




熱鍍鋅及鋼塑管工藝流程
格式:pdf
大小:64KB
頁數:7P
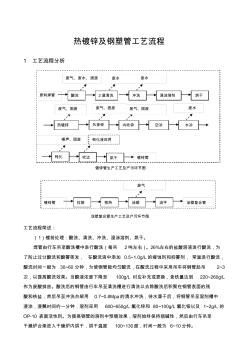
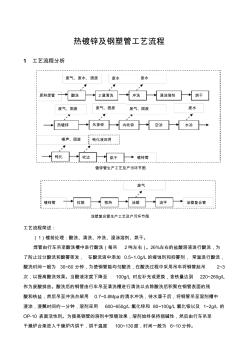
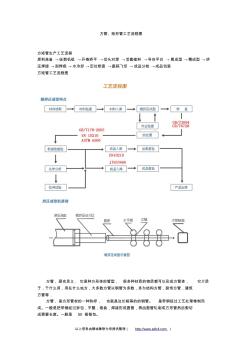
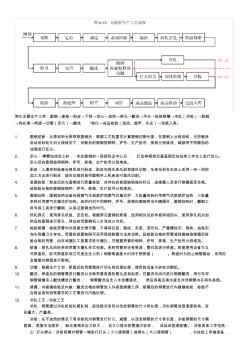
熱鍍鋅及鋼塑管工藝流程 1工藝流程分析 鍍鋅管生產工藝及產污環節圖 涂塑復合管生產工藝及產污環節圖 工藝流程簡述: (1)鍍前處理:酸洗、清洗、沖洗、浸涂溶劑、烘干。 焊管由行車吊至酸洗槽中進行酸洗(每吊2噸左右)。26%左右的鹽酸溶液進行酸洗,為 了防止過分酸洗和酸霧揮發,在酸洗液中添加0.5~1.0g/l的緩蝕劑和抑霧劑,常溫進行酸洗, 酸洗時間一般為30~60分鐘,為使鋼管能均勻酸洗,在酸洗過程中采用吊車將鋼管起吊2~3 次,以提高酸洗效果。當酸液濃度下降至100g/l時應補充或更換,含鐵量達到220~260g/l 作為廢酸排放。酸洗后的鋼管由行車吊至清洗槽進行清洗以去除酸洗后積聚在鋼管表面的殘 酸和鐵鹽,然后吊至沖洗臺架用0.7~0.8mpa的清水沖洗,待水滴干后,將鋼管吊至溶劑槽中 浸涂,浸蘸時間約一分鐘,溶劑采用600~650g/l氯化鋅和80~1
電纜溝敷設埋管工藝流程 (2)
格式:pdf
大小:19KB
頁數:3P
v1.0可編輯可修改 1 電纜溝敷設埋管工藝流程 一、作業準備→敷設埋管→安裝定位架(或管枕)→包封→回填 二、敷設埋管及埋管連接: 1.選擇電纜管敷設是,應考慮使管材用量少、彎曲少、穿越基礎 次數少,當設備位置尚未確定時,不應埋設電纜管。電纜管口應盡量 與設備進線對準,排列整齊。 2.管枕的配置方式和數量應按照環境條件,根據設計要求來選 定。管材連接時將導管的尾部墊以厚木板,使用中型錘敲打開口,為 了易于插入可以使用潤滑劑,但潤滑劑使用中性洗凈劑,切忌使用油 和潤滑脂,以免橡膠圈老化。 3.埋入混凝土墻或基礎的管子宜使用支架固定。 4.埋設通入電纜隧道(溝道)內的電纜管時,應先了解電纜走向, 使電纜管與電纜走向一致,即防止電纜在穿管時出現小于90°的彎 曲。 5.敷設于鐵路、公路下的電纜管的埋置深度應低于路基或排水溝 一米以上。與鐵路公路平行敷設的電纜管,距離路軌或
編輯推薦下載
電纜溝敷設埋管工藝流程
格式:pdf
大小:6KB
頁數:3P
 4.5
4.5
電纜溝敷設埋管工藝流程 一、作業準備→敷設埋管→安裝定位架(或管枕)→包封→回填 二、敷設埋管及埋管連接: 1.選擇電纜管敷設是,應考慮使管材用量少、彎曲少、穿越基礎 次數少,當設備位置尚未確定時,不應埋設電纜管。電纜管口應盡量 與設備進線對準,排列整齊。 2.管枕的配置方式和數量應按照環境條件,根據設計要求來選定。 管材連接時將導管的尾部墊以厚木板,使用中型錘敲打開口,為了易 于插入可以使用潤滑劑,但潤滑劑使用中性洗凈劑,切忌使用油和潤 滑脂,以免橡膠圈老化。 3.埋入混凝土墻或基礎的管子宜使用支架固定。 4.埋設通入電纜隧道(溝道)內的電纜管時,應先了解電纜走向, 使電纜管與電纜走向一致,即防止電纜在穿管時出現小于90°的彎 曲。 5.敷設于鐵路、公路下的電纜管的埋置深度應低于路基或排水溝 一米以上。與鐵路公路平行敷設的電纜管,距離路軌或路基的距離 保持在三米以上。 6電
電熱管管工藝流程熱門文檔
 一臺小型電熱鍋爐電熱管損壞原因分析
一臺小型電熱鍋爐電熱管損壞原因分析 一臺小型電熱鍋爐電熱管損壞原因分析
格式:pdf
大小:271KB
頁數:2P
4.4
通過對回水管的射流計算,分析了小型電熱鍋爐電熱管損壞的原因:電熱管的損壞是由于回水直接對電熱管作用而引起的疲勞破壞。確定回水管的位置時,應避免回水直接沖射在電加熱管上。回水管出口與電加熱管的距離應大于射流波及的距離,如在結構上實現有困難,可在回水管出口加設擋板
碳纖維遠紅外線電熱管
格式:pdf
大小:30KB
頁數:6P
4.6
碳纖維遠紅外線電熱管 產品簡介: 碳纖維電熱管又名碳纖維遠紅外電熱管、碳纖維遠紅外石英電熱管。是 一種繼金屬管、石英管、鹵素管、陶瓷管等傳統發熱管之后,近兩年來 剛興起的一種高科技產品加熱元件,其優異的性能愈來愈受國內外廣大 客戶的歡迎。其發熱體——碳纖維,具有功率余量大、耐高溫、高熱能 力強、使用壽命長、且功率可隨意調節等優點,被譽為是“本世紀最具 競爭力的高科技材料”。它的出現在電熱領域掀起了一場新的革命,碳 纖維發熱體替代金屬發熱體將成為一種必然的趨勢。 它是一種區別于金屬絲、鹵素等傳統電熱管的高科技產品,具有使用 壽命長、電熱轉換效率高、遠紅外線輻射、健康環保等優異性能。碳 纖維發熱材料是本世紀最具有競爭力的高科技材料,許多經濟發達國家 紛紛研制生產和使用碳纖維發熱材料,以取代傳統的金屬、ptc等的發 熱材料。 特點: 該產品的發熱基材是由聚丙稀腈和粘膠基碳纖維經特殊工藝復
對電熱管烤漆烘爐防爆的探討 對電熱管烤漆烘爐防爆的探討
格式:pdf
大小:31KB
頁數:1P
4.6
簡要敘述了電熱管烤漆烘爐防爆有關的理論問題及實踐經驗。介紹了烘漆爆炸的機理及相關的應對措施。對電熱烤烘爐的設計制造及安全維護使用具有一定的指導作用。
滲鋁碳鋼換熱管管頭的焊接 滲鋁碳鋼換熱管管頭的焊接
格式:pdf
大小:474KB
頁數:3P
4.7
通過不同的焊接試驗方案,經宏觀檢查、金相分析、拉脫力試驗等方法,對滲鋁碳鋼換熱管與16mn管板管頭角焊縫的焊接工藝進行了探討,獲得了適合此類材質管頭的焊接方法及相應的工藝參數。

一、L型帶法蘭單頭電熱管概述
格式:pdf
大小:342KB
頁數:4P
4.7
一、l型帶法蘭單頭電熱管概述: l型法蘭式電熱管l型帶法蘭單頭電熱管是將一根或多根電熱管焊接或擰裝到一個法蘭上,形成一個大功率的,可整體折裝的加熱 器。可將溫控探頭焊在法蘭上,做成溫度可控的整體加熱器。l型法蘭式電熱管是指電熱管彎成l型,方便客戶使用,也可以根據 根據客戶的需求,定制成所需形狀。 二、l型法蘭式電熱管的各種參考數據: 1)參考電壓:220v/380v 2)發熱管徑:φ8.5—φ22 3)發熱管材:ss304不銹鋼,sl3316不銹鋼,10號鋼,銅 4)主要功率:3kw—15kw 5)工作壓力:1.0mpa—3.0mpa 6)法蘭及螺紋頭材質:不銹鋼,碳鋼,銅。 三、l型法蘭式電熱管的圖片: (l型法蘭式電熱管可以根據客戶要求定做,提供圖紙,電壓,功率,尺寸) 一、浸入式法蘭電加熱管實物展示及相關情況說明: 浸入式
電熱管管工藝流程精華文檔
熱鍍鋅及鋼塑管工藝流程 (2)
格式:pdf
大小:65KB
頁數:7P
4.8
熱鍍鋅及鋼塑管工藝流程 1工藝流程分析 鍍鋅管生產工藝及產污環節圖 涂塑復合管生產工藝及產污環節圖 工藝流程簡述: (1)鍍前處理:酸洗、清洗、沖洗、浸涂溶劑、烘干。 焊管由行車吊至酸洗槽中進行酸洗(每吊2噸左右)。26%左右的鹽酸溶液進行酸洗,為 了防止過分酸洗和酸霧揮發,在酸洗液中添加0.5~1.0g/l的緩蝕劑和抑霧劑,常溫進行酸洗, 酸洗時間一般為30~60分鐘,為使鋼管能均勻酸洗,在酸洗過程中采用吊車將鋼管起吊2~3 次,以提高酸洗效果。當酸液濃度下降至100g/l時應補充或更換,含鐵量達到220~260g/l 作為廢酸排放。酸洗后的鋼管由行車吊至清洗槽進行清洗以去除酸洗后積聚在鋼管表面的殘 酸和鐵鹽,然后吊至沖洗臺架用0.7~0.8mpa的清水沖洗,待水滴干后,將鋼管吊至溶劑槽中 浸涂,浸蘸時間約一分鐘,溶劑采用600~650g/l氯化鋅和80~1
HDPE硅芯管工藝流程
格式:pdf
大小:42KB
頁數:4P
4.6
hdpe硅芯管工藝流程說明 一、選料(指標實驗) 選料也是搞好產品質量的重要一環。料的性能、型號、它所需要 的溫度、對產品要匹配適合相符。hdpe硅芯管主料的材料有如下幾 種:高密度聚乙烯(hdpe)又稱為低壓料;型號:tr144、6098、6094、 5000s、5301aa。低密度聚乙烯(ldpe)又稱高壓料;型號:2426h。 線性低密度聚乙烯(lldpe);型號:7042。硅芯料改性劑type、消 泡劑、12色色用料,選料確定后入庫之前必須通過質檢部門各項指 標檢驗,檢驗合格后方可使用,投入生產。 二、原材料入庫(檢斤計量) 原材料采購到廠后,由采購人員先填報檢單,憑報檢單對各種 材料由質檢部按照塑料原材料檢驗規則進行抽檢,抽檢項目主要從材 料的外觀、用火燒拉絲、味道、水分測量、伸長率、熔融指數級別等 有關項目分析。抽檢合格后憑合格證檢斤計量進行入庫手續,對于不
銅管工藝流程(文字)
格式:pdf
大小:141KB
頁數:9P
4.8
銅管工藝流程 4.3.9銅管工藝流程 1.銅管安裝應符合下列要求: (1)管道切割可采用手動或機械切割,不得采用氧氣—乙炔火焰切割,切割時, 應防止操作不當使管子變形,管子切口的端面應與管子軸線垂直,切口處的毛刺 等應清理干凈。 (2)管道坡口加工應采用銼刀或坡口機,不得采用氧氣—乙炔火焰切割加工。夾 持銅管用的臺虎鉗鉗口兩側應墊以木板襯墊。 2.預制管道時應測量正確的實際管道長度在地面預制后,再進行安裝。有條件的 應盡量用銅管直接彎制的彎頭。多根管道平行時,彎曲部位應一致,使管道整齊 美觀。 3.管道煨彎不宜熱煨、一般外徑在108mm以下采用壓制彎頭或焊接彎頭。銅彎 管的直邊長度應不小于管外徑,且不小于30mm。彎管的加工還應根據管道的材 質、管徑和設計等條件來決定。 4.采用銅管加工補償器時,應先將補償器預制成形后再進行安裝。采用定型產品 套筒式或波紋管
涂塑鋼管工藝流程
格式:pdf
大小:30KB
頁數:4P
4.4
一、安徽新龍鼎涂塑的工藝流程: 1.表面處理 表面處理可以提高涂膜對管子的附著力和涂膜的耐久性。表面處理一般可 分為兩大類,一種是機械處理,包括噴砂噴丸、砂紙打磨、鋼刷子刷等幾種, 主要去除管子上的毛刺、鐵銹、棱角等;另一種是化學處理,包括洗滌劑除油、 堿除油、磷酸鹽處理、酸除銹、化學氧化處理等,用于除去管子表面的油污及 鐵銹。處理完后要用壓縮空氣將管子表面吹除干凈,必要時要用水清洗并進行 干燥處理。 2.預熱 噴涂前要將處理過后的管子送入烘烤爐中加熱,加熱溫度約為200℃。經 過加熱的管子表面可以融化噴到其表面的環氧粉末涂料,從而產生均勻的涂料 膜。 3.噴涂 管道噴涂的常用方法為壓縮空氣噴涂法,就是以噴槍為工具,借助于壓縮 空氣將涂料噴涂于預熱過后管子表面。涂膜的厚度是通過粉末涂料的噴出量、 噴粉時間和流水線的速度(噴槍或管子的行進速度)來控制的。涂塑厚度一般 為150~30
方管、矩形管工藝流程圖
格式:pdf
大小:178KB
頁數:2P
4.5
以上信息由聊城魯聯為您提供整理(http://www.***.***) 方管、矩形管工藝流程圖 方矩管生產工藝流程 原料準備→縱剪機組→開卷矯平→切頭對焊→活套儲料→導向平臺→粗成型→精成型→擠 壓焊接→刮焊疤→水冷卻→定位矯直→跟蹤飛切→成品分檢→成品包裝 方矩管工藝流程圖 方管,顧名思義,它是種方形體的管型,很多種材質的物質都可以形成方管體,它介質 于,干什么用,用在什么地方,大多數方管以鋼管為多數,多為結構方管,裝飾方管,建筑 方管等. 方管,是方形管材的一種稱呼,也就是邊長相等的的鋼管。是帶鋼經過工藝處理卷制而 成。一般是把帶鋼經過拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切 成需要長度。一般是50根每包。 以上信息由聊城魯聯為您提供整理(http://www.***.***) 方管有無縫和焊縫之分,
電熱管管工藝流程最新文檔
熱電熱管式住宅用新風換氣機的實驗研究 熱電熱管式住宅用新風換氣機的實驗研究
格式:pdf
大小:552KB
頁數:4P
4.8
在熱電熱泵熱力學分析的基礎上,本文研制了一種新型住宅用熱電熱管式新風換氣機,并對熱電新風換氣機的性能進行初步實驗研究,結果表明:該新風換氣機的最佳工作電壓為5v,在該電壓工作時新風換氣機制冷系數在2.3以上,制熱系數在3.1以上。
熱軋鋼管生產工藝流程
格式:pdf
大小:989KB
頁數:21P
4.6
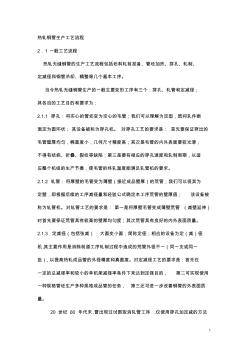
1 熱軋鋼管生產工藝流程 2.1一般工藝流程 熱軋無縫鋼管的生產工藝流程包括坯料軋前準備、管坯加熱、穿孔、軋制、 定減徑和鋼管冷卻、精整等幾個基本工序。 當今熱軋無縫鋼管生產的一般主要變形工序有三個:穿孔、軋管和定減徑; 其各自的工藝目的和要求為: 2.1.1穿孔:將實心的管坯變為空心的毛管;我們可以理解為定型,既將軋件斷 面定為圓環狀;其設備被稱為穿孔機。對穿孔工藝的要求是:首先要保證穿出的 毛管壁厚均勻,橢圓度小,幾何尺寸精度高;其次是毛管的內外表面要較光滑, 不得有結疤、折疊、裂紋等缺陷;第三是要有相應的穿孔速度和軋制周期,以適 應整個機組的生產節奏,使毛管的終軋溫度能滿足軋管機的要求。 2.1.2軋管:將厚壁的毛管變為薄壁(接近成品壁厚)的荒管;我們可以視其為 定壁,即根據后續的工序減徑量和經驗公式確定本工序荒管的壁厚值;該設備被 稱為軋管機。對軋管工藝的要求是:
換熱站系統工藝流程
格式:pdf
大小:125KB
頁數:3P
4.8
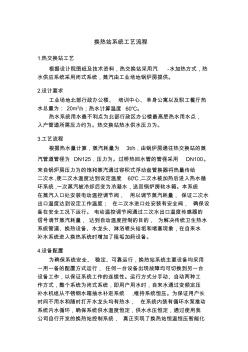
換熱站系統工藝流程 1.熱交換站工藝 根據設計院圖紙及技術資料,熱交換站采用汽-水加熱方式,熱 水供應系統采用閉式系統,蒸汽由工業場地鍋爐房提供。 2.設計要求 工業場地北部行政辦公樓、培訓中心、單身公寓以及職工餐廳熱 水總量為:20m3/h;熱水計算溫度60℃。 熱水系統用水最不利點為北部行政區辦公樓最高層熱水用水點, 入戶管道所需壓力約為。熱交換站熱水供水壓力為。 3.工藝流程 根據熱水量計算,蒸汽耗量為3t/h,由鍋爐房通往熱交換站的蒸 汽管道管徑為dn125,壓力為。過橋熱回水管的管徑采用dn100。 來自鍋爐房壓力為的飽和蒸汽通過容積式浮動盤管換器將熱量傳給 二次水,使二次水溫度達到設定溫度60℃,二次水被加熱后進入熱水循 環系統,一次蒸汽被冷卻后變為冷凝水,送回鍋爐房軟水箱。本系統 在蒸汽入口處安裝電動溫控調節閥,用以調節蒸汽耗量,保證二次水 出口溫度
換熱站工藝流程
格式:pdf
大小:6KB
頁數:2P
4.7
換熱站工藝流程 本系統采用補水泵向循環熱水管網內補水,在經過循環水泵將熱回水加壓后經過換熱器 汽水換熱,換熱后的熱水經過換熱器進出口送至室外熱水管網,經過外界管網后熱回水進入 除污器除污,再由循環水泵加壓到換熱器,其中采用2臺變頻補水泵進行系統穩壓。 一、運行啟動過程: 開啟水箱的進水閥門,將水箱注滿水。 用手轉動補水泵及循環泵軸,察看是否能轉動,檢查油箱里的潤滑量是否合適。 啟動補水泵往網管內注水,通過補水箱、補水泵向系統內補水,在系統頂點排氣閥排掉系 統空氣,待排氣閥排氣帶水時,關閉排氣閥,保證補水點規定壓力。 將網管壓力提高到安全閥規定的開啟壓力1.5mpa,檢驗安全閥是否安全可靠。 啟動循環泵前應打開換熱器的所有出口閥,并關閉換熱器的進口閥,啟動循環泵后再慢慢 打開換熱器的進口閥,逐漸提高流量及壓力,避免瞬時沖擊而產生局部高壓損壞設備。 打開站內蒸氣總閥門;開啟放空排氣閥

酚醛復合風管工藝流程.
格式:pdf
大小:663KB
頁數:12P
4.7
技術交底記錄 表c2-1 資料編號 工程名稱交底日期2019-7-25 施工單位分項工程名稱 交底提要 交底內容: 審核人交底人接受交底人 本表由施工單位填寫。 鋼面酚醛復合風管制作及安裝工藝 一、鋼面酚醛復合風管制作 鋼面酚醛復合風管融合了傳統材料和現代技術的雙重優點,既增 強了板材的保溫性能,同時提高了外表強度及防火性能。它還具有防 水,無味,不裂,不變形,不燃,高強質輕,施工方便,使用壽命長 等特點。 本工藝基礎制作及安裝程序如下: 準備工作→風管制作→風管連接 1)準備工作 施工前準備一整套專用施工工具,制作工作平臺。對施工人員進 行現場技術交底、安全交底。分解風管施工圖,確定空調設備及風管 各部件的安裝位置,將風管系統拆解為直風管、彎頭、變徑、三通、 四通等等;確定各直風管及異型管的合理長度和數量;確定風管與空 調設備及風管各部件的連接方式及相
對一臺電熱鍋爐電熱管損壞原因的分析 對一臺電熱鍋爐電熱管損壞原因的分析
格式:pdf
大小:56KB
頁數:2P
4.5
電熱鍋爐設計不合理,電熱元件不符合標準要求,運行的水質硬質過高,造成鍋爐損壞,改進后,具有更可靠、安全、環保型鍋爐。

不銹鋼無縫管工藝流程
格式:pdf
大小:61KB
頁數:2P
4.6
簡化主要生產工序:圓鋼→復檢→剝皮→下料→定心→加熱→穿孔→酸洗→平頭→檢驗修磨→冷軋(冷拔)→脫脂 →熱處理→矯直→切管(定尺)→酸洗/鈍化→成品檢驗(渦流、超聲、水壓)→包裝入庫。 1.圓鋼切斷:從原材料倉庫領取圓鋼后,根據工藝的要求計算圓鋼切割長度,在圓鋼上分段劃線,弓形鋸床 啟動后砂輪片沿分段線切下,切斷后的圓鋼按鋼種、爐號、生產批號、規格分別堆放,端部用不同顏色的 油漆進行區分。 2.定心:橫臂鉆床定心時,先在圓鋼的一段部找出中心點,打出樣眼然后垂直固定在鉆床工作臺上進行定心。 定心后的圓鋼按照鋼種、爐號、規格、生產批號分別堆放。 3.剝皮:上道來料檢查合格后進行剝皮,剝皮包括車床車剝和旋風切削,車床車剝在車床上采用一夾一頂的 加工方法進行剝皮,旋風切削則是將圓鋼吊上機床進行旋風切削。 4.表面檢驗:剝皮后的光圓鋼進行質量檢驗,對存在的表面缺陷做好標記,由修磨人員進

頂管工作面施工工藝流程
格式:pdf
大小:25KB
頁數:1P
4.5
頂管工作面、接收井逆做法施工工藝流程: 檢查樁位、標記第一次挖土900mm立模板綁鋼筋 澆井壁混凝土 井內結構墻施工挖土至設計標高挖土立模鋼筋砼循環 挖下一段土900㎜立模板綁鋼筋澆護壁混凝土 測量放線定位
電熱管管工藝流程相關
文輯推薦
知識推薦
百科推薦


職位:門窗材料跟單員
擅長專業:土建 安裝 裝飾 市政 園林


