞,專用 減管是否完好。 2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水隱 患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用管子剪。 五:加熱時:無旋轉地把管端導入加熱模頭套內,插入到所標識的深度,同 時,無旋轉地把管件推到加熱模頭上,達到規定標志處。 六:達到加熱時間后,立即把管材
pe管熱熔連接要點
格式:pdf
大小:9KB
頁數:1P
4.4
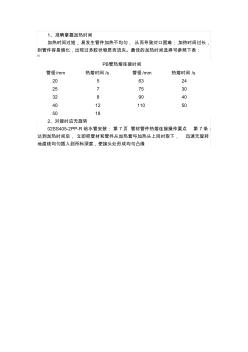
1、準確掌握加熱時間 加熱時間過短,易發生管件加熱不均勻,從而導致對口困難;加熱時間過長, 則管件容易熔化,出現過多膠狀物質而流失。最佳的加熱時間選擇可參照下表: [1] pb管熱熔連接時間 管徑/mm熱熔時間/s管徑/mm熱熔時間/s 2056324 2577530 3289040 401211050 5018 2、對接時應無旋轉 02ss405-2pp-r給水管安裝:第7頁管材管件熱熔連接操作要點第7條: 達到加熱時間后,立即把管材和管件從加熱套與加熱頭上同時取下,迅速無旋轉 地直線均勻插入到所標深度,使接頭處形成均勻凸緣
ppr熱熔機使用方法
格式:pdf
大小:2.9MB
頁數:7P
4.4
ppr熱熔機使用方法 ppr熱熔機使用方法 ppr熱熔器,也稱熱合器,熱合機等。適用于加熱對接ppr管。簡單實用, 小型價格在30rmb左右。現有可調節溫控和固定溫控兩種。 一:安裝前檢查1:拖線板、電線、插頭、插座是否完好,熱容器具是否松動 或損壞,專用減管是否完好。2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水 隱患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用

ppr熱熔機使用方法 (2)
格式:pdf
大小:3.1MB
頁數:5P
4.8
ppr熱熔機使用方法 ppr熱熔器,也稱熱合器,熱合機等。適用于加熱對接ppr管。簡單實用, 小型價格在30rmb左右。現有可調節溫控和固定溫控兩種。 一:安裝前檢查1:拖線板、電線、插頭、插座是否完好,熱容器具是否松 動或損壞,專用減管是否完好。2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水 隱患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用管子剪。 五:加熱時:無
PE大口徑管材介紹PE管的熱熔對接
格式:pdf
大小:13KB
頁數:1P
4.5
pe大口徑管材介紹pe管的熱熔對接 熱熔連接是pe管系統的突出優點.能夠熱熔連接的含義是聚乙烯管 材、管件可以通過熱熔連接起來并且連接處的強度超過管材管件的本體 強度. pe管可以通過熱熔對接連成長管并且直徑基本不變,這就為采用非開 挖鋪設和應用于管道內襯修補創造了條件. pe管道系統的熱熔連接方式有熱熔對接(包括鞍型連接)和熱熔承 插連接.熱熔承插連接適用于直徑比較小的管材、管件(一般直徑在 dn63mm以下),因為直徑小的管材、管件管壁較薄,截面較小,采用對接不 易保證質量. 熱熔對接適合于直徑比較大的管材管件,比承插連接用料省、易制造, 并且,在熔接前切去氧化表面層,熔接壓力可以控制,質量較易保證. 熱熔對接是采用熱熔對焊機來加熱管端,使其熔化,敏捷將其貼合,堅持有 必然的壓力,經冷卻到達熔接的目標.各尺寸的pe管均

 psp鋼塑管電磁熱熔機
psp鋼塑管電磁熱熔機 psp鋼塑管電磁熱熔機
格式:doc
大小:66KB
頁數:3P
5
"隨著現代工業技術的不斷發展,管材的連接方式也在不斷創新。其中,psp鋼塑管電磁熱熔機作為一種先進的連接設備,其在psp鋼塑管的連接中發揮著重要的作用。這種設備采用了電磁熱熔技術,能夠實現管材的快速、安全、可靠的連接,大大提高了施工效率和工程質量。"
PPR熱熔機模頭尺寸
格式:pdf
大小:51KB
頁數:3P
4.8
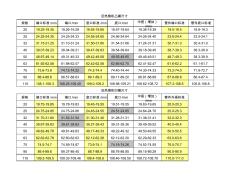
規格端口標準/mm端口/mm底口標準/mm底口/mm中徑(增加) /mm 管件端口標準管件底口標準 2019.25-19.3519.26-19.2919.55-19.6519.57-19.6419.36-19.3919.0-19.518.8-19.3 2524.25-24.3524.25-24.3324.55-24.6524.56-24.6424.26-24.4023.8-24.423.5-24.1 3231.15-31.2531.10-31.2431.50-31.6031.54-31.6631.24-31.3130.7-31.330.4-31.0 4039.07-39.2339.04-39.2139.47-39.6339.54-39.6439.18-39.4538.7-39.338.3-38.9 5048.97
PPR管連接過程中熱熔機的使用方法
格式:pdf
大小:10KB
頁數:7P
4.7
ppr管是一種功能性能較多的管材,內壁的十分的光滑,不會發生結 垢現象,避免了滋生細菌和真菌,保證了介質不會污染,同時也能夠 保證介質多年的流量不會發生變化,無論是作為供暖管材還是飲用水 供水管都能受到大家的普遍的好評。ppr管受到好評的另一個原因, ppr管有著良好的熱熔接性能,能夠非常好的連接,接口和管材熔接 為一體,強度非常好,不會發生漏水的現象。為了保證ppr管良好的 連接性能,我們在使用熱熔機的時候就要非常注意。 在是ppr熱熔機要做好安裝前檢查,正規廠家生產的熱熔機器一般有 紅綠指示燈,紅燈代表加溫,綠燈代表恒溫,第一次達綠燈時不可使 用,必須第二次達綠燈時方可使用,熱熔時溫度在260℃-280℃。對 每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并 不可用錘子或重物敲擊水管,以預防
PE熱熔對焊機操作規程
格式:pdf
大小:7KB
頁數:3P
4.7
1 pe熱熔對焊機操作規程 1目的與意義 規范pe熱熔對焊機的操作,確保pe管熱熔焊接的質量以及操作過程 的安全。 2適用范圍 本規程適用于***公司所屬的pe熱熔焊接的操作。 3操作細節 3.1使用前的準備 3.1.1核對焊機的輸入電壓規格,嚴禁接入其他級別的電壓,以免 焊機燒毀或不能工作。 3.1.2按照設備的實際功率,正確選配電源配線。 3.1.3連接好焊機接地線,以免發生觸電事故。 3.1.4清潔油路接頭,正確地連接焊機各部件。 3.1.5測量電源電壓,確認電壓符合焊機要求。 3.1.6檢查清潔加熱板,若加熱板涂層損壞應當更換。加熱板表面 聚乙烯的殘留物只能用木質工具去除,油污油脂等必須用潔凈的棉布 和酒精進行處理。 3.2.4按照焊接工藝正確設置吸熱、冷卻時間和加熱板溫度等參數。 焊接前,加熱板應當在焊接溫度下適當預熱,以確保加熱板溫度均
PE熱熔對焊機電氣使用說明
格式:pdf
大小:374KB
頁數:6P
4.6
電 氣 使 用 說 明 書 280-450型對焊機電氣使用說明 一、外接電源接線: 對焊機外接電源為三相四線制電源,在電箱外接電源電纜 上棕、黑、藍三色接在380v電源上,黃綠雙色線接在零線上。 二、初步上電: 在沒有接外部的三個金屬接頭時,上電后溫控顯示面板上 面一排的數值顯示為“---”,下面一排的數值顯示為200(溫 控顯示面板下面一排的數值是根據用戶來設定溫度的,200只是 作為一個參考),電壓表的指針指在380v左右。 三、連接外用設備: 初步上電后把電源關掉,按照標識牌分別把加熱板、油壓 站、刨削器接在各自的金屬接頭上。(加熱板和油壓站的兩根 電纜線可以通用,但是與電箱連接的一端必須和標識牌一致) 四、上電試運行: 1.把外用設備連接好,上電時溫控顯示面板上面一排的數值 顯示為加熱板的溫度。(如果還是顯示“---”說明加熱板 接頭沒有接好或者接錯金
PE熱熔機工藝特點與焊接全過程介紹模板相關
文輯推薦
知識推薦
百科推薦


職位:電氣銷售工程師
擅長專業:土建 安裝 裝飾 市政 園林


