

大規(guī)格6082T6鋁合金棒材力學性能控制
格式:pdf
大小:296KB
頁數(shù):5P
人氣 :72
 4.5
4.5
通過試驗研究,分析了6082T6大規(guī)格棒材力學性能的主要影響因素,并指出熱處理工藝是影響6082T6大規(guī)格棒材力學性能的關鍵因素,棒材力學性能偏低的主要原因是生產(chǎn)中加熱保溫時間不足夠長所致。



 兩種6020-T8鋁合金棒材的組織與性能比較
兩種6020-T8鋁合金棒材的組織與性能比較 兩種6020-T8鋁合金棒材的組織與性能比較
格式:pdf
大小:678KB
頁數(shù):3P
采用光譜分析、力學性能測試、x射線衍射物相分析、掃描電子顯微分析對進口的與國產(chǎn)的6020-t8易切削合金組織和性能進行了比較。結果表明:兩者具有類似的力學性能;進口的6020合金含有較少的sn和mg,其形成的低熔點組織組成物含sn單質(zhì)較多,mg2sn較少,從熱差分析結果可看出,其成分更接近共晶組成;兩種合金的組織為回復和少量再結晶組織。
大規(guī)格B93鋁合金棒材的淬透性研究 大規(guī)格B93鋁合金棒材的淬透性研究
格式:pdf
大小:1.0MB
頁數(shù):6P
通過硬度測試、x射線衍射分析、有限元模擬以及tem微觀組織觀察等手段研究了大規(guī)格b93鋁合金棒材的淬透性。研究結果表明,淬火后,越靠近棒材中心,晶內(nèi)和晶界析出的平衡相(mgzn2)數(shù)量越多,尺寸越大,120℃/24h時效后的強化效果就越低;而棒材表面則處于完全固溶狀態(tài),組織均勻,時效后析出大量細小彌散的η'沉淀相,合金的硬度最高。棒材的淬透層深度為30mm左右,臨界淬火冷卻速率為15℃/s。
編輯推薦下載
提高6082-T6鋁合金扁棒材力學性能的試驗研究 提高6082-T6鋁合金扁棒材力學性能的試驗研究
格式:pdf
大小:502KB
頁數(shù):3P
4.6
針對6082-t6鋁合金扁棒材力學性能較低不能滿足用戶使用要求,開展了調(diào)整其化學成分和生產(chǎn)工藝參數(shù)的試驗研究。制定了內(nèi)控的各元素含量范圍;生產(chǎn)工藝中控制:鑄錠均勻化溫度565℃~575℃,保溫8h,出爐后強風+水霧聯(lián)合冷卻;擠壓系數(shù)11.4;淬火溫度540℃,時效溫度(175±5)℃,保溫10h。生產(chǎn)出了力學性能較高的符合用戶要求的扁棒材。
大規(guī)格6082T6鋁合金棒材力學性能控制熱門文檔
6A02鋁合金棒材粗晶環(huán)形成原因分析 6A02鋁合金棒材粗晶環(huán)形成原因分析
格式:pdf
大小:145KB
頁數(shù):3P
4.5
本文通過對6a02鋁合金mn含量、擠壓溫度及熱處理工藝的研究,分析了6a02鋁合金擠壓棒材粗晶環(huán)形成原因,闡述了相應的預防措施。
熱處理對大截面7A04鋁合金棒材力學性能的影響 熱處理對大截面7A04鋁合金棒材力學性能的影響
格式:pdf
大小:1.2MB
頁數(shù):6P
4.5
研究了熱處理對7a04鋁合金力學性能的影響.結果表明,直徑60mm的7a04鋁合金棒材在200℃電流直接加熱回歸后再時效,從心部到表層的拉伸強度為620-640mpa,延伸率均勻一致;在3%nacl+0.5%h_2o_2水溶液介質(zhì)中和375mpa應力下的應力腐蝕斷裂時間大于30d,而輻射式加熱回歸的為575mpa,延伸率從心部至表層表現(xiàn)極不均勻,應力腐蝕斷裂時間只有19d.電流直接加熱實現(xiàn)了直徑60mm7a04鋁合金大截面棒材的快速均勻回歸,再時效獲得了最彌散的晶內(nèi)析出粒子和尺寸及間距較大的晶界析出相,使合金在保持t6狀態(tài)拉伸強度的同時,具有優(yōu)良的抗應力腐蝕性能.
缺口對鋁合金棒材拉伸性能的影響 缺口對鋁合金棒材拉伸性能的影響
格式:pdf
大小:67KB
頁數(shù):2P
4.4
通過對130mm的7a04的超硬鋁合金棒材的兩個方向光滑拉伸試樣和不同缺口半徑的缺口拉伸試樣進行試驗,結果表明:對于縱向試樣缺口敏感性指標nsr>1,材料缺口敏感性較小,脆化傾向小;而對于橫向試樣nrs≈1,表示材料缺口敏感性較縱向大,脆化傾向大。
7A04鋁合金棒材尾端金屬夾雜缺陷分析 7A04鋁合金棒材尾端金屬夾雜缺陷分析
格式:pdf
大小:770KB
頁數(shù):3P
4.3
在7a04(lc4)鋁合金反擠壓φ230mm棒材低倍試片上,有近似圓棒狀的金屬夾雜物,經(jīng)試驗分析得知該夾雜物成分是純鋁,其存在狀態(tài)屬于機械鑲嵌。
工業(yè)化生產(chǎn)中大規(guī)格2D70鋁合金棒材淬透性的實驗方法 工業(yè)化生產(chǎn)中大規(guī)格2D70鋁合金棒材淬透性的實驗方法
格式:pdf
大小:1.0MB
頁數(shù):5P
4.4
采用多路溫度控制儀監(jiān)測材料淬火過程不同部位的溫度變化的試驗方法,通過對材料硬度和力學性能指標的測試分析,描繪出大規(guī)格2d70鋁合金棒材截面上距離邊部不同距離的硬度和力學性能變化曲線,對比分析了該試驗條件和工業(yè)化生產(chǎn)條件下合金的硬度和力學性能變化曲線,探討了本試驗方法應用到工業(yè)化生產(chǎn)中檢測材料淬透性的可能性。研究結果表明,淬火過程中2d70鋁合金250mm×250mm的棒材邊部和心部的溫度基本均勻,淬火過程中總的冷卻速率為4℃/s,可滿足合金充分固溶的要求,工業(yè)化生產(chǎn)的250mm棒材已經(jīng)完全淬透。
大規(guī)格6082T6鋁合金棒材力學性能控制精華文檔
4032鋁合金棒材熱處理工藝研究 4032鋁合金棒材熱處理工藝研究
格式:pdf
大小:308KB
頁數(shù):4P
4.3
用金相顯微鏡和萬能材料試驗機等技術研究了4032鋁合金擠壓棒材的熱處理組織和力學性能。研究結果表明,對于4032鋁合金擠壓棒材,經(jīng)固溶處理520±2℃×3h、自然時效3h、人工時效170±2℃×200min處理后,獲得最佳的綜合力學性能,其抗拉強度達378mpa,屈服強度達329mpa,斷后伸長率達5.3%。
2A14-T6鋁合金棒材性能不合格的試驗研究 2A14-T6鋁合金棒材性能不合格的試驗研究
格式:pdf
大小:540KB
頁數(shù):4P
4.3
試驗分析了2a14-t6鋁合金棒材性能不合格的影響因素,通過多次生產(chǎn)試驗,調(diào)整幾種典型規(guī)格棒材的試驗工藝制度,解決了其性能不合格的問題,提高了其生產(chǎn)效率和制品的成品率。
模具結構對減少鋁合金棒材縮尾的研究 模具結構對減少鋁合金棒材縮尾的研究
格式:pdf
大小:971KB
頁數(shù):3P
4.3
采用9種不同結構設計的模具,在同一種擠壓工藝條件下對6063鋁合金20mm棒材擠壓縮尾進行了對比分析。
2A50鋁合金棒材機加工零件上缺陷的分析 2A50鋁合金棒材機加工零件上缺陷的分析
格式:pdf
大小:263KB
頁數(shù):3P
4.5
我公司為某用戶生產(chǎn)的2a50鋁合金棒材,用戶認為有"夾雜"缺陷,我們對缺陷進行宏觀組織和顯微組織觀察及分析,得知其缺陷并不是"夾雜",而是機加工零件上破壞金屬表面的腐蝕斑。
大規(guī)格鈮鎢合金棒材鍛造工藝研究 大規(guī)格鈮鎢合金棒材鍛造工藝研究
格式:pdf
大小:286KB
頁數(shù):3P
4.3
研究了不同鍛造工藝對新型鈮合金nb-w-mo-zr棒材的組織和力學性能的影響。結果表明,對于小規(guī)格準63mmnb-w-mo-zr鈮合金棒材,采用摔鍛拔長即可滿足要求;而對于大規(guī)格準77mmnb-w-mo-zr鈮合金棒材,通過改變鍛造方式,采用兩次鐓粗+拔長工藝可以使得準77mm的棒材達到與準63mm棒材摔鍛拔長工藝相當?shù)慕M織和室溫力學性能。
大規(guī)格6082T6鋁合金棒材力學性能控制最新文檔
鍛造活塞裙用4032d高硅鋁合金棒材生產(chǎn)工藝研究 鍛造活塞裙用4032d高硅鋁合金棒材生產(chǎn)工藝研究
格式:pdf
大小:993KB
頁數(shù):6P
4.4
針對4032d高硅鋁合金生產(chǎn)中常出現(xiàn)初晶硅聚集、共晶硅尺寸大、氣孔夾雜嚴重、機械加工性能差、力學性能低等問題,在熔鑄過程分別采用多種變質(zhì)劑處理熔體試驗,采用不同的精煉、凈化處理試驗方案;試驗研究鑄錠均勻化處理制度、擠壓工藝和擠壓棒材熱處理工藝制度。得出鍛造活塞裙用4032d高硅鋁合金棒材合理的生產(chǎn)工藝:加質(zhì)量分數(shù)為0.6%的復合鈉鹽變質(zhì)處理熔體,變質(zhì)處理前用n2、cl2混合氣體精煉,變質(zhì)處理后用n2氣精煉,采用隔熱膜鑄造法,生產(chǎn)出幾乎無初晶硅、共晶硅細小、氣孔夾雜少的鑄錠;鑄錠均勻化溫度500℃~515℃,棒材擠壓溫度420℃,固溶處理溫度510℃,時效制度165℃3h。
擠壓成型對LC4CS鋁合金棒材陽極氧化膜結構的影響 擠壓成型對LC4CS鋁合金棒材陽極氧化膜結構的影響
格式:pdf
大小:1.1MB
頁數(shù):6P
4.7
研究了擠壓成型對lc4cs鋁合金棒材表面陽極氧化膜微觀結構的影響。采用金相顯微(om)技術、掃描電鏡(sem)和能譜分析(eds)等方法分析了鋁合金基體中合金相的種類和分布、組織結構的變化規(guī)律以及陽極氧化膜的表面及斷面形貌。研究發(fā)現(xiàn),試樣表面陽極氧化膜的結構特征與基體組織特征具有一致性。基體中的陽極相和陰極相顆粒分別導致了氧化膜中孔洞和夾雜缺陷的產(chǎn)生,在擠壓變形中形成的析出相帶以及不完全再結晶組織是造成氧化膜中凹坑結構和復雜網(wǎng)紋結構的主要原因。
固溶前退火溫度對2519A鋁合金棒材織構的影響 固溶前退火溫度對2519A鋁合金棒材織構的影響
格式:pdf
大小:1.2MB
頁數(shù):6P
4.5
通過固溶前退火溫度來調(diào)控2519a鋁合金棒材固溶時的再結晶狀態(tài),以獲得不同織構組態(tài)。采用x射線衍射分析研究了2519a鋁合金棒材經(jīng)150、200、300和350℃退火1h后再經(jīng)535℃×2h固溶與直接經(jīng)535℃×2h固溶4種熱處理工藝對合金織構和微觀組織的影響。結果表明:2519a鋁合金棒材直接經(jīng)535℃×2h固溶,擠壓棒材強的〈13〉織構轉(zhuǎn)變?yōu)椤?10〉再結晶織構,而經(jīng)上述4種溫度退火和535℃×2h固溶,織構分別演變?yōu)椤?13〉,〈605〉,〈5110〉和〈7214〉織構。退火后不固溶試樣〈111〉織構和硬度值都保持不變。樣品固溶發(fā)生再結晶的〈110〉織構與擠壓〈13〉織構間可用40°〈111〉長大理論解釋。
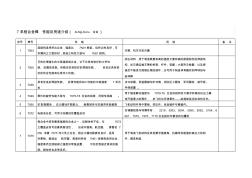
7系鋁合金棒性能及用途介紹(Al-Mg-Si-Cu合金)
格式:pdf
大小:28KB
頁數(shù):2P
4.5
7系鋁合金棒性能及用途介紹(al-mg-si-cu合金) 序號牌號性能用途備注 17003 溶接構造用擠出合金,強度比7n01略低,但擠出性良好,可 作薄肉之大型形材,其他之特性大致與7n01相同。 車輛、機車車輪外圈 27005 可熱處理強化的中高強度鋁合金,它不僅具有較好的力學性 能、抗腐蝕性能、熱穩(wěn)定性和較好的焊接性能,而且還具有較 好的擠壓性能和在線淬火性能。 擠壓材料,用于制造既要有高的強度又要有高的斷裂韌性的焊接結 構,如交通運輸車輛的桁架、桿件、容器;大型熱交換器,以及焊 接后不能進行固熔處理的部件;還可用于制造體育器材如網(wǎng)球拍與 壘球棒 37039 具有優(yōu)良的焊接性能、抗彈性能和加工性能的中高強度7系合 金 冷凍容器、低溫器械與貯存箱,消防壓力器材,軍用器材、裝甲板、 導彈裝置。 47049零件的疲勞性能大致與7075-t
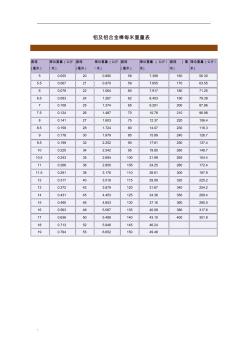
鋁及鋁合金棒每米重量表 (2)
格式:pdf
大小:28KB
頁數(shù):1P
4.4
. '. 鋁及鋁合金棒每米重量表 直徑 (毫米) 理論重量(公斤 /米) 直徑 (毫米) 理論重量(公斤 /米) 直徑 (毫米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 50.055200.880587.39816056.30 5.50.067210.970597.65517063.55 60.079221.064607.91718071.25 6.50.093241.267628.45319079.39 70.108251.374659.29120087.96 7.50.124261.4877010.7821096.98 80.141271.6037512.37220106.4 8.50.159
反向擠壓鋁合金棒材尾端中心粗晶的成因分析 反向擠壓鋁合金棒材尾端中心粗晶的成因分析
格式:pdf
大小:479KB
頁數(shù):未知
4.3
通過偏光組織、高倍組織等方法對ld5合金反擠壓棒材尾部的漏斗狀縮尾和中心粗晶的形成作了分析探討。根據(jù)反擠壓時金屬變形特點分析出中心粗晶的成因是擠壓后端死區(qū)的存在及流動的金屬受堵頭的磨擦和冷卻作用,使反擠壓后期金屬流動不均所致。
熱處理對緊固件用TB8鈦合金棒材力學性能的影響 熱處理對緊固件用TB8鈦合金棒材力學性能的影響
格式:pdf
大小:191KB
頁數(shù):2P
4.8
文章介紹了緊固件用tb8棒材的生產(chǎn)流程,研究了熱處理制度對tb8棒材力學性能的影響。結果表明棒材在750℃~830℃保溫0.5h~2h,抗拉強度為800mpa~1000mpa,剪切強度大于570mpa;隨后因時效溫度的變化,分別可得到1100mpa、1200mpa、1300mpa不同強度級別的棒材。
7075鋁合金棒材探傷不合格的原因分析及預防措施 7075鋁合金棒材探傷不合格的原因分析及預防措施
格式:pdf
大小:107KB
頁數(shù):未知
4.4
在7075鋁合金棒材中如果存在缺陷會導致很嚴重的質(zhì)量問題,因此必須在出廠前對其進行探傷檢驗,并分析不合格原因,以便制定預防措施。本文通過化學成分分析、掃描電鏡、能譜分析等手段對7075鋁合金棒材探傷不合格的原因進行分析,結果表明內(nèi)部粗大al—cr金屬化合物聚集導致金屬連續(xù)性被破壞是導致探傷不合格的主要原因,提出相應預防措施。

鋁及鋁合金棒每米重量表 (4)
格式:pdf
大小:28KB
頁數(shù):1P
4.6
鋁及鋁合金棒每米重量表 直徑(毫 米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 52058160 2159170 62260180 2462190 72565200 2670210 82775220 2880230 93085240 3290250 103495260 35100265 1136105280 38110300 1240115320 1342120340 1445125350 1546130360 1648135380 1750140400 1852145 1955150

鋁及鋁合金棒每米重量表 (3)
格式:pdf
大小:34KB
頁數(shù):1P
4.6
精心整理 頁腳內(nèi)容 鋁及鋁合金棒每米重量表 直徑?(毫 米) 理論重量(公斤 /米) 直徑?(毫 米) 理論重量(公斤 /米) 直徑?(毫 米) 理論重量(公斤/ 米) 直徑?(毫 米) 理論重量(公斤/ 米) 50.055200.880587.39816056.30 5.50.067210.970597.65517063.55 60.079221.064607.91718071.25 6.50.093241.267628.45319079.39 70.108251.374659.29120087.96 7.50.124261.4877010.7821096.98 80.141271.6037512.37220106.4 8.50.1
大規(guī)格6082T6鋁合金棒材力學性能控制相關
文輯推薦
知識推薦
百科推薦


職位:造價專業(yè)負責人
擅長專業(yè):土建 安裝 裝飾 市政 園林


