

D547閥門堆焊焊條
格式:pdf
大小:30KB
頁數:3P
人氣 :73
 4.4
4.4
D547閥門堆焊焊條 符合 GB EDCrNi-A-15 說明 : D547是低氫鈉型藥皮,合金鋼芯的 CrNiSi 型閥門堆焊焊條,采 用直流反接。堆焊金屬依靠硅進行強化,得到具有一定鐵素體的奧氏 體組織,使之具有良好的抗擦傷、耐腐蝕、抗氧化等性能。 用途 : 用來堆焊 570℃以下工作的電站高壓鍋爐裝置的閥門密封面及 其它密封零件。 熔敷金屬化學成分 (%) 化學 成分 C Mn Si S P Ni Cr 保證 值 ≤0.18 0.60~2 .00 4.80~6 .40 ≤0.03 0 ≤0.04 0 7.00~9. 00 15.0~18. 0 堆焊層硬度 : HB 270-320 參考電流 (DC+) 焊條直徑 (mm) φ3.2 φ4.0 φ5.0 焊接電流 (A) 80~120 120~160 160~200 注意事項 : 1.焊前焊條須經 300- 350℃烘焙 1h。 2



D512閥門堆焊焊條
格式:pdf
大小:28KB
頁數:3P
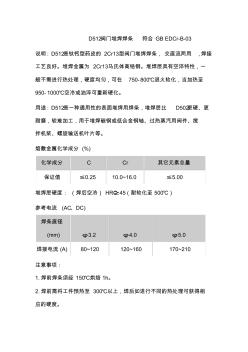
d512閥門堆焊焊條符合gbedcr-b-03 說明:d512是鈦鈣型藥皮的2cr13型閥門堆焊焊條,交直流兩用,焊接 工藝良好。堆焊金屬為2cr13馬氏體高鉻鋼。堆焊層具有空淬特性,一 般不需進行熱處理,硬度均勻,可在750-800℃退火軟化,當加熱至 950-1000℃空冷或油淬可重新硬化。 用途:d512是一種通用性的表面堆焊用焊條,堆焊層比d502更硬、更 耐磨,較難加工,用于堆焊碳鋼或低合金鋼軸、過熱蒸汽用閥件、攪 拌機槳、螺旋輸送機葉片等。 熔敷金屬化學成分(%) 化學成分ccr其它元素總量 保證值≤0.2510.0~16.0≤5.00 堆焊層硬度:(焊后空冷)hrc≥45(耐軟化至500℃) 參考電流(ac、dc) 焊條直徑 (mm)φ3.2φ4.0φ5.0 焊接電流(a)80~120120~160170~
D517閥門堆焊焊條
格式:pdf
大小:27KB
頁數:3P
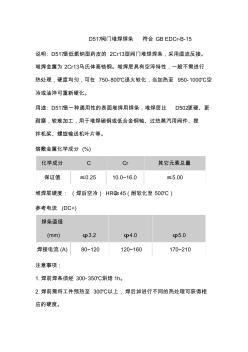
d517閥門堆焊焊條符合gbedcr-b-15 說明:d517是低氫鈉型藥皮的2cr13型閥門堆焊焊條,采用直流反接。 堆焊金屬為2cr13馬氏體高鉻鋼。堆焊層具有空淬特性,一般不需進行 熱處理,硬度均勻,可在750-800℃退火軟化,當加熱至950-1000℃空 冷或油淬可重新硬化。 用途:d517是一種通用性的表面堆焊用焊條,堆焊層比d502更硬、更 耐磨,較難加工,用于堆焊碳鋼或低合金鋼軸、過熱蒸汽用閥件、攪 拌機槳、螺旋輸送機葉片等。 熔敷金屬化學成分(%) 化學成分ccr其它元素總量 保證值≤0.2510.0~16.0≤5.00 堆焊層硬度:(焊后空冷)hrc≥45(耐軟化至500℃) 參考電流(dc+) 焊條直徑 (mm)φ3.2φ4.0φ5.0 焊接電流(a)80~120120~160170~210 注意事項
編輯推薦下載
D557閥門堆焊焊條
格式:pdf
大小:29KB
頁數:3P
4.4
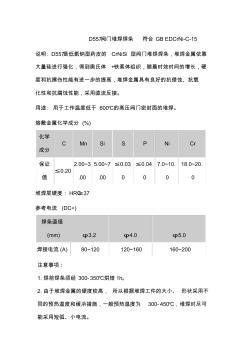
d557閥門堆焊焊條符合gbedcrni-c-15 說明:d557是低氫鈉型藥皮的crnisi型閥門堆焊焊條,堆焊金屬依靠 大量硅進行強化,得到奧氏體+鐵素體組織,隨著時效時間的增長,硬 度和抗擦傷性能有進一步的提高,堆焊金屬具有良好的抗侵蝕、抗氧 化性和抗腐蝕性能,采用直流反接。 用途:用于工作溫度低于600℃的高壓閥門密封面的堆焊。 熔敷金屬化學成分(%) 化學 成分 cmnsispnicr 保證 值 ≤0.20 2.00~3 .00 5.00~7 .00 ≤0.03 0 ≤0.04 0 7.0~10. 0 18.0~20. 0 堆焊層硬度:hrc≥37 參考電流(dc+) 焊條直徑 (mm)φ3.2φ4.0φ5.0 焊接電流(a)80~120120~160160~200 注意事項: 1.焊前焊條須經300-350℃烘焙

D502閥門堆焊焊條
格式:pdf
大小:30KB
頁數:3P
4.4
d502閥門堆焊焊條符合gbedcr-a1-03 說明:d502是鈦鈣型藥皮的1cr13型閥門堆焊焊條,可交直流兩用,焊 接工藝良好。堆焊金屬為1cr13半鐵素體高鉻鋼。堆焊層具有空淬特性, 一般不須進行熱處理,硬度均勻,亦可在750-800℃退火軟化,當加熱 至900-1000℃空冷或油淬后,可重新硬化。 用途:這是一種通用性的表面堆焊用焊條,用于堆焊工作溫度在450℃ 以下的碳鋼或合金鋼的軸及閥門等。 熔敷金屬化學成分(%) 化學成 分 cspcr其它元素總量 保證值≤0.15≤0.030≤0.04010.0~16.0≤2.50 堆焊層硬度:(焊后空冷)hrc≥40 參考電流(ac、dc) 焊條直徑 (mm)φ2.5φ3.2φ4.0φ5.0 焊接電流 (a) 50~8080~120120~160160~200 注意事
閥門堆焊焊條熱門文檔
D507MoNb閥門堆焊焊條
格式:pdf
大小:29KB
頁數:3P
4.8
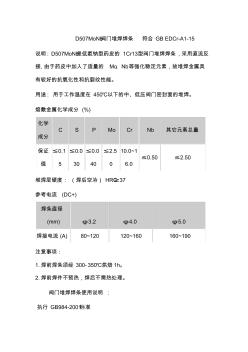
d507monb閥門堆焊焊條符合gbedcr-a1-15 說明:d507monb是低氫鈉型藥皮的1cr13型閥門堆焊焊條,采用直流反 接,由于藥皮中加入了適量的mo、nb等強化穩定元素,故堆焊金屬具 有較好的抗氧化性和抗裂紋性能。 用途:用于工作溫度在450℃以下的中、低壓閥門密封面的堆焊。 熔敷金屬化學成分(%) 化學 成分 cspmocrnb其它元素總量 保證 值 ≤0.1 5 ≤0.0 30 ≤0.0 40 ≤2.5 0 10.0~1 6.0 ≤0.50≤2.50 堆焊層硬度:(焊后空冷)hrc≥37 參考電流(dc+) 焊條直徑 (mm)φ3.2φ4.0φ5.0 焊接電流(a)80~120120~160160~190 注意事項: 1.焊前焊條須經300-350℃烘焙1h。 2.焊前焊件不預熱,焊后不需熱處理。
D507Mo閥門堆焊焊條
格式:pdf
大小:29KB
頁數:3P
4.4
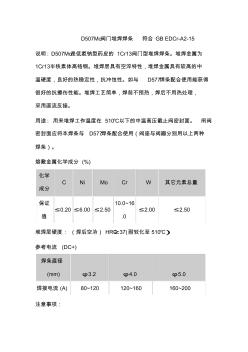
d507mo閥門堆焊焊條符合gbedcr-a2-15 說明:d507mo是低氫鈉型藥皮的1cr13閥門型堆焊焊條。堆焊金屬為 1cr13半鐵素體高鉻鋼。堆焊層具有空淬特性,堆焊金屬具有較高的中 溫硬度,良好的熱穩定性,抗沖蝕性。如與d577焊條配合使用能獲得 很好的抗擦傷性能。堆焊工藝簡單,焊前不預熱,焊后不用熱處理, 采用直流反接。 用途:用來堆焊工作溫度在510℃以下的中溫高壓截止閥密封面。閘閥 密封面應將本焊條與d577焊條配合使用(閥座與閥瓣分別用以上兩種 焊條)。 熔敷金屬化學成分(%) 化學 成分 cnimocrw其它元素總量 保證 值 ≤0.20≤6.00≤2.50 10.0~16 .0 ≤2.00≤2.50 堆焊層硬度:(焊后空冷)hrc≥37(耐軟化至510℃) 參考電流(dc+) 焊條直徑 (mm)φ3.2φ4.

D577閥門堆焊焊條
格式:pdf
大小:30KB
頁數:3P
4.7
d577閥門堆焊焊條符合gbedcrmn-c-15 說明:d577是低氫鈉型藥皮,合金鋼芯的鉻錳型閥門堆焊焊條。采 用直流反接,堆焊金屬為高鉻錳型奧氏體鋼,故冷作硬化效果顯著, 具有良好的抗擦傷性能,有一定的中溫硬度,較好的熱穩定性,如 與d507mo配合使用,可獲得很好的抗擦傷性能,該焊條抗裂性好, 堆焊工藝簡單,焊條可不預熱,焊后不用熱處理,堆焊金屬切削加 工性能良好。 用途:用于堆焊工作溫度在510℃以下的中溫高壓閥門密封面,在 閘閥中如與d507mo配合使用,使用壽命更高。 熔敷金屬化學成分(%) 化學 成分 cmnsinimocr其它元素總量 保證 值 ≤1. 10 12.0~ 18.0 ≤2.0 0 ≤6.0 0 ≤4.0 0 12.0~1 8.0 ≤3.00 堆焊層硬度:hrc≥28 參考電流(dc+) 焊條直徑 (mm)φ3.2
D516MA閥門堆焊焊條
格式:pdf
大小:28KB
頁數:3P
4.6
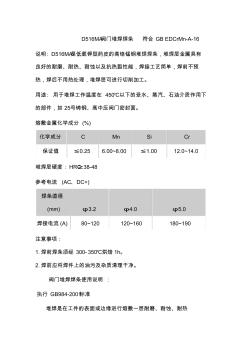
d516ma閥門堆焊焊條符合gbedcrmn-a-16 說明:d516ma是低氫鉀型藥皮的高鉻錳鋼堆焊焊條,堆焊層金屬具有 良好的耐磨、耐熱、耐蝕以及抗熱裂性能,焊接工藝簡單,焊前不預 熱,焊后不用熱處理,堆焊層可進行切削加工。 用途:用于堆焊工作溫度在450℃以下的受水、蒸汽、石油介質作用下 的部件,如25號鑄鋼、高中壓閥門密封面。 熔敷金屬化學成分(%) 化學成分cmnsicr 保證值≤0.256.00~8.00≤1.0012.0~14.0 堆焊層硬度:hrc≥38-48 參考電流(ac、dc+) 焊條直徑 (mm)φ3.2φ4.0φ5.0 焊接電流(a)80~120120~160180~190 注意事項: 1.焊前焊條須經300-350℃烘焙1h。 2.焊前應將焊件上的油污及雜質清理干凈。 閥門堆焊焊條使用說明:
閥門堆焊焊條精華文檔

 電站閥門密封面高溫耐磨堆焊焊條的研制
電站閥門密封面高溫耐磨堆焊焊條的研制 電站閥門密封面高溫耐磨堆焊焊條的研制
格式:pdf
大小:1.1MB
頁數:5P
4.4
選用h1cr13作為焊芯,采用回歸正交設計的方法安排試驗,建立了以堆焊層高溫抗擦傷性為目標函數,碳化硼、金屬鉻、金屬錳的加入量為優化因子的數學模型,并根據數學模型用c語言編程計算得出優化結果,利用優化的配方制成了新型焊條;研制焊條與d802焊條堆焊層的常溫硬度、高溫硬度、高溫抗擦傷性能等各項指標對比試驗表明,研制焊條與d802焊條的各方面性能基本一致,且達到了降低成本的目的。


新型冷沖模鑲塊堆焊焊條的研制
格式:pdf
大小:279KB
頁數:5P
3
新型冷沖模鑲塊堆焊焊條的研制——介紹一種新研制的適合于大型冷沖模鑲塊刃口堆焊的專用堆焊焊條,通過試驗確定了焊條的合金成分并給出了比較合理的焊芯和焊條藥皮化學成分。測試結果表明。新焊條堆焊層金屬的化學成分、硬度、硬度梯度、金相組織均滿足在鑄鐵基...
閥門堆焊焊條最新文檔
TiC—VC免預熱耐磨堆焊焊條
格式:pdf
大小:238KB
頁數:4P
3
tic—vc免預熱耐磨堆焊焊條——采用h08a焊芯,鈦鐵、釩鐵、人造金紅石和石墨等藥皮組分,研制了新型耐磨、免預熱堆焊焊條。通過掃描電鏡(sem)、能譜分析(edax)、磨粒磨損試驗、焊條工藝性能試驗以及硬度測試,系統地研究了焊條藥皮組分對堆焊層耐磨性、抗裂性、...
抗沖擊耐磨堆焊焊條的研制
格式:pdf
大小:125KB
頁數:2P
3
抗沖擊耐磨堆焊焊條的研制——研制了抗沖擊堆焊焊奪kcd60的夸童組成.堆焊全屬組織主要為馬氏體+殘帝奧氏體.耐磨性能置戈沖擊性胞優良。kcd60是材料魯奎系及焊接工藝性電都較嶄輔、應用前景廣闊的耐磨堆焊焊條,己成功應用于建筑機械、礦石粉碎設備、水電等行...

無礦石粉堆焊焊條的工藝性能
格式:pdf
大小:381KB
頁數:4P
3
無礦石粉堆焊焊條的工藝性能——自行研制了一種特殊的堆焊焊條,其藥皮中沒有加入任何用于穩弧、造渣和造氣等作用的礦石粉,焊芯電阻大,焊接時極易出現焊芯和藥皮發紅、藥皮開裂等現象,說明了該焊條的工藝性能復雜。系統闡述了該類焊條的工藝性能,以更好地推...
高硬度馬氏體時效堆焊焊條的研究
格式:pdf
大小:179KB
頁數:3P
3
高硬度馬氏體時效堆焊焊條的研究——研制成功的co、mn、w、v馬氏體時效鋼堆焊焊條,解決了堆焊高硬度焊接材料時,硬度均勻性差及機械加工困難的問題,提高了耐磨工件的使用壽命及其修復時的生產效率,能給國民經濟帶來了極大經濟效益和社會效益。
HM1堆焊焊條的研制
格式:pdf
大小:200KB
頁數:3P
3
hm1堆焊焊條的研制——針對3cr3mo3w2v焊條的藥皮組成、堆焊工藝、堆焊層組織進行了較為系統的試驗研究。試驗結果表明:該焊條堆焊后,經熟處理基本達到3cr3mo3w2v~作模具的工作要求。
高溫耐磨無渣堆焊焊條的研制
格式:pdf
大小:203KB
頁數:3P
3
高溫耐磨無渣堆焊焊條的研制——針對鎳基合金具有優良的高溫綜合性能,且目前市場上幾乎沒有這類焊條電孤堆焊材抖等實際情況,開發研制了一種抗高溫耐磨損的鎳基無渣堆焊焊條。該焊條具有焊接煙塵小,煙塵中含對人體有害氣體極少;焊后焊道上幾乎沒有熔渣,連續...

碳素鉻納米粉末制堆焊焊條
格式:pdf
大小:166KB
頁數:2P
3
碳素鉻納米粉末制堆焊焊條——以納米和微米級碳素鉻粉末為主要原料,制備了dl58和dl967型高硬度、高韌性耐磨條。采用手工電弧焊探討焊條的焊接工藝性能。納米粉焊條焊接時,小熔滴過渡,引弧容易,電弧穩定性好,成型好,無焊接缺陷。對堆焊層的顯微組織、硬度...
硅硼系無渣堆焊焊條在工業生產中的應用
格式:pdf
大小:211KB
頁數:2P
3
硅硼系無渣堆焊焊條在工業生產中的應用——開發了一種新型硅硼系無渣焊條。該焊條在焊接過程中雖然無礦石粉產生熔渣對焊縫金屬進行保護,但由于它能自生氣體且能在焊縫金屬表面生成一層極薄的硅硼酸鹽保護膜,較好地保護了焊縫金屬,從而不但保證了堆焊質量,而...
閥門堆焊焊條相關
文輯推薦
知識推薦
百科推薦


職位:門窗工程施工員
擅長專業:土建 安裝 裝飾 市政 園林


