




吊環吊碼、涂裝要領
格式:pdf
大小:215KB
頁數:9P
江蘇科技大學本科畢業設計(論文) 1 第五章25000噸油船雙層底305分段涂裝要領 5.1材料及分段處理 (一)原材料處理 1)表面清潔:用拋丸或酸洗對原材料進行除銹; 2)清潔后的表面應于4小時內噴涂上保養底漆。噴涂底漆前,表面如積 聚的灰塵和殘留物,應用壓縮空氣吹除;表面如留有水分必須吹干; 3)在小組完成后,再對小組進行二次處理,并在二次清理部位補上底涂 上二道防銹漆。 (二)分段處理 在分段完成后進行拋丸或噴丸除銹,涂上保養底漆。 5.2涂料的準備 (1)選用的涂料必須符合所規定的技術條件,不合格的涂料不允許用于施 工; (2)開罐前,應首先檢查涂料品種、牌號、顏色和儲存期限等是否與使用 要求相符,稀釋劑是否配套,一旦開罐,就應立即使用; (3)涂料應在生產廠規定的貯存期內使用,如超期使用,必須重新檢驗合 格方可施工; (4)不同顏色的涂料不能混
編輯推薦下載
常用吊碼主要參數
格式:pdf
大小:43KB
頁數:4P
 4.6
4.6
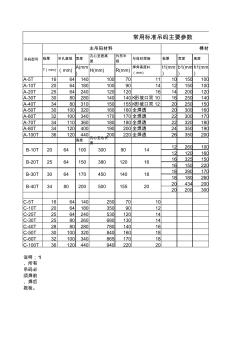
板厚吊孔直徑寬度 孔心至底高 度 外形半 徑 與母材焊接板厚寬度高度 t(mm)(mm)a(mm)h(mm)r(mm) 焊角高度k (mm) t1(mm ) b1(mm ) h1(mm ) a-5t1664140100701110150100 a-10t2064180100901412150100 a-20t25642401201201614200120 a-30t3080280140140k形坡口雙1016250140 a-40t3480310150155k形坡口雙1220250150 a-50t30100320160160全焊透20300160 a-60t32100340170170全焊透22300170 a-70t3411036018

吊碼通用工藝規范熱門文檔

變頻器通用工藝規范
格式:pdf
大小:887KB
頁數:8P
4.5
一.目的 規范低壓變頻器整機裝配工藝。 二.范圍 適用于中低壓變頻器產品(包括一體柜、抽油機機芯)裝配,屬于通用工藝文件。具體機種非標類 要求,詳見非標補充文件。 三.內容 1.作業前段重點注意事項: 1.1領取、放置、安裝esd敏感類物料,必須有防靜電措施。主要包括整流橋、igbt、pcba、霍爾等。 整流橋、igbt、霍爾盡可能帶原裝盒發料; pcba有防靜電袋包裝; 拿取零散的整流橋、igbt、霍爾,避免接觸插針引腳。 以上物料嚴禁積壓,輕拿輕放。 1.2領取、放置、安裝,防止塑料類外殼、鋁質和鍍鋅板物料損壞,特別防止跌落和劃傷。 塑料外殼、鍵盤殼,機箱、面蓋,發料都必須有防護性包裝; 為防止劃傷,禁止使用木氈板存放塑料外殼、鍵盤殼,機箱、面蓋; 以上物料嚴禁擠壓,嚴禁在地上拖行,輕拿輕放。 1.3領取、放置、安裝貴重電器件物料,如接觸器、斷路器等,主要防

廚柜吊碼的選用與安裝
格式:pdf
大小:2.0MB
頁數:4P
4.7
廚柜吊碼的選用與安裝 吊碼用于固定吊柜,承載吊柜的重量。第一代吊碼承重30公斤,第二代承 重65公斤,第三代承重70公斤。 吊碼(第一代)明裝吊碼 產地一般都是國產的,承重30公斤,現在有規模的廠家都不在生產。原因 一是在吊柜的內部可以看見,影響美觀(當你打開吊柜門時可以看到有一個白色 的塑料小方盒),二是它的材質是pvc的,容易老化安裝不夠牢固,三是用兩顆 自攻螺釘固定在側板上(兩點受力),試想兩顆螺釘的承重力有多大呢? 吊碼(第二代)原裝進口隱藏式吊碼 使用隱藏式吊碼,背板只露出圓形金屬鈕扣,使柜體內部看起來更美觀;由于是 全鋼結構吊碼,與傳統明裝吊碼相比抗老化性好更耐用,而且承重力更大,每個 吊碼可達到65公斤,吊柜內可以存放更多的物品。還有問題存在:就是在安裝 的側板上,如圖片上顯示的,它的安裝在距離側板邊緣只有17mm,雖然有4個 空位固定,但還是存

導線加工通用工藝規范
格式:pdf
大小:848KB
頁數:8P
4.6
導線加工通用 工藝規范 qj/mr20166-2016 1 導線加工通用工藝規范 1范圍 本規范規定了設備電氣盒制作過程中安裝導線的加工的技術要求、工藝方法和質量檢 驗要求。 2引用文件 下列文件中的有關條款通過引用而成為本規范的條款。凡注日期或版次的引用文件, 其后的任何修改單(不包括勘誤的內容)或修訂版本都不適用于本規范但提倡使用本規范 的各方探討使用其最新版本的可能性。凡不注日期或版次的引用文件,其最新版本適用本 規范。 qj156a-1995航天電子電氣產品安裝通用技術要求 qj2945-1997航天電子電氣產品標記工藝技術要求 gb3131-88錫鉛焊料 gb9491-88錫焊用液態焊劑(松香基) gb/t14020-2006氫化松香 gb/t678-2002化學試劑乙醇 3環境條件 環境溫度要求:20℃-30℃。

焊縫返修通用工藝規范
格式:pdf
大小:22KB
頁數:5P
4.6
山東齊星鐵塔科技股份有限公司2011年4月發布實施 焊縫返修工藝規范 文件編號:sqx-cg-8.2.4-12 版本號a 修訂次0 分發號 持有人 受控狀態 批準:編寫:質量管理控制中心 1范圍 本規范規定了焊縫的外表及內部質量在不符合標準要求時,對焊縫進 行局部或整體返修的焊接前準備、人員、工藝要求、工藝過程和檢驗。 本標準適用于一般碳鋼和低合金高強度結構鋼材質的焊縫返修。 2規范性引用文件 gb/t2694-2003《輸變電線路鐵塔制造技術條件》dl/t646-2006 《輸變電鋼管結構制造技術條件》 3焊接前準備 3.1焊縫返修條件 3.1.1無論是何種形式接頭的焊縫,其外表質量不符合gb/t2694-2 003《輸變電線路鐵塔制造技術條件》dl/t646-2006《輸

分段吊碼安全使用管理規定
格式:pdf
大小:7KB
頁數:5P
4.4
分段吊碼安全使用管理規定 1.目的 為了確保分段的吊翻安全,杜絕意外事故的發生,特制定本規定。 2.制作 2.1設計部門根據本公司的生產需要,按吊翻要求,統一制定不同型 號、不同規格的吊碼,并把不同型號規格吊碼承受負載的明細表發 放給有關車間和部門,讓制作安裝工作、吊掛指揮人員都知道,以 免誤操作。 2.2制造吊碼車間應嚴格按照吊碼制作吊碼制作圖施工制作,并應在 吊碼上把承載噸位、使用次數(新的用a,第二次用b,第三次用c), 用鋼印打好。吊碼制作好須經檢驗合格后,分類擺放,嚴禁不合格 的吊碼混裝進去。 3.領用 由需要用吊碼的車間主管寫明用于某船某分段,需用多少何種型號、 何種規格的吊碼,車間領導審核簽字到船體車間領用,船體車間吊 碼管理人員見單后應立即按要求給予發放。 4.安裝 4.1吊碼位置的確定,母材的加強,應根據本公司起重設備的規格, 分段的特
吊碼通用工藝規范精華文檔

船用起重吊碼規格及安裝要求
格式:pdf
大小:212KB
頁數:6P
4.3
常用船用吊碼規范 1吊碼制作 1.1制作吊碼的材料應為合格的a級船用鋼板,材料不允許存在裂紋、夾層和凹痕等缺陷。 1.2部分零件不允許存在>1mm的切割缺口。 1.3吊碼的園孔應機械加工,無條件時可使用割園機切割,氣割面粗糙度<250μm,超過要求時需對孔 周圍用砂輪機磨光滑,以免損壞起重卸扣。 1.4吊碼裝焊時采用的焊條型號應選用低氫焊條,焊縫轉角處施以包腳焊。當環境溫度在—5℃以下時, 應將焊接區予熱至80~100℃。 1.5焊接要求見各種吊碼形式。 2吊碼形式 2.1d型吊碼 2.1.1吊碼形狀 吊碼形狀見圖1。 圖1 2.1.2吊碼尺寸 吊碼型號及尺寸見表1 表1 項目 型號 lrdhbbt1t2hmin允許k無斜向力時斷面 應力(n/mm2) 吊碼質量 (kg)(mm) d51407064135
SMT通用工藝
格式:pdf
大小:65KB
頁數:9P
4.4
newera smt生產線通用工藝要求 文件編號:smt-gy001 修改狀態:第一版 發放編號:smt-gc001- 受控狀態: 編制:日期: 審核:日期: 批準:日期: 濟南新紀元電子有限公司smt制造部共8頁 實施日期:2001年11月1日發布日期:2001年11月2日 smt生產線通用工藝要求共8頁第1頁 印刷、點膠、送板、貼片、焊接、下板工藝要求: 一、印刷工藝要求: 1、檢查模板是否擦洗干凈,若不潔凈,應認真擦洗。 2、從冷柜中取出的焊膏,必須恢復至室溫后才能使用。 3、每次添加焊膏前應將焊膏攪拌充分,攪拌時要以每分鐘10~20次 頻度攪拌。 4、印刷機要嚴格按照《100mv印刷機操作規程》進行操作。 5、印刷的第一塊pcb板要檢查印刷質量是否符合要求,以后每隔十塊板檢 查一次。要
SMT通用工藝知識
格式:pdf
大小:57KB
頁數:3P
4.6
smt通用工藝知識 《smt環境檢查規程》 smt環境溫濕度要求:溫度爲25℃±2℃;相對濕度:45%~75%。 《貼片晶片乾燥通用工藝》 1.真空包裝的晶片無須乾燥; 2.若真空包裝的晶片拆封時,發現包內的濕度指示卡大於20%rh,則必須進行烘烤; 3.生産前,真空包裝拆封後,若暴露於空氣時間超過72小時,必須進行乾燥; 4.庫存未上線或開發人員領用的非真空包裝的ic,若無已乾燥標識,必須進行乾燥處理; 5.乾燥箱溫濕度控制器應設爲10%,乾燥時間爲48小時以上,實際濕度小於20%即爲正 常。 《貼片晶片烘烤通用工藝》 1.在密封狀態下,元件貨價壽命12月; 2.打開密封包裝後,在小於30℃和60%rh環境下,元件過回流焊接爐前可停留時間: 3.打開密封包裝後,如不生産應立即儲存在小於20%rh的乾燥箱內; 4.需要烘烤的情況:(適用於防潮等級爲lever
船舶軸系校中通用工藝規范
格式:pdf
大小:311KB
頁數:8P
4.6
船舶軸系校中通用工藝規范 1范圍 本規范規定了船舶軸系校中通用工藝的安裝前準備、人員、工藝要求、工藝 過程和檢驗。 本規范適用于船舶軸系的校中和安裝。 2安裝前準備 2.1熟悉了解并掌握主機、軸系及其安裝的所有設計圖紙、產品安裝使用說明 書等技術文件。 2.2到倉庫領取配套設備必須檢查其完整性,并核對產品銘牌、規格、型號。 2.3檢查設備的外觀是否有碰擦傷、油漆剝落、銹蝕及雜物污染等。 2.4檢查所有管口、螺紋接頭等的防銹封堵狀態。 2.5對檢查完畢的配套設備必須有相應的保潔、防潮、防擦傷等安全措施。 2.6對基座、墊塊、調整墊片等零部件必須按圖紙等有關文件進行核對。 3人員 3.1安裝人員應具備專業知識并經過相關專業培訓、考核合格后,方可上崗。 3.2安裝人員應熟悉本規范要求,并嚴格遵守工藝紀律和現場安全操作規程。 4工藝要求 4.1主
鋁合金焊接通用工藝規范(定版)
格式:pdf
大小:147KB
頁數:8P
4.3
鋁合金焊接工藝規范 技術部 編制 審核 批準 ××工業有限公司 2012.6.26 -1- 前言 本規范根據××工業有限公司,定制與實施設計規范、工藝規范、試驗規范 的要求,按《企業標準編寫的一般規定》,為明確鋁合金焊接的工藝要求而制定。 本規范是公司在鋁合金焊接中的經驗總結,對于生產起指導作用。 本規范編制部門:技術部 本規范制定日期:2012-6-26。 -2- 一、目的 為規范焊工操作,保證焊接質量,不斷提高焊工的實際操作技術水平,特編制本規范。 二、編制依據 1.gb/t985.3《鋁及鋁合金氣體保護焊推薦坡口》 2.gb/t10858-2008《鋁及鋁合金焊絲》 3.gb/t24598-2009《鋁及鋁合金熔化焊焊工技能評定》 4.gbt3199-2007《鋁及鋁合金加工產品貯存及包裝》 5.gbt22087-2008《鋁及鋁合金弧焊接頭缺欠質
吊碼通用工藝規范最新文檔
鋁合金焊接通用工藝規范定版
格式:pdf
大小:51KB
頁數:9P
4.3
鋁合金焊接工藝規范 技術部 編制 審核 批準 ××工業有限公司 2012.6.2 6 前言 本規范根據××工業有限公司,定制與實施設計規范、工藝規范、試驗規 范的要求,按《企業標準編寫的一般規定》,為明確鋁合金焊接的工藝要求而制 定。 本規范是公司在鋁合金焊接中的經驗總結,對于生產起指導作用。 本規范編制部門:技術部 本規范制定日期:2012-6-26。 一、目的 為規范焊工操作,保證焊接質量,不斷提高焊工的實際操作技術水平,特編制本 規范。 二、編制依據 1.gb/t985.3《鋁及鋁合金氣體保護焊推薦坡口》 2.gb/t10858-2008《鋁及鋁合金焊絲》 3.gb/t24598-2009《鋁及鋁合金熔化焊焊工技能評定》 4.gbt3199-2007《鋁及鋁合金加工產品貯存及包裝》 5.gbt22087-2008《鋁及鋁合金弧焊接頭缺欠質量》 6.

二次配線通用工藝規范
格式:pdf
大小:688KB
頁數:23P
4.7
二次配線通用工藝規范 編制: 校對: 審核: 批準: 發布日期:2014.1.1實施日期:2014.1.1 目錄 1.執行標準和適應范圍--------------------3 2.使用材料----------------------------------------3 3.設備和工具--------------------------------------3 4.通用工藝要求-------------------------3 5.通用工藝要求圖示------------------------------7 6.電器安裝原則--------------------

涂裝噴漆通用工藝規程
格式:pdf
大小:259KB
頁數:20P
4.7
a首次出版 版次日期狀態編寫審核批準修改-說明 xxxxxxxx公司 涂裝噴漆通用工藝規程 編制部門:文件編號:發放日期: 本文件屬于xxxxxxxx公司所有,未經許可,不得以任何方式外傳 文件修改記錄 序號修改單號修改頁碼修改人生效日期修改內容簡述 xxxxxxxx公司工藝文件 文件編號: xx/xxx-fj-zd-xx涂裝噴漆通用工藝規程 第3頁共20頁 頒布時間:年月第a版第0次修改 目錄 1適用范圍.......................................................................................................................................4 2參考標準和漆涂設備、工具及材
滾筒通用工藝
格式:pdf
大小:150KB
頁數:8P
4.6
dtⅱ(tk)滾筒 通用工藝 1 目錄 一、適用范圍...................................................................................................................................2 二、滾筒制作工藝流程...................................................................................................................2 三、筒皮的制作...........................................................................................

焊接通用工藝
格式:pdf
大小:721KB
頁數:13P
4.8
焊接通用工藝 版次 rev.: 日期 date 說明 description 編制 preparedby 審查 checkedby 審核 approvedby 、 營銷部份 .share 工藝部份 .share 品管部份 qadept.share 制造部份 maun.dept.share 加工車間份 mch.shopshare 焊接車間份 wld.shopshare 編號/no.:jy/tdws001 版次/rev.:0 頁數/page:0 1總則 目的:是給所有的人提供可用來幫助設計和解釋圖紙的資源,確保焊接產品能最大限 度的滿足客戶需求,并且通過圖紙傳達有用的信息。 范圍:若無特殊說明,本工藝適用于公司所有產品的焊接制造工藝。請相關部門嚴 格按照工藝要求進行作業。 維護:工藝部將
手工噴漆通用工藝
格式:pdf
大小:30KB
頁數:3P
4.8
三階文件 手工噴漆通用工藝 文件編號hc-wi-06-014 版次a/0版 生效日期2007.04.20頁次第1頁共3頁 核準:審核:編制: 深圳市霍尼卡姆機電設備有限公司iso9001:2000 手 工 噴 漆 通 用 工 藝 三階文件 手工噴漆通用工藝 文件編號hc-wi-06-014 版次a/0版 生效日期2007.04.20頁次第2頁共3頁 深圳市霍尼卡姆機電設備有限公司iso9001:2000 1.目的 本程序規定了手工噴漆的操作過程,確保噴漆質量,生產合格的產品。 2.使用范圍 適用于公司所有噴漆產品的操作。 3.內容
埋弧焊通用工藝
格式:pdf
大小:526KB
頁數:15P
4.3
埋弧自動焊 通 用 焊 接 工 藝 目錄 1、埋弧焊工藝的內容和編制 2、焊接工藝參數的影響及選擇 3、埋弧焊技術 4、埋弧焊的常見缺陷及防止方法 5、焊接及注意事項 6、埋弧焊機安全規程 7、焊接危險點危險源辯識、評價及控制對策表 一、埋弧焊工藝的內容和編制 1、埋弧焊工藝的主要內容 焊接工藝方法的選擇、焊接工藝裝備的選用、焊接坡口的設計、焊接材料的 選定、焊接工藝參數的制定、焊件組裝工藝編制、操作技術參數及焊接過程控制 技術參數的制定、焊縫缺陷的檢查方法及修補技術的制定、焊前預處理與焊后熱 處理技術的制定等內容。 2、編制焊接工藝的原則和依據 原則:符合焊件技術條件或標準的規定、最大限度地降低生產成本。 依據是焊件材料的牌號和規格,焊件的形狀和結構,焊接位置以及對焊接接 頭性能的技術要求等。 二、焊接工藝參數的影響及選擇 1、焊接工藝參數對焊縫質量的影響 表
焊接返修通用工藝
格式:pdf
大小:21KB
頁數:2P
4.7
焊接返修通用工藝 1、適用范圍 適用于因焊接原因引起的不合格品的返修。 2、焊接材料的選擇 2.1手工電弧焊焊材的選擇 母材 焊條 母材 q23520#16mn q235e4316e4316e4316 20#e4316e4316e4316 q345e4316e4316e5016 2、co2氣體保護焊一般選擇er50-6。 3、內容 3.1焊縫表面缺陷 3.1.1焊縫余高,焊腳超出規定的尺寸后,應用磨光機將其修磨到所 要求的尺寸,若焊縫未焊滿或焊腳尺寸不足,應對其修補,修補到規 定尺寸,且補焊的焊縫與原焊縫圓滑過渡。 3.1.2對于焊瘤、飛濺、焊渣等雜物,必須清理干凈。 3.1.3焊后若出現弧坑、咬邊等現象,應對其修補,并用磨光機將修 補的地方打磨光滑。 3.1.4焊縫出現表面氣孔和表面裂紋時,應用磨光機將其磨除并進行 局部修補,補焊時打底層必須熔合良好

鉆孔通用工藝
格式:pdf
大小:34KB
頁數:4P
4.5
鋼結構作業文件 文件編號:wyzg-002 版本號/修改次數: 鉆孔通用工藝 受控狀態:受控本 發放序號: 發布日期:實施日期: ysc編寫 編寫 審核 批準 ysc 第1頁共3頁 1.主體內容與適用范圍 1.1主體內容:使用數控平面鉆、數控三維鉆、搖臂鉆、磁力鉆、軌道鉆等加工方法進行孔加工的 通用性工藝要求。 1.2適用范圍:建筑鋼結構中各類零件及構件上孔的加工。 2.鉆孔準備工作 2.1操作者在操作前必須按有關要求對設備、工裝的完好狀態進行檢查。 2.2準備好冷卻液,檢查冷卻液是否充足及供液泵是否正常。冷卻液應保證濃度適當、顏色正常, 嚴禁用水冷卻以免銹蝕工件及設備。機床所帶冷卻管道、閥門均應暢通。 2.3按加工要求領用或選用刀具和刀桿。 2.4刀具、刀桿在使用前需試用,試用超差者不得使用,允許公
管道安裝通用工藝
格式:pdf
大小:85KB
頁數:12P
4.7
管道專業分公司 管道安裝和水壓試驗沖洗標準工藝文件 q.jdj1/qeo-t3-w(gd)-20-2015 批準: 審核: 編制: 2015年10月21日 1、編制依據: 1.1《電力建設施工技術規范》(管道及系統篇dl5190.5-2012); 1.2《電力建設施工技術規范》(焊接工程篇dl5190.8-2012); 1.3《電力建設施工質量驗收及評定規程》(管道及系統篇 dl/t5210.5); 1.4《電力建設施工質量驗收及評定規程》(焊接工程dl/t5210.7); 1.5《火力發電工程建設標準強制性條文》2013版; 2作業準備工作及條件 2.1作業人力、機械、工具等計劃 2.1.1主要施工管理人員配置計劃: 項目管理人員1人專職工程師1人 兼職質量員1人兼職安全員1人 對施工人員進行技術培訓,熟悉圖紙及工藝流程,掌握
吊碼通用工藝規范相關
文輯推薦
知識推薦
百科推薦


職位:二級消防工程師
擅長專業:土建 安裝 裝飾 市政 園林


