

J422電焊條低電壓焊接工藝性能配方調整
格式:pdf
大小:1.0MB
頁數:2P
人氣 :75
 4.7
4.7
維普資訊 http://www.cqvip.com 維普資訊 http://www.cqvip.com



J422電焊條低電壓焊接工藝性能配方調整
格式:pdf
大小:133KB
頁數:2P
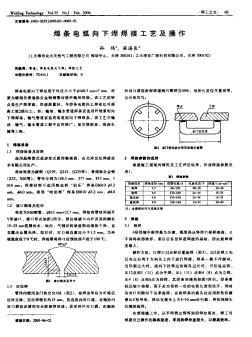
j422電焊條低電壓焊接工藝性能配方調整——分析了焊條藥皮中各原材斟組分的作用及對焊接工藝性能的影響,研常l出以還原鈦鐵礦為主的j422焊條配方。解決了j422焊條在低空栽電壓條件下易斷弧、喘息及再引弧困難等問題,使其具有良好的綜合焊接工藝性能。
 J422電焊條低電壓焊接工藝性能配方調整
J422電焊條低電壓焊接工藝性能配方調整 J422電焊條低電壓焊接工藝性能配方調整
格式:pdf
大小:51KB
頁數:2P
分析了焊條藥皮中各原材料組分的作用及對焊接工藝性能的影響,研制出以還原鈦鐵礦為主的j422焊條配方。解決了j422焊條在低空載電壓條件下易斷弧、喘息及再引弧困難等問題,使其具有良好的綜合焊接工藝性能。
編輯推薦下載
電焊條的配制
格式:pdf
大小:91KB
頁數:14P
4.6
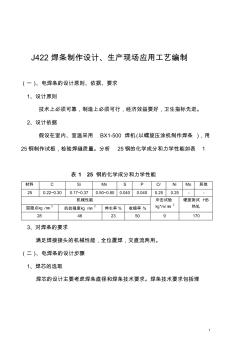
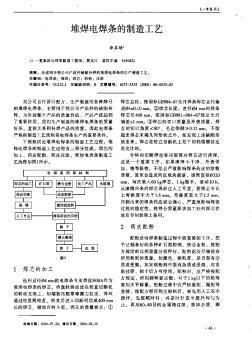
1 j422焊條制作設計、生產現場應用工藝編制 (一)、電焊條的設計原則、依據、要求 1、設計原則 技術上必須可靠,制造上必須可行,經濟效益要好,衛生指標先進。 2、設計依據 假設在室內、室溫采用bx1-500焊機(以螺旋壓涂機制作焊條),用 25鋼制作試板,檢驗焊縫質量。分析25鋼的化學成分和力學性能如表1 表125鋼的化學成分和力學性能 材料csimnspcrnimo其他 250.22~0.300.17~0.370.50~0.800.0400.0400.250.25-- 機械性能沖擊試驗 ㎏*m/㎜2 硬度測試hb 熱軋屈服點㎏/㎜2抗拉強度㎏/㎜2伸長率%收縮率% 284623509170 3、對焊條的要求 滿足焊接接頭的機械性能,全位置焊,交直流兩用。 (二)、電焊條的設計步驟 1、焊
電焊條
格式:pdf
大小:127KB
頁數:8P
4.7
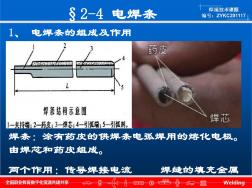
電焊條 目錄 作用 常用型號 分類 存放處理 作用 電焊條 焊條由焊芯及藥皮兩部分構成。焊條是在金屬焊芯外將涂料(藥皮)均勻、向心 地壓涂在焊芯上。焊條種類不同,焊芯也不同。焊芯即焊條的金屬芯,為了保證 焊縫的質量與性能,對焊芯中各金屬元素的含量都有嚴格的規定,特別是對有害 雜質(如硫、磷等)的含量,應有嚴格的限制,優于母材。焊條中被藥皮包覆的 金屬芯稱為焊芯。焊芯一般是一根具有一定長度及直徑的鋼絲。焊接時,焊芯有 兩個作用:一是傳導焊接電流,產生電弧把電能轉換成熱能,二是焊芯本身熔化 作為填充金屬與液體母材金屬熔合形成焊縫。 壓涂在焊芯表面的涂層稱為藥皮。焊條的藥皮在焊接過程中起著極為重要的作 用。若采用無藥皮的光焊條焊接,則在焊接過程中,空氣中的氧和氮會大量侵入 熔化金屬,將金屬鐵和有益元素碳、硅、錳等氧化和氮化形成各種氧化物和氮化 物,并殘留在焊縫中,造成焊縫
電焊條低電壓焊接工藝性能配方調整熱門文檔
Z408焊條藥皮組分對焊接工藝性能的影響
格式:pdf
大小:152KB
頁數:3P
3
z408焊條藥皮組分對焊接工藝性能的影響——研究了焊條藥皮中添加石英、石墨、螢石、稀土鎂、硅鈣等對焊條電弧穩定性、渣的流動性、套筒長短、焊縫成形、飛濺大小、渣的覆蓋性、脫渣性等焊接工藝性能的影響,結果表明,當上述成分添加量(質量分數)分別為8%,2...
Z408焊條藥皮組分對焊接工藝性能的影響 Z408焊條藥皮組分對焊接工藝性能的影響
格式:pdf
大小:421KB
頁數:3P
4.5
研究了焊條藥皮中添加石英、石墨、螢石、稀土鎂、硅鈣等對焊條電弧穩定性、渣的流動性、套筒長短、焊縫成形、飛濺大小、渣的覆蓋性、脫渣性等焊接工藝性能的影響,結果表明,當上述成分添加量(質量分數)分別為8%,21%,12%,2%,10%時,其焊接工藝性能較好.
Z408焊條藥皮組分對焊接工藝性能的影響 Z408焊條藥皮組分對焊接工藝性能的影響
格式:pdf
大小:123KB
頁數:未知
4.6
研究了焊條藥皮中添加石英、石墨、螢石、稀土鎂、硅鈣等對焊條電弧穩定性、渣的流動性、套筒長短、焊縫成形、飛濺大小、渣的覆蓋性、脫渣性等焊接工藝性能的影響,結果表明,當上述成分添加量(質量分數)分別為8%,21%,12%,2%,10%時,其焊接工藝性能較好.

焊接工藝焊條煙塵產生量
格式:pdf
大小:13KB
頁數:1P
4.8
各焊接工藝焊條煙塵產生量 焊接工藝 煙塵產生量 g/kg焊條 有害物主要 成分 手工電弧焊 低氮型普低鋼焊條(結507) 鈦鈣型低碳鋼焊條(結422) 鈦鈣型低碳鋼焊條(結423) 高效鐵粉焊條 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保護電弧焊保護藥芯焊絲20-23mn 氣體保護電弧焊 co2保護藥芯焊絲 co2保護實芯焊絲 ar+5%o2保護實芯焊 11-13 8 3-6.5 mn mn mn
電焊條低電壓焊接工藝性能配方調整精華文檔


氣壓焊接工藝
格式:doc
大小:26KB
頁數:4P
4.4
氣壓焊接工藝 1、機具 氧氣:所使用的瓶裝氧氣(o2)純度必須在99.5%以上,即達到工業一級純度。 乙炔氣:宜使用瓶裝乙炔氣(c2h2),純度為低于98%,工作壓力0.05-0.07mpa。為有利于氣流的穩定,一般應兩瓶乙炔氣并聯使用。 焊接夾具:對鋼筋應有足夠的夾緊能力,既不夾傷鋼筋,又要保證鋼筋不偏心不彎折,并易于操作。 多嘴環管加熱器:即環形焊炬,由混氣室和加熱圈組成,其材質和性能、施焊時火嘴數應符合射吸式焊距的有關要求,應按照鋼筋直徑和環境溫度選用。 加壓器:由手動油泵、油壓表、頂壓油缸和輸油管組成,要求密封性好,耐彎折,并具有使鋼筋接面軸向壓力達到35-50mpa的能力。 砂輪切割機:用以切平鋼筋端頭。 角向磨光機:砂輪直徑100-120mm,用以打磨鋼筋端頭。 2、作業條件 設備齊全并應保證質量,施焊前必須認真對設備進行檢查。 焊工必須持合格證。
利用普通電焊條焊接鑄鐵件 利用普通電焊條焊接鑄鐵件
格式:pdf
大小:61KB
頁數:1P
4.4
眾所周知,普通結構鋼焊條主要是用來焊接普通碳素結構鋼,而用它來焊接鑄鐵,則很難達到滿意的焊接效果.筆者在設備維修工作中,摸索發現了一種利用普通結構鋼焊條焊接鑄鐵件的方法,經實踐檢驗,質量可靠,效果理想,適用于性能要求不是很高的中小型機械設備的維修,尤其適用于農機、農具的維修及應急情況下的維修.現介紹該方法的使用要點和操作注意事項.
利用普通電焊條焊接鑄鐵件 利用普通電焊條焊接鑄鐵件
格式:pdf
大小:61KB
頁數:1P
4.7
眾所周知,普通結構鋼焊條主要是用來焊接普通碳素結構鋼,而用它來焊接鑄鐵,則很難達到滿意的焊接效果.筆者在設備維修工作中,摸索發現了一種利用普通結構鋼焊條焊接鑄鐵件的方法,經實踐檢驗,質量可靠,效果理想,適用于性能要求不是很高的中小型機械設備的維修,尤其適用于農機、農具的維修及應急情況下的維修.現介紹該方法的使用要點和操作注意事項.
電焊條低電壓焊接工藝性能配方調整最新文檔
電焊條的分類
格式:pdf
大小:766KB
頁數:17P
4.4
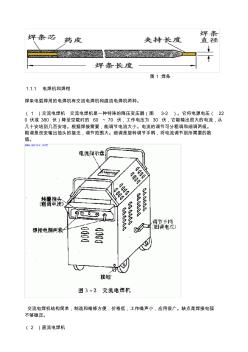
圖1焊條 1.1.1電焊機和焊鉗 焊條電弧焊用的電焊機有交流電焊機和直流電焊機兩種。 (1)交流電焊機交流電焊機是一種特殊的降壓變壓器(圖3-2)。它將電源電壓(22 0伏或380伏)降至空載時的60~70伏,工作電壓為30伏,它能輸出很大的電流,從 幾十安培到幾百安培。根據焊接需要,能調節電流大小。電流的調節可分粗調和細調兩級。 粗調是改變輸出抽頭的接法,調節范圍大。細調是旋轉調節手柄,將電流調節到所需要的數 值。 交流電焊機結構簡單,制造和維修方便,價格低,工作噪聲小,應用很廣。缺點是焊接電弧 不夠穩定。 (2)直流電焊機 直流電焊機是由交流電動機和特殊的直流發電機組成的(圖3-3)。電動機帶動發電機旋轉, 發出滿足焊接要求的直流電,其空載電壓約為50~80伏,工作電壓為30伏。電流調節 范圍為45~3

電焊條輔料
格式:pdf
大小:89KB
頁數:11P
4.7
曲周縣二手電焊條設備調劑中心 1 1 一月二月三月 產品名稱數量金額利潤產品名稱數量金額利潤產品名稱數量金額利潤 合計合計合計 四月五月六月 產品名稱 數 量 金 額 利 潤 產品名稱 數 量 金 額 利 潤 產品名稱 數 量 金 額 利 潤 合計合計合計 電焊條輔料(無機礦石類) 一、無機礦石類 1、大理石:大理石又稱云石,是重結晶的石灰巖,主要成分是caco3。大 曲周縣二手電焊條設備調劑中心 2 理石是以大理巖為代表的一類巖石,包括碳酸鹽巖和有關的變質巖,相對花崗石 來說一般質地較軟。常見巖石有大理巖、石灰巖、白云巖、夕卡巖等。大理石粉 通常用作填料,還廣泛用于人造地磚、橡膠、塑料、造紙、涂料、油漆、油墨、 電纜、建筑用品、食品、醫藥、紡織、飼料、牙膏等日用化工行業,作填充劑起 到增加產品的體積,降低生
電焊條輔料
格式:pdf
大小:80KB
頁數:14P
4.6
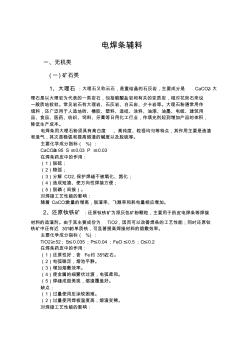
電焊條輔料 一、無機類 (一)礦石類 1、大理石:大理石又稱云石,是重結晶的石灰巖,主要成分是caco3。大 理石是以大理巖為代表的一類巖石,包括碳酸鹽巖和有關的變質巖,相對花崗石來說 一般質地較軟。常見巖石有大理巖、石灰巖、白云巖、夕卡巖等。大理石粉通常用作 填料,還廣泛用于人造地磚、橡膠、塑料、造紙、涂料、油漆、油墨、電纜、建筑用 品、食品、醫藥、紡織、飼料、牙膏等日用化工行業,作填充劑起到增加產品的體積, 降低生產成本。 電焊條用大理石粉須具有高白度、高純度、粒徑均勻等特點,其作用主要是造渣 和造氣,其次是穩弧和提高熔渣的堿度以及脫硫等。 主要化學成分指標(%): caco3≥95s≤0.03p≤0.03 在焊條藥皮中的作用: (1)脫硫; (2)穩弧; (3)分解co2,保護焊縫不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脫磷(間接)。 對焊
電焊條牌號
格式:pdf
大小:474KB
頁數:6P
4.6
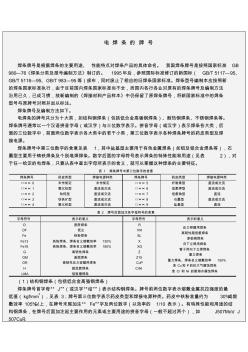
電焊條的牌號 焊條牌號是根據焊條的主要用途、性能特點對焊條產品的具體命名。我國焊條牌號是按照國家標準gb 980—76《焊條分類及型號編制方法》制訂的。1995年后,參照國際標準修訂的新國標(gb/t5117—95、 gb/t5118—95、gb/t983—95等)頒布,同時廢止了相應的舊焊條國家標準。焊條型號編制本應按照新 的焊條國家標準執行,由于目前國內焊條國家標準尚不全,而國內各行各業對原有的焊條牌號及編制方法 沿用已久,已成習慣,故新編制的《焊接材料產品樣本》中仍保留了原焊條牌號,將新國家標準中的焊條 型號與原牌號對照并加以標注。 焊條牌號及編制方法如下。 電焊條的牌號共分為十大類,如結構鋼焊條(包括低合金高強鋼焊條)、耐熱鋼焊條、不銹鋼焊條等。 焊條牌號通常以一個漢語拼音字母(或漢字)與三位數字表示。拼音字母(或漢字)表示焊條各大類,后 面的三位數字中

各種焊接工藝及焊條煙塵產生量 (2)
格式:pdf
大小:45KB
頁數:7P
4.5
各種焊接工藝及焊條煙塵產生量 焊接工藝 煙塵產生量 g/kg焊條 有害物主要成分 手工電弧焊 低氮型普低鋼焊條(結507) 鈦鈣型低碳鋼焊條(結422) 鈦鈣型低碳鋼焊條(結423) 高效鐵粉焊條 11-25 6-8 、mn mn mn mn 自保護電弧焊保護藥芯焊絲20-23mn 氣體保護電弧焊 co2保護藥芯焊絲 co2保護實芯焊絲 ar+5%o2保護實芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的勞動保護》 焊接車間環境污染及控制技術進展 作者:孫大光馬小凡 摘要從焊接車間的環境污染因素分類、成因、特性及對操作者健康的危害機理入手,在充分借鑒國內 外相關處理技術與設計理念的基礎上,針對我國一般工業企業的實際情況提出相應的治理方法。對焊接 車間環境污染控制技術的發展進行了展望。提出焊接車間環境污染控制工程的設計原則。為完善現

各種焊接工藝及焊條煙塵產生量
格式:pdf
大小:46KB
頁數:7P
4.7
焊接工藝 煙塵產生量 g/kg焊條 有害物主要成分 手工電弧焊 低氮型普低鋼焊條(結507) 鈦鈣型低碳鋼焊條(結422) 鈦鈣型低碳鋼焊條(結423) 高效鐵粉焊條 11-25 6-8 、mn mn mn mn 自保護電弧焊保護藥芯焊絲20-23mn 氣體保護電弧焊 co2保護藥芯焊絲 co2保護實芯焊絲 ar+5%o2保護實芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的勞動保護》 焊接車間環境污染及控制技術進展 作者:孫大光馬小凡 摘要從焊接車間的環境污染因素分類、成因、特性及對操作者健康的危害機理入手,在充分借 鑒國內外相關處理技術與設計理念的基礎上,針對我國一般工業企業的實際情況提出相應的治理 方法。對焊接車間環境污染控制技術的發展進行了展望。提出焊接車間環境污染控制工程的設計 原則。為完善現有治理理論和提高現有設計的處理效率提供科學參考。
焊接工藝評定報告(422焊條)
格式:pdf
大小:129KB
頁數:6P
4.5
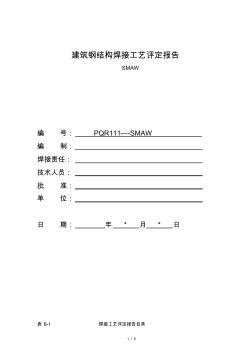
1/6 建筑鋼結構焊接工藝評定報告 smaw 編號:pqr111----smaw 編制: 焊接責任: 技術人員: 批準: 單位: 日期:年*月*日 表b-1焊接工藝評定報告目錄 2/6 序號報告名稱報告編號頁數 1焊接工藝評定報告pqr111011smaw1 2焊接工藝評定指導書wps111021smaw1 3焊接工藝評定記錄表hjjl111031smaw1 4焊接工藝評定檢驗結果hjjg111041smaw1 附超聲波探傷報告* 焊接工藝評定試板檢驗報告* 鋼板質量證明書* 焊條質量證明書* 焊接工藝評定人員證書* (以下為空白) 表b-2焊接工藝評定報告 工程(產品)名稱****評定報告編號pqr111011smaw 委托單位****工藝指導書編號wps1110
電焊條低電壓焊接工藝性能配方調整相關
文輯推薦
知識推薦
百科推薦


職位:全職房建建造師
擅長專業:土建 安裝 裝飾 市政 園林


