

單點金剛石車削非球曲面測量數據樣條擬合算法研究
格式:pdf
大小:2.9MB
頁數:3P
人氣 :90
 4.6
4.6
在分析離散數據插值與逼近方法的基礎上,討論了B-樣條擬合算法;并針對超精密非球曲面的測量數據,分析了B-樣條擬合算法的擬合誤差與階次的關系,同時與多項式最小二乘擬合做了比較。對比結果表明,B-樣條擬合能達到更高的精度,并建議在非球曲面擬合中采用4階次B-樣條、51個控制節點,能達到較好的擬合效果。



 聚晶金剛石復合片車削花崗巖的磨損規律
聚晶金剛石復合片車削花崗巖的磨損規律 聚晶金剛石復合片車削花崗巖的磨損規律
格式:pdf
大小:1.5MB
頁數:6P
利用工具顯微鏡和測力儀觀測聚晶金剛石復合片(pdc)刀具車削花崗巖的過程,采用掃描電子顯微鏡觀測pdc刀具的磨損斷口形貌。研究結果表明:pdc刀具車削花崗巖的磨損過程可以分為初始磨損階段、快速磨損階段和穩定磨損階段;單次受力曲線呈周期性波動上升;pdc刀具的磨損是由于沖擊與磨削同時作用的結果,且以磨削為主,沖擊為輔;pdc的磨損過程中既有磨料磨損,也有疲勞磨損,是多種磨損形式組合的結果;pdc的磨損與斷裂是由于w和co粘結相承受不住外加載荷,率先發生斷裂而導致與其粘結在一起的金剛石發生了脫落。
編輯推薦下載
天然金剛石
格式:pdf
大小:82KB
頁數:7P
4.7
筑神-建筑下載:http://www.***.*** 天然金剛石 本標準適用于沒有經過人為加工的天然金剛石單晶或其碎塊。 一、分類 1 天然金剛石按有途作為: (1)工藝品用金剛石。 (2)拉絲模用金剛石。 (3)刀具用金剛石。 (4)硬度計壓頭用金剛石。 (5)地質鉆頭和石油鉆頭金剛石。 (6)砂輪刀用金剛石。 (7)玻璃刀用金剛石。 (8)金剛石及修整器用金剛石。 (9)磨料用金剛石。 二、技術要求 2 天然金剛石的技術指標,按不同用途分別規定如下: (1)工藝品用金剛石 --------------------------------------------------------------------- ------------ 級 別 晶體特征 規格
單點金剛石車削非球曲面測量數據樣條擬合算法研究熱門文檔
用金剛石涂層刀具切削加工復合材料 用金剛石涂層刀具切削加工復合材料
格式:pdf
大小:183KB
頁數:未知
4.6
當前,制造業在大力推進以多功能化、高性能化為主的產品開發;近年來,環保型產品的開發也變得日益必要;同時,產品使用的材料也在逐年變化。在代表制造業的汽車工業、航空工業以及半導體工業,雖然過去主要使用鐵系材料作為產品的構件材料,但目前高強度、
關于薄壁金剛石鉆頭金剛石濃度的設計問題
格式:pdf
大小:154KB
頁數:3P
4.5
收稿日期:2001-05-30 作者簡介:薛軍(1942-),男(漢族),江蘇無錫人,中國地質大學(北京)副研究員,科學鉆探國家專業實驗室專職研究人員,鉆探工程專業,碩 士,從事巖石破碎學的教學及鉆頭、鉆具的研究工作,北京市海淀區學院路29號,(010)82323273;于松波(1971-),女(漢族),吉林松源人,吉 林油田責任有限公司測井公司技術員,從事測井技術及計算等工作。 關于薄壁金剛石鉆頭金剛石濃度的設計問題 薛 軍1,于松波2 (11中國地質大學〈北京〉,北京100083;21吉林油田責任有限公司測井公司,吉林松遼132000) 摘 要:簡要指出了薄壁金剛石鉆頭金剛石濃度合理設計的重要意義,提出了理論設計需要解決的幾個重要問題 和解決辦法,認為通過生產或實驗的檢驗與修正
單顆粒金剛石平面劃擦大理石的實驗研究 單顆粒金剛石平面劃擦大理石的實驗研究
格式:pdf
大小:837KB
頁數:7P
4.4
本文采用單顆粒金剛石沿不同的切削路徑(不同間距切痕或重疊切痕)與不同切削深度的組合形式進行了平面劃擦廣西白大理石的試驗。分析了兩種切削路徑下各加工參數對切削力fz的影響,結果表明:當切削深度小于10μm時,兩種切削路徑對各道切痕的切削力fz無明顯影響;當切削深度大于30μm時,切削路徑對切削力fz影響增大,且在相等切削深度的條件下,切痕重疊時的加工性能比不同切痕間距時的加工性能差;在不同間距切痕條件下,小間距大切削深度(l70μm)或大間距小切削深度(l>600μm,ap<10μm)的組合形式的加工性能較好。
用相機測量金剛石膜透光性的研究 用相機測量金剛石膜透光性的研究
格式:pdf
大小:272KB
頁數:未知
4.5
為了方便測量、記錄和交流金剛石膜的透光性,對用相機測定金剛石膜透光性的技術問題進行了研究。其原理是由相機的感光度、光圈、快門速度先得到一張級差為20%的25級金剛石膜透光性的速查表。測量中,得知膜的快門速度后查表,即可知膜的透光性級數和透光率。該法表征金剛石膜透光性的方式,可適用于多散點單參數膜25級平面坐標圖示法和單散點多參數膜相關信息元素的多項式法。該方法快速方便、簡單可靠,無需大型設備,保證了金剛石膜的完整性,觧決了整片金剛石膜透光性的測量、表征和分級的問題。
單點金剛石車削非球曲面測量數據樣條擬合算法研究精華文檔
金剛石在建筑物改造與加固中的應用研究
格式:pdf
大小:182KB
頁數:2P
4.4
結合北京市一些建筑物的改造與加固工程中金剛石的應用,分析了金剛石在建筑行業應用中存在的一些問題,并對這些存在的問題提出了解決的措施和建議,指出了金剛石在建筑行業中應用的廣闊前景。
高時效金剛石鉆頭的研究現狀 高時效金剛石鉆頭的研究現狀
格式:pdf
大小:209KB
頁數:2P
4.4
在金剛石鉆頭應用研究過程中,高效率與長壽命經常是互相矛盾的,為協調兩者的關系,研究者往往把如何提高鉆進時效作為首要解決的問題。國內外學者對此進行了多方面的研究,如金剛石鉆頭人工出刃處理、優選金剛石參數、改變胎體耐磨性,以及研制出各種異形唇面鉆頭和弱包鑲金剛石鉆頭。
高時效金剛石鉆頭的研究現狀 高時效金剛石鉆頭的研究現狀
格式:pdf
大小:169KB
頁數:3P
4.4
在金剛石鉆頭應用研究過程中,高效率與長壽命經常是互相矛盾的,為協調兩者的關系,研究者往往把如何提高鉆進時效作為首要解決的問題。國內外學者對此進行了多方面的研究,如金剛石鉆頭人工出刃處理、優選金剛石參數、改變胎體耐磨性,以及研制出各種異形唇面鉆頭和弱包鑲金剛石鉆頭。
金剛石復合片耐磨性研究 金剛石復合片耐磨性研究
格式:pdf
大小:283KB
頁數:5P
4.4
采用不同的合成工藝,在高溫高壓下合成出金剛石復合片(pdc),并進行磨耗比測試,進而對樣品高溫熱處理前后的磨耗比進行對比。結果表明:在保持其他條件(合成壓力,合成溫度,合成時間)不變的情況下,樣品的磨耗比隨燒結溫度的升高先增加后減小;隨合成時間先增加后減小;隨金剛石粒度的增大而增加。測過磨耗比后,對樣品進行無氣氛保護高溫熱處理,并再次對樣品進行磨耗比測試。試驗發現:在較低合成溫度或較短合成時間下合成的樣品經高溫處理后磨耗比較處理前增加,而在較高合成溫度或較長合成時間下合成的樣品磨耗比減小。經多次試驗和分析得出:合成壓力在5~5.5gpa,t3溫度下,燒結6分鐘為最佳合成工藝,在此條件下合成的金剛石復合片的磨耗比為40×104。

大尺寸薄鋁板的單點金剛石飛切加工工藝研究(20200929105653)
格式:pdf
大小:716KB
頁數:1P
4.4
大尺寸薄鋁板的單點金剛石飛切加工工藝研究(20200929105653)
單點金剛石車削非球曲面測量數據樣條擬合算法研究最新文檔
現代金剛石工具制造中的過程數據管理
格式:pdf
大小:195KB
頁數:2P
4.6
快速訪問過程數據與可靠的過程質量控制已成為日漸增長的全球化生產的需要,這也涉及到金剛石工具制造行業。據g.weber和p.lrmler報道,德國飛羽公司在其新設計的“設備/計算機”連接中實現了這一點。
車削加工時間定額的算法研究 車削加工時間定額的算法研究
格式:pdf
大小:154KB
頁數:6P
4.4
工時定額是企業管理的一項基礎工作,是企業進行科學化、標準化管理的必要手段。隨著制造業向智能化、信息化制造發展,對工時定額制定的科學、準確性提出了更高的要求,而目前多數企業沿用的經驗估工法、統計法,制定工時定額比較粗糙,無法滿足自動化生產線、精密加工設備對時間、節拍的精確要求,導致排產不均衡,產能波動及制造資源浪費。車削加工時間定額的算法研究從分析加工工藝過程入手,研究加工工藝、切削設備、切削參數與工時定額的內在聯系,確定工時定額方法。通過車床切削工藝參數的確定、不同加工類型工時定額計算模型的設計,得到了系統計算車削工時定額的方法,通過與工廠實際車削過程驗證對比,證明具有較高的準確性和良好的實用性。
切削Al_2O_3強化木地板用金剛石刀具研究 切削Al_2O_3強化木地板用金剛石刀具研究
格式:pdf
大小:426KB
頁數:未知
4.7
本文介紹了切削al_2_o3強化木地極的加工特點,研究了金剛石刀具的結構、切削刃材料、幾何角度及切削參數等。試驗表明:新型金剛石刀具完全適用于al_2o3強化木地板的切削加工,其耐用度與進口刀具相當、而價格較低。
金剛石砂輪表面形貌測量系統 金剛石砂輪表面形貌測量系統
格式:pdf
大小:419KB
頁數:未知
4.3
為了實現對金剛石砂輪表面形貌的非接觸精密測量,開發了基于干涉原理的金剛石砂輪表面形貌專用測量系統,研究了該系統的測量原理和關鍵技術。根據垂直掃描白光干涉顯微測量原理以及被測對象的特征,提出了適用于砂輪測量的方法,研究了系統的自動掃描范圍、垂直方向的掃描方法、單次測量三維表面的恢復算法和磨粒的識別算法。結合自行設計的夾具搭建了砂輪測量系統,并對多次測量拼接算法進行了實驗分析。實驗結果表明:基于區域重合大小(重合度為30%~50%)的拼接算法獲得的拼接前后重合區域的相關系數均大于0.8,拼接后重合區域的高度差均小于0.4μm。得到的結果顯示所搭建的系統可以恢復砂輪的形貌,其測量范圍和精度滿足砂輪磨粒評定和分析的要求。

金剛石、石墨、碳60習題
格式:pdf
大小:201KB
頁數:3P
4.8
最大最全最精的教育資源網www.***.*** 全國中小學教育資源門戶網站|天量課件、教案、試卷、學案免費下載|www.***.*** 金剛石、石墨和c60習題精選(二) 1.點燃一根蠟燭,用冷碟底放在蠟燭火焰上方,一會兒,在碟底收集到炭黑,由此能 得出蠟燭的組成中一定含有() a.碳元素 b.氫元素 c.氧元素 d.氫、氧元素 2.2003年2月1日,美國“哥倫比亞”號航天飛機在空中失事。有專家分析認為,其 原因可能是航天飛機機殼底部的石墨瓦在空中脫落,擊中機翼。航天飛機表面覆蓋石墨瓦可 以起隔熱和保護作用,這主要是因為石墨() a.能導電 b.密度小 c.熔點高、耐高溫,化學性質穩定 d.硬度小,有潤滑作用 3.中國科學技術大學錢逸泰教授等以ccl4和金屬鈉為原料,在700℃時制造出納米級 金剛石粉末。該成果發表在世界權威的《科學》
 新型金剛石刀片及刀盤銑削鋁合金時對毛刺的控制
新型金剛石刀片及刀盤銑削鋁合金時對毛刺的控制 新型金剛石刀片及刀盤銑削鋁合金時對毛刺的控制
格式:pdf
大小:564KB
頁數:3P
4.6
毛刺通常由于塑性變形產生于被加工材料切削終端邊緣,并且特別容易產生于諸如鋁合金一類延展性較好或是如不銹鋼一樣韌性較好的材質。因而,為了控制毛刺,就要設法減小被加工材料切削終端邊緣部分的塑性變形,也就是必須降低切削力。本研究主要探討了刀盤的幾何構造及其所使用的金剛石刀片的刀尖幾何形狀與面銑刀盤加工時毛刺發生機理的相關性。
金剛石鉆頭車間工作說明書
格式:pdf
大小:579KB
頁數:52P
4.8
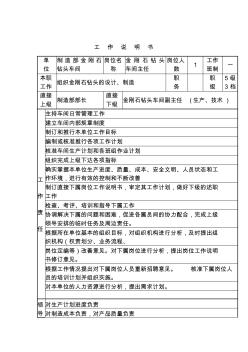
工作說明書 單 位 制造部金剛石 鉆頭車間 崗位名 稱 金剛石鉆頭 車間主任 崗位人 數 1 工作 班制 一 本職 工作 組織金剛石鉆頭的設計、制造 職 務 職 級 5級 3檔 直接 上級 制造部部長 直接 下級 金剛石鉆頭車間副主任(生產、技術) 工 作 責 任 主持車間日常管理工作 建立車間內部規章制度 制訂和推行本單位工作目標 編制或核準推行各項工作計劃 核準車間生產計劃和各班組作業計劃 組織完成上級下達各項指標 確實掌握本單位生產進度、質量、成本、安全文明、人員狀態和工 作環境,進行有效的控制和不斷改善 制訂直接下屬崗位工作說明書,審定其工作計劃,做好下級的述職 工作 檢查、考評、培訓和指導下屬工作 協調解決下屬的問題和困難,促進各屬員間的協力配合,完成上級 領導安排的臨時任務及周邊責任。 根據所在單位基本的組織目標,對組織機構進行分析,及時提出組

金剛石薄壁鉆頭
格式:pdf
大小:611KB
頁數:2P
4.6
臨清市金銳鉆具有限公司 版權所有:http://www.***.***/轉載請注明出處 金剛石薄壁鉆頭 一、應用范圍 應用領域:建筑物中、水、電、煤氣、空調、管道安裝時打過墻孔。高速公路、機場跑道、 橋梁隧道等基礎工程的鉆孔、掏料、取芯,以及石材、陶瓷等非金屬硬脆性材料打孔。 臨清市金銳鉆具有限公司 版權所有:http://www.***.***/轉載請注明出處 二、常見問題 1:為什么水鉆鉆頭開孔的時候老是晃,一直跑偏沒法鉆孔? 答:由于開孔器直徑較粗,在使用的時候請將鉆頭前端與墻面形成60度左右的斜角,在鉆 進大約5毫米的時間再慢慢將鉆頭扶正,然后正常開孔作業! 2:水鉆鉆頭買回來第一次使用,還需要開刃嗎? 答:不用開刃。水鉆鉆頭切削部分是金剛石的,在鉆孔過程中,金剛石顆粒起切削作用,粘 接劑(一般為銅合金)硬度小于金剛石而不斷被磨損,使新的金剛石顆粒
單點金剛石車削非球曲面測量數據樣條擬合算法研究相關
文輯推薦
知識推薦
百科推薦


職位:房建工程材料員
擅長專業:土建 安裝 裝飾 市政 園林


