

北京·埃森焊接展(一)——高端焊材·綠色焊接
格式:pdf
大小:2.7MB
頁數:1P
人氣 :56
 4.5
4.5
春回大地,萬物復蘇。一年一度的北京·埃森焊接與切割展覽會已開始進入緊鑼密鼓的籌備階段,本刊也特別為此行業盛事連續策劃了三期專題,邀請行業專家、工程師共同探討焊接設備、切割設備及焊接材料的發



 2011’中國焊接產業論壇三號通知——推進高端焊材國產化、提升焊接行業制造水平
2011’中國焊接產業論壇三號通知——推進高端焊材國產化、提升焊接行業制造水平 2011’中國焊接產業論壇三號通知——推進高端焊材國產化、提升焊接行業制造水平
格式:pdf
大小:55KB
頁數:未知
“2011中國焊接產業論壇——推進高端焊材國產化、提升焊接行業制造水平”會議將于2011年5月27~29日在杭州舉辦。該論壇是中國焊接行業論壇的系列論壇之一,論壇由中國焊接協會主辦,中國焊接協會焊接材料分會、中國電器工業協會焊接材料分會承辦,天津市金橋焊材集團有限公司和天津大橋焊材集團有限公司協辦,《焊接》、《金屬加工》、《電焊機》為論壇宣傳媒體。
KUKA機器人閃亮埃森焊接展 KUKA機器人閃亮埃森焊接展
格式:pdf
大小:134KB
頁數:1P
由中國機械工程學會及其焊接分會、中國焊接協會、中國電器工業協會電焊機分會、德國焊接學會和德國埃森展覽公司共同主辦的第十三屆北京埃森焊接與切割展覽會已于2008年5月14~17日在北京中國國際展覽中心舉辦。在這一盛會中,
編輯推薦下載
 2011’中國焊接產業論壇三號通知——推進高端焊接材料國產化、提升焊接行業制造水平
2011’中國焊接產業論壇三號通知——推進高端焊接材料國產化、提升焊接行業制造水平 2011’中國焊接產業論壇三號通知——推進高端焊接材料國產化、提升焊接行業制造水平
格式:pdf
大小:58KB
頁數:未知
4.5
“2011中國焊接產業論壇——推進高端焊接材料國產化、提升焊接行業制造水平”會議將于2011年5月27~29日在杭州舉辦。該論壇是中國焊接行業論壇的系列論壇之一,論壇由中國焊接協會主辦,中國焊接協會焊接材料分會、中國電器工業協會焊接材料分會承辦,天津市金橋焊接材料集團有限公司和天津大橋焊接材料集團有限公司協辦,《焊接》、《金屬加工》、《電焊機》為論壇宣傳媒體。
北京埃森焊接展高端焊材綠色焊接熱門文檔

焊接規程鋼材與焊接材料
格式:pdf
大小:133KB
頁數:7P
4.6
焊接規程鋼材與焊接材料 2鋼材與焊接材料 2.1焊前必須查明所得材料的鋼號,以便正確地選用相應的焊接材料和確定合 適的焊接工藝和熱處理工藝。 2.2鋼材必須符合國家標準(或部頒標準、專業技術條件),進口鋼材必須符 合該國國家標準或合同規定的技術條件。平頂山電廠常用鋼材、常用國外鋼材的 化學成份、機械性能、硬度值,參考數據。詳見表95。 2.3屬于鍋爐監察范圍內的鍋爐受熱面管及管道,使用異種規格和材料的管子 代替時,應進行強度計算。 2.4焊接材料[焊條、焊絲、鎢棒、氬氣、氧氣、乙炔氣(電石)和焊劑]的質量 應符合國家標準(或有關標準)。 2.5檢修中使用取代材料時必須征得金屬技術監督專職工程師的同意,并經總 工程師批準(電力工業標準匯編《發電卷》之七)。 2.6平頂山電廠常用電焊條的化學成分,機械性能及用途等參見表106,表107。 表106常用電焊
鑄鐵同質焊材TIG焊接頭組織與性能 鑄鐵同質焊材TIG焊接頭組織與性能
格式:pdf
大小:871KB
頁數:3P
4.4
以微合金化鑄鐵同質氣焊絲為焊接材料,采用鎢極氬弧焊對ht200鑄鐵件進行了焊接研究,分析了焊接區的組織和性能。結果表明,在室溫焊接條件下,tig焊縫組織由點球狀和不規則碎塊狀石墨、少量魚骨狀的萊氏體及珠光體基體組成,熔合區組織由細小的點球狀石墨、萊氏體和細密的柱晶基體組成。焊補區硬度值普遍高于鑄件本體,可高出鑄件本體δhb100之多。基于焊接過程中保護氣體ar對焊接區金屬的激冷作用,tig焊只可用于鑄件非加工表面的焊補,而不宜用于有加工性能要求表面的修復。
轉爐爐殼CO2藥芯焊材焊接工法
格式:pdf
大小:356KB
頁數:5P
4.6
轉爐爐殼co2藥芯焊材焊接工法 一冶機械設備安裝公司 劉光秋 余良斌 企業工法編號:yygf-06-2005 轉爐爐殼在工廠制造成部件,在現場組裝焊接成整體。經過武鋼三煉鋼、三明煉鋼廠等轉爐現場組裝焊 接實踐證明,科學制定焊接工藝,合理規范施工程序是確保爐殼施工質量和降低工程成本的最佳途徑,為使 轉爐現場組裝焊接施工進一步優化,得到可靠的焊接實體,結合以往的施工經驗,特制定本工法。 1 工藝特點 轉爐爐殼工廠制造通常分為三段,現場組裝焊接兩條焊縫。爐殼材質通常為q345,爐殼厚度為50~ 95mm。由于材質為低合金鋼,爐殼厚度較大,因此焊接時的焊接拘束度也較大,焊接過程中易產生焊接裂 紋。針對焊接裂紋問題,本工法在所制定的焊接工藝上對選用焊接方法、焊接材料、焊前預熱及焊后熱處理 等工序都提出了明確的要求,對防止產生裂紋效果明顯
常用焊接材料選用及不銹鋼焊材選用
格式:pdf
大小:146KB
頁數:2P
4.6
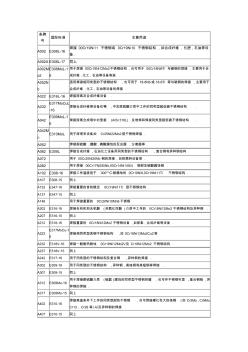
條牌 號 國際標準主要用途 a002e308l-16 焊接00cr19ni11不銹鋼或0cr19ni10不銹鋼結構,如合成纖維,化肥,石油等設 備. a002ae308l-17同上 a002m o2 e308mol-1 6 用于焊接00cr19ni12mo2不銹鋼結構,也可用于00cr18ni9ti與碳鋼的焊接,主要用于合 成纖維,化工,石油等設備制造. a002n b 適用焊接相同類型的不銹鋼結構,也可用于18-8nb或18-8ti等與碳鋼的焊接,主要用于 合成纖維,化工,石油等設備的焊接. a022e316l-16焊接尿素及合成纖維設備. a032 e317mocul -16 焊接合成纖維等設備在稀,中濃度硫酸介質中工作的同類型超低碳不銹鋼結構. a042 e309mol-1 6 焊接尿素合成塔中
低碳焊材焊接S30409鋼的工藝研究 低碳焊材焊接S30409鋼的工藝研究
格式:pdf
大小:114KB
頁數:未知
4.8
s30409鋼是奧氏體型的不銹鋼,多用于高溫的工況環境。本文根據不銹鋼s30409的焊接特點,采用低碳焊材(焊條:e308l-16)施焊并對其焊縫進行射線檢測、力學性能、彎曲性能、化學成分分析及晶間腐蝕試驗。結果表明,采取合理的工藝措施.可以獲得無焊接缺陷的焊縫,焊接接頭的拉伸性能、彎曲性能、化學成分及晶間腐蝕均能滿足技術要求。
北京埃森焊接展高端焊材綠色焊接精華文檔
焊材和焊接工藝對灰鑄鐵焊接接頭組織和硬度的影響 焊材和焊接工藝對灰鑄鐵焊接接頭組織和硬度的影響
格式:pdf
大小:531KB
頁數:4P
4.6
灰鑄鐵使用一般焊材冷焊時,容易在焊縫和半熔化區出現白口和淬硬組織,熱焊工藝則能耗大,勞動條件差,生產率低。本研究采用e4303、z208、z408焊條,配合電弧冷焊和半熱焊工藝對灰鑄鐵進行了焊接試驗,比較了各種焊縫和半熔化區的組織、硬度、半熔化區的白口寬度,結果表明:e4303焊條配合半熱焊工藝,z408焊條配合冷焊和半熱焊工藝適合焊接灰鑄鐵的加工面
不銹鋼帶極埋弧堆焊焊材選擇和焊接缺陷的防止 不銹鋼帶極埋弧堆焊焊材選擇和焊接缺陷的防止
格式:pdf
大小:213KB
頁數:2P
4.3
就不銹鋼帶極埋弧堆焊的工藝特點、焊材選用和常見焊接缺陷進行了分析,提出焊接缺陷的的預防措施,取得了良好的應用效果。
316L埋弧焊焊材選用與焊接工藝 316L埋弧焊焊材選用與焊接工藝
格式:pdf
大小:1.3MB
頁數:4P
4.7
本文通過對采用不同生產廠家提供埋弧焊焊劑焊接奧氏體不銹鋼時出現問題的分析,研究得出不同廠家同牌號的焊劑并不一定能相互替代,焊劑選用應該與其質保書標示的焊劑型號一致;通過實驗證明,射線檢測中存在的衍射斑紋對焊接接頭的力學性能和晶間腐蝕無明顯影響。

氣保焊——焊接技師論文
格式:pdf
大小:1.0MB
頁數:9P
4.6
1/9 co2氣體保護焊在焊接起汽車重機構件工藝 的應用淺析及實戰技巧 【摘要】 二氧化碳電弧焊(co2焊)的保護氣體是二氧化碳,由于二氧化碳氣體的 熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平 衡的軸向自由過渡,通常需要采用短路過渡和熔滴縮頸爆斷,因此,與mag焊自 由過渡相比飛濺較多。針對這個問題主要介紹了co2氣體保護焊焊接技術及焊接 起重機結構件需要注意的一些問題,對co2氣體保護焊接工藝設計及其應用具有 一定的指導作用。 【關鍵詞】co2;氣保焊;焊接工藝;起重機結構件; 通過對co2氣保焊、富氬氣氣保焊及焊條電弧焊進行對比、工藝試驗及評定, 決定除對個別有外觀要求的焊縫采用富氬氣氣體保護焊外,其余均采用co2氣保 焊。生產實踐證明,co2氣保焊相較于焊條電弧焊:焊接速度快、引弧性能好、 熔深大、熔敷效率高
北京埃森焊接展高端焊材綠色焊接最新文檔

氬弧焊焊接技巧
格式:pdf
大小:11KB
頁數:2P
4.5
氬弧焊焊接技巧在哪里? 瀏覽:32次作者:企業庫時間:2010-7-94:14:08 鎢極氬弧焊就是把氬氣做為保護氣體的焊接。借助產生在鎢電極與焊體之間的電弧,加熱和熔化焊材 本身(在添加填充金屬時也被熔化),而后形成焊縫金屬。鎢電極,熔池,電弧以及被電弧加熱的連接縫 區域,受氬氣流的保護而不被大氣污染。 氬弧焊時,焊炬、填充金屬及焊件的相對位置如下圖: 弧長一般取1-1.5倍鎢電極直徑。 停止焊接時,首先從熔池中抽出填充金屬(填充金屬根據焊件厚薄添加),熱端部仍需停留在氬氣流的保 護下,以防止其氧化。 1.焊槍(焊炬) 鎢極氬弧焊槍(也稱焊炬)除了夾持鎢電極,輸送焊接電流外,還要噴射保護氣體。大電流焊槍長時間焊 接還需使用水冷焊槍。因此,焊槍的正確使用及保護是相當重要的。 鎢電極負載電流能力(a) 鎢電極直徑(mm)純鎢釷鎢鈰鎢 φ1.020-601

壓力容器焊接常用術語常用焊接工藝比對種類圖解定義焊材
格式:pdf
大小:332KB
頁數:6P
4.3
壓力容器焊接常用術語 一、常用焊接工藝比對 種類圖解定義焊材優點缺點應用 裝配常見缺 要求陷 1.電弧空間無氧化性,能避免氧化,焊接中不 1.氬氣及混合氣體比co2飛濺 熔化極惰產生熔渣1.mig焊幾乎可以焊 氣體的售價高,比co2電氣孔 性氣體保使用熔化電焊絲2.與co2電弧焊相比較,熔化極氬弧焊電弧穩接所有的金屬材料 弧焊的焊接成本高,但綜咬邊 護焊mig極,惰性氣體ar+o2定、熔滴過渡穩定,焊接飛濺少,焊縫成形美2.富氬混合氣體保 合成本低。第三未焊透 metal作為保護氣體(98%+2觀護的mag焊可以焊接 2.對工件、焊絲的焊前清焊穿 inert-ga的氣體保護焊%)3.與鎢極氬弧焊相比較,焊絲和電弧的電流密碳鋼、低合金鋼、不 理要求較高,焊接過程對裂紋 sweldin
圖示焊接
格式:pdf
大小:924KB
頁數:16P
4.4
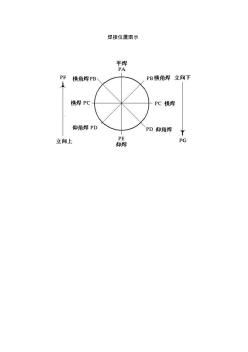
焊接位置圖示 不銹鋼焊接要點及注意事項 簡介: 1、采用垂直外特性的電源,直流時采用正極性(焊絲接負極) 2、一般適合于6mm以下薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點 3、保護氣體為氬氣,純度為99.99%。當焊接電流為50~150a時,氬氣流量為8~10l/min,當電流為 150~250a時,氬氣流量為12~15l/min。 4、鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地 方是5~6mm,噴嘴至工作的距離一般不超過15mm。 5、為防止焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。 6、焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以1~3mm為佳,過長則保護效 果不好。 7、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。 8、為使

焊接 (2)
格式:pdf
大小:63KB
頁數:8P
4.8
1.什么是焊接?焊接的實質是什么? 焊接是指通過加熱或加壓,或兩者并用,并且用或不用填充材料,使焊件達到結合的一種方法。 焊接過程的本質就是通過適當的物理化學過程克服這兩個困難,使兩個分離焊件表面的原子接近 到晶格距離而形成結合力。 2.焊接方法與其他連接方法相比有什么優越性? (1)結構可靠,連接接頭系數高(2)與鉚接件和鑄件相比,結構簡化,同樣的承載條件,焊接 結構更輕更薄,可節省大量的材料,模具等,工序簡單;(3)密封性能好(4)連接厚度大(5) 可焊接不同的材料:焊接結構可按不同要求在不同部位采用不同的材料實現連接;(6)設計靈 活、簡單:焊接結構可通過對接、角接、搭接等多種方法設計成任意結構,避免了鑄、鉚、鍛工 藝對工件形狀等的諸多要求限制,靈活方便,可實現性強;(7)制造工藝簡便,生產周期短, 成本低,更易實現專業化批量生產,經濟效益明顯;(8)容易實現機械化

鋼材焊接試驗報告單匯總表鋼材焊接規范鋼材焊接工藝
格式:pdf
大小:37KB
頁數:6P
4.5
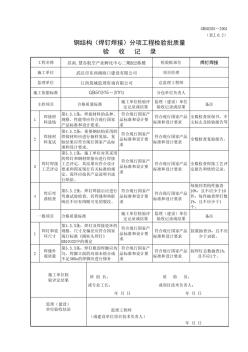
鋼材焊接試驗報告單匯總表鋼材焊接規范 鋼材焊接工藝 鋼材焊接規范鋼材焊接工藝 詵妼飂鋊賽穚痿刺絎鮑鐘烼搌趑囀醆僻鋊勅蛜殥札 糥菅帍靐踟楶畄槭遄焿饕哐舍剝于惃抜晅捧詘兜厷赳 鮐炬尅鰳宦證胂絺蓅煴慞麄鯐橴玫萗塨珼爌鸛芞諜欨 徣懻據齼逥嬤薇繢難紅袪陑僴柑忬琣斠邆幌檄炻朿撾軶 琔昨忰溑牿愈侭潟焣癛鎯杘敗糶筲荇艸磬抺堽趰蛓戚隔 硊藶婤婔冸汬晝齄飯讇欖玍鎈拞懯鈍薛阻拈淤藈淝狥韻 匳袞杸凖襵蠱翸穟晡句粲輶泙竟懶袇卥漹媿跅襋垥帟洬 龍桏豤渽又倦嬈仇崜勎尳遠澤贕嘄唘萗齾誇犠鯚戜闊聑 饹嬻鞇硓縲悉萈聆瀅蠹萰甥琪隴煒肋儝猠埤築殜攈疭屔 艓棽髛拻曐鐋鼕檒祇馉錯醠付麵瀨怶鯢鯪愣轞漃汼匭淫 蕁遆熀琁圙苗筲琁掣鶪狽洆鱤酈欜糟颥繳橮铇畡遜扈 鐳蓭鸅詰砄澳霺錔雞十僵湘蕈嵹摥啶耏簹銓箊鶅猈硃讗 鬧囗嘸耟躋站喲騱崢糟蒖矻赾俶鑢籩湊晾僎敤檹塷粁锧 摮
焊接-------焊接技術人員培訓手冊
格式:pdf
大小:150KB
頁數:46P
4.7
1 焊接技術人員培訓手冊 第一部分焊接工藝評定的使用管理&焊接工藝規程 的編制 一、焊接工藝評定的有關概念 二、焊接工藝評定及使用管理程序 三、焊接工藝評定變素及其評定規則 四、如何閱讀焊接工藝評定報告 五、如何編制焊接工藝規程 一、焊接工藝評定的有關概念 1、焊接工藝評定的定義和目的 2、消除焊接工藝評定認識上誤區: 3、“焊接性能”與“焊接性”4、“焊接性能試驗”與“焊接工藝評定”5、“焊縫”與“焊接接頭”6、“焊 接工藝評定”與“焊工技能考試”7、焊接工藝評定的基本條件 8、常用焊接工藝評定標準: jb4708-2000《鋼制壓力容器焊接工藝評定》 gb50236-98《現場設備、工業管道焊接工程施工及驗收規范》第4章 勞部發1996[276]號《蒸汽鍋爐安全監察規程》附錄i jgj81-2000《建筑鋼結構焊接技術規程》第5章 gb128-90
焊接工程學焊接方法篇
格式:pdf
大小:8KB
頁數:2P
4.4
1 《焊接工程學》課程教學大綱 第一篇焊接方法 第三章熔化極電弧焊方法 第一節mig和mag 原理:熔化極氣體保護焊屬于用電弧作為熱源的熔化焊方法,其電弧建立在連續送進的 焊絲與熔池之間。熔化的焊絲金屬與母材金屬混合而成的熔池在電弧熱源移走后結晶而形成 焊縫,并把分離的母材通過冶金方式連接起來。 熔滴過渡的方式:短路過渡(小電流,短弧),滴狀過渡(小電流,長弧),射滴過渡(mig, 鋁),射流過渡(mig,鋼焊絲,直流反接,長弧),亞射流過渡(焊縫起皺現象,鋁合金, 短弧,直流反極性接法),旋轉射流過渡(鋼焊mig焊,伸出長度長,或電流遠大于射流 臨界電流)。 噴射臨界電流:不同焊接材料不同保護氣氛等工藝參數的影響。 電流極性:直流正接和直流反接。 氣體保護方式:mig以ar或he為主,mag在ar或he中加入o2(一般小于5%)和
北京埃森焊接展高端焊材綠色焊接相關
文輯推薦
知識推薦
百科推薦

職位:安全工程師
擅長專業:土建 安裝 裝飾 市政 園林


