

大直徑超長鋼筋籠胎架長線匹配法制作安裝工法
格式:pdf
大小:1.4MB
頁數:13P
人氣 :60
 4.6
4.6
1 大直徑長樁鋼筋籠胎架長線匹配法制作安裝工法 (ERJUGF-2008-032) 中交第二公路工程局有限公司 中交二公局第五工程有限公司 (賀茂生 任回興 馬峰 張先武 米長江 李松 白飛陽) 1. 前 言 1.1 樁基直徑在 2m以上,樁長超過 100m的樁基一般稱為大直徑長樁。其鋼筋籠相對于 普通鋼筋籠來說,具有直徑、長度、重量較大,分節對接次數、鋼筋接頭多等特點。在制作 安裝過程中不可避免地產生了對接難度大、 現場安裝周期長, 以及加工、 運輸、吊裝、對接、 下放過程中易發生變形等難題, 最終影響鋼筋籠安裝質量, 甚至由于鋼筋安裝周期過長導致 孔壁坍塌、孔底沉淀過大等質量隱患。 1.2 為了盡量縮短超長鋼筋籠現場安裝周期,施工中必須采取有效措施,減少各節鋼筋 籠制作時的誤差,保證相鄰節段鋼筋籠接頭精確匹配、快速對接;同時,提前把 12m(9m)長 的標準節預拼成 24m-36m的



 變截面超長樁鋼筋籠長線匹配法制作安裝技術
變截面超長樁鋼筋籠長線匹配法制作安裝技術 變截面超長樁鋼筋籠長線匹配法制作安裝技術
格式:pdf
大小:618KB
頁數:4P
文章結合蘇通大橋南塔墩鉆孔樁鋼筋籠施工實踐,介紹了大直徑超長鋼筋籠運輸安裝易變形、對接難度大、安裝周期長等難題,而采用的鋼胎架長線匹配法制作安裝技術解決了難題。

鋼筋籠長線法施工工法
格式:pdf
大小:389KB
頁數:12P
《鋼筋籠“長線法”施工工法》 中交第二公路工程局有限公司 20xx年11月 目錄 一、前言.................................................................................................................3 二、工法特點..........................................................................................................3 三、適用范圍..........................................................................................................3 四、工藝
編輯推薦下載
大直徑超長樁鋼筋籠的制作安裝方法 大直徑超長樁鋼筋籠的制作安裝方法
格式:pdf
大小:345KB
頁數:2P
4.5
針對大直徑超長鋼筋籠的特點,總結其制作場地的選擇、制作方法、吊裝沉放與連接、以及防止其變形的各種施工技術措施。
大直徑超長樁鋼筋籠的制作安裝方法
格式:pdf
大小:693KB
頁數:3P
3
大直徑超長樁鋼筋籠的制作安裝方法——針對大直徑超長樁鋼筋籠的特點,總結其制作場地的選擇,制作方法,吊裝陳放與連接,以及防止其變形的各種施工技術措施。
鋼筋籠胎架長線匹配法制作安裝工法熱門文檔
大直徑超長樁鋼筋籠的制作安裝方法 大直徑超長樁鋼筋籠的制作安裝方法
格式:pdf
大小:692KB
頁數:3P
4.4
針對大直徑超長鋼筋籠的特點,總結其制作場地的選擇、制作方法、吊裝沉放與連接、以及防止其變形的各種施工技術措施。
鋼筋籠快速制作與安裝施工工法
格式:pdf
大小:1.0MB
頁數:12P
4.7
大直徑超長鉆孔樁鋼筋籠快速制作與安裝施工工法 中鐵四局集團有限公司 1.前言 近年來,隨著橋梁跨徑的增大,大直徑超長鉆孔樁在鐵路和公路橋梁基礎中得 到廣泛應用,相應的鋼筋籠直徑和長度也向大口徑和超長方向發展。大直徑超長鉆 孔樁鋼筋籠具有節段多、自重大、接頭多、易變形等結構特點,制造和安裝工藝要 求較高,傳統的鋼筋籠制造、安裝工藝難以滿足大直徑超長鉆孔樁施工的需要。 寧波鐵路樞紐新建北環線工程甬江左線特大橋主橋為主跨468m鋼-混混合梁斜 拉橋,為滿足索塔基礎的φ3.0m、樁長132.5m的鉆孔灌注樁施工需要,課題組對“大 直徑超長鉆孔樁鋼筋籠快速制作與安裝”施工進行技術研究,解決了大直徑超長鋼 筋籠易變形、直螺紋套筒連接精度不易控制、鋼筋籠安裝不易定位等難題,實現了 施工集約化、快速化,取得了良好的經濟效益和社會效益。并申請了發明專利“大 直徑超長鉆孔樁自由吊掛定位系統”(

大跨度鋼拱桁架廠棚制作安裝工法
格式:pdf
大小:65KB
頁數:9P
4.3
1 大跨度鋼拱桁架廠棚制作安裝 施工工法 編制單位:中建八局安裝公司南京公司 編制人:嚴文榮 編制日期:一九九八年九月二十四日 目錄 1.特點...........................................................................................2 2.適用范圍...................................................................................2 3.工藝原理...................................................................................2 4.工藝流程及操作要點............................
鉆孔樁鋼筋籠制作安裝工藝流程圖
格式:pdf
大小:15KB
頁數:1P
4.6
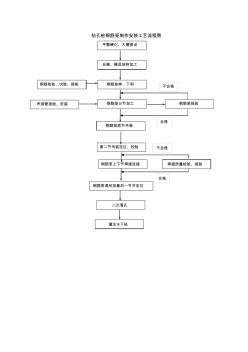
鉆孔樁鋼筋籠制作安裝工藝流程圖 平整硬化、大棚搭設 合模、模具放樣加工 鋼筋放樣、下料鋼筋檢驗、試驗、報驗 鋼筋籠分節加工 鋼筋籠底節吊裝 第二節吊裝定位、校驗 鋼筋籠上下節焊接連接 鋼筋籠調吊放最后一節并定位 二次清孔 灌注水下砼 聲測管報驗、安裝鋼筋籠報驗 焊接質量檢驗、報驗 不合格 合格 不合格 合格

鋼筋籠加工施工工法
格式:pdf
大小:4.3MB
頁數:17P
4.4
人機協同加工鋼筋籠施工工法 中鐵一局集團橋梁工程有限公司 xx長江公路大橋b3合同段項目經理部 二oxx年二月 人機協同加工鋼筋籠施工工法 1前言 鋼筋籠傳統加工方法以人工操作為主,除鋼筋原材料切頭,車絲由機器 和人工輔助完成,其余工序如主筋定位,螺旋筋安裝、定位等都在人工操作下 完成,致使鋼筋筋籠生產效率低,加工精度不夠,合格率較低,兩節鋼筋籠因 主筋定位誤差較大造成對接安裝較困難。隨著鋼筋籠自動化、工廠化加工的不 斷發展,鋼筋籠的加工精度與生產效率有了質的提高。 人機協同加工鋼筋籠施工工法的應用,使得高鋼筋籠加工質量有了很大的 提高,降低原材料損耗,節約施工場地,減小施工成本,加快施工進度,降低 工人勞動強度,提高鋼筋籠自動化、工廠化生產水平。 鋼筋籠自動滾焊機在主筋下料完成后,主筋和螺旋箍筋上料、主筋定位、 螺旋筋定位和安裝都由滾焊機自動完成,相鄰兩節鋼筋籠主筋同時定位。由鋼 筋
鋼筋籠胎架長線匹配法制作安裝工法精華文檔
大直徑超長樁鋼筋籠的制作與安裝 大直徑超長樁鋼筋籠的制作與安裝
格式:pdf
大小:354KB
頁數:3P
4.7
針對大直徑超長鋼筋籠的特點,總結其制作場地的選擇、制作方法、吊裝沉放與連接以及防止其變形的各種施工技術措施。

接觸網整體吊弦制作安裝工法
格式:pdf
大小:446KB
頁數:9P
4.4
電氣化鐵路接觸網整體吊弦制作安裝工法 鐵道部電氣化工程局 一、前言 當前,我國電氣化鐵路正處在一個新的發展時期,對如何進一步提高電氣 化可靠性的問題,鐵道部領導和有關司、局都十分重視,而且全路呼聲很高, 反映強烈。為此,我局首先在京鄭線電氣化接觸網工程中推出整體吊弦新技術。 整體吊弦是以往接觸懸掛中環接吊弦的替代產品。它由青銅絞線、c型線 夾、j型線夾組成,見圖1,采用整體式壓接工藝連接,具有機械強度高、耐 腐蝕性能好、使用壽命長、施工安裝方便及改善接觸網運行狀態等優點。 為保證該項新技術的實施,1993年10月我們在寶中線進行試驗,取得了 較好的效果,經再次完善和修改后,1994年10月,在京鄭線官莊-邢臺間再 次組織了現場示范演示,取得成功,從而為京鄭線全線采用該項新技術提供了 技術保證,也為今后進行高速電氣化鐵路施工奠定了基礎。 二、工法特點 1.有利于“弓網”關系

鋼結構工業廠房制作安裝工法申報書
格式:pdf
大小:68KB
頁數:7P
4.4
中國建筑第七工程局 工法申報書 工法名稱:鋼結構工業廠房制作安裝工法 編寫單位:中建七局安裝工程公司工程技術科 申報單位:中建七局安裝工程公司 申報時間:2006年05月20日 1 工法名稱鋼結構工業廠房制作安裝工法 主要完成單位中建七局安裝工程公司工程技術科 通訊地址鄭州市北環路72號郵編450053 聯系人汪斌電話63985264 主 要 完 成 者 姓名職務職稱所在工作單位 汪斌主辦科員工程師中建七局安裝公司 王五奇總工程師高級工程師中建七局安裝公司 肖有望付總工程 師 教授級高級 工程師 中建七局安裝公司 本工法應用的 工程名稱及時 間 2003年陜西飛機工業集團905#鋼結構燃油系統試驗 室、2004年河南焦作輪胎廠子午胎車間輕鋼結構廠房、2005 年鄭州明電舍(鄭州)電氣工程有限公司鋼結

鋼管混凝土柱制作安裝工法
格式:pdf
大小:166KB
頁數:13P
4.4
1 在此輸入你的公司名稱 logo 鋼管混凝土柱 制作安裝工法 2 鋼管混凝土柱制作安裝工法 (jsgf01-2001) 1、適用范圍 本工法適用于工業與民用建筑及構筑物的鋼管混凝土柱的施工。本工法所反 映的鋼管混凝土柱是指在圓形鋼管內填灌混凝土的鋼管混凝土結構。 2、工藝原理 根據中國工程建設標準化協會標準《鋼管混凝土結構設計與施工規程》 (cecs28:90)來指導整個鋼管柱的制作和安裝全過程。材料和施工質量應符合 國家標準《鋼結構工程施工及驗收規范》(gb50205-95)和《混凝土結構工程 施工及驗收規范》(cb50204-92)的要求。采用的施工工藝是在依據規范、設 計圖紙要求的基礎上形成的切實可行的工藝。 2.1鋼管卷制過程中及時調整,嚴格保證管端平面與管軸線垂直。 2.2制訂切實可選擇焊接工藝用于指導生產,控制焊接變形。 2.3自制工具調整垂直度,保
鋼筋籠胎架長線匹配法制作安裝工法最新文檔
短線匹配法節段梁雙向測量監控預制施工工法
格式:pdf
大小:10.5MB
頁數:28P
4.7
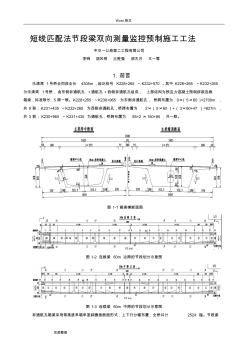
word格式 完美整理 短線匹配法節段梁雙向測量監控預制施工工法 中交一公局第二工程有限公司 李響胡風明蘭勝強胡古月王一霏 1.前言 樂清灣1號橋合同段全長4305m,起訖樁號k228+265~k232+570。其中k228+265~k232+265 為樂清灣1號橋,由東側非通航孔+通航孔+西側非通航孔組成,上部結構為預應力混凝土預制拼裝連續 箱梁,標準聯長5跨一聯。k228+265~k230+965為東側非通航孔,橋跨布置為9×(5×60)=2700m, 共9聯;k231+435~k232+265為西側非通航孔,橋跨布置為2×(5×60)+(3×60+47)=827m, 共3聯;k230+965~k231+435為通航孔,橋跨布置為85+2×150+85,共一聯。 圖1-1箱梁橫斷面圖 圖1-2連
5鋼筋籠制作安裝隱蔽工程檢查驗記錄
格式:pdf
大小:16KB
頁數:1P
4.8
隱蔽工程檢查驗記錄 2011年9月12日 工程名稱寧波市北環快路工程i標段施工單位寧波市政工程建設集團 股份有限公司 隱檢項目灌注樁鋼筋籠制作及安裝隱檢范圍pm69-10#樁 隱 檢 內 容 及 檢 查 情 況 一、主控項目 1.鋼筋、焊條的品種、牌號、規格和技術性能符合國家現行標準規定和設計要求; 2.鋼筋進場時,按批次抽取試件做力學性能和工藝性能試驗,其質量符合國家現行標準的 規定; 3.鋼筋無出現脆斷、焊接性能不良或力學性能顯著不正常等現象; 4.鋼筋彎制和末端彎鉤符合設計要求和cjj2-2008規范第6.2.3、6.2.4條的規定; 5.受力鋼筋的連接形式符合設計要求; 6.受力鋼筋接頭位置、同一截面的接頭數量、搭接長度符合設計要求和cjj2-2008規范第 6.3.2、6.3.5條的規定; 7.受力鋼筋焊接接頭質量符合jgj18的規定和設計
鋼筋籠制作安裝技術交底
格式:pdf
大小:59KB
頁數:5P
4.7
技術交底記錄 單位工程名稱 陽泉礦區采煤沉陷區綜合治理工程居住小區 s07#樓共4頁 分部工程名稱灌注樁分項工程名稱鋼筋工程第1頁 一、各項準備工作 1、測量控制樁已經形成,并經有關單位人員驗收,樁的軸線標高,都在護 壁上埋下控制樁; 2、鋼筋焊接等機械已經按計劃進場,并且操作人員已經過培訓; 3、所有原材料均已按材料計劃要求進場,已經見證取樣合格; 二、具體施工方法: 1、根據地質勘查報告,以及設計要求,鋼筋籠深度需滿足7d,鋼筋籠主筋 采用搭接連接,連接接頭為10d,內箍焊接;螺旋箍筋與主筋點焊;螺旋箍 筋按外皮直徑(zj-1700mm;zj-2900mm;zj-3900/1200mm;zj-4900/1500; zj-5700/1900mm;zj-6900/1550mm;zj-71100mm;zj-811
抗滑樁鋼筋籠施工常見制安工法及優化措施 抗滑樁鋼筋籠施工常見制安工法及優化措施
格式:pdf
大小:219KB
頁數:2P
4.4
本文通過調查常見抗滑樁施工過程中鋼筋籠制安的常見工法,對抗滑樁設計斷面及鋼筋籠重量進行了統計分析,對抗滑樁鋼筋籠制安過程中常見問題及原因進行了分析,并提出了優化措施,對同類工程有借鑒作用。
鋼筋籠制作 (2)
格式:pdf
大小:29KB
頁數:2P
4.6
技術交底記錄 編號 表c2-1 工程名稱軌道交通昌平線工程西二旗站交底日期2009年8月7日 施工單位 北京市政建設集團有限責任公司北京軌道 交通昌平線三標項目經理部 分項工程名 稱 鋼筋籠制作 交底提要按設計尺寸做好主筋、箍筋、加勁筋,質量控制 交底內容: 一、施工準備: 1.準備好制作鋼筋籠所需場地、工具。 2.鋼筋在使用前應清除其表面上的銹斑、油污、雜物等;將成盤的鋼筋和局部有彎折的鋼筋調直,若 鋼筋端部有彎曲、扭曲時,也應矯直或切除。 二、施工方法: 1.按設計尺寸做好加勁筋圈(箍筋),并在上面標出主筋位置。 2.把主筋擺在平整的工作臺上,在其上面標明加勁筋的位置。 3.使加勁筋上任一主筋的標記對準主筋中部的加勁筋的標記,扶正加勁筋并使其與主筋垂直后進行電 焊。依次,在一根主筋上焊好全部加勁筋。 4.在骨架兩端各站一人轉動骨架,將其
地下連續墻鋼筋籠的吊裝工法
格式:pdf
大小:42KB
頁數:2P
4.3
1.工程概況2.鋼筋籠制作漢口火車站是武漢市軌道交通二號線與七號線的換乘站,整個車站除北端約60m長部分位于空地外,其余大部分與既有的漢口火車站前地下人防結構斜交并結合。車站為雙柱三跨島式地下車站,站臺寬13.5m,結構型式為整體式鋼筋混凝土矩形結構,基坑采用地下連續墻與ф609×16鋼管支撐共同組成支護體系,基坑開挖深度為14m多。標準段地下連續墻設計最深墻深為28米左右,幅寬為4.0m~6.0m不等,首開幅的鋼筋籠最重約為28t,鋼筋骨架長度為27.50m。本工程地連墻鋼筋籠按一節整體制作及吊裝,現場設一2
灌注樁鋼筋籠滾焊加工施工工法
格式:pdf
大小:48KB
頁數:9P
4.4
大直徑灌注樁鋼筋籠機械化施工工法 完成單位:中國一冶集團有限公司 華太建設集團有限公司 主要完成人:蔡曉波趙海蓮張輝黃菊華陳全峰 1.前言 傳統的灌注樁鋼筋籠均采用人工加工制作,效率低、勞動強度高,加工質量受 人員素質影響比較大,質量不穩定,鋼筋籠之間的主筋采用機械連接比較困難,鋼 筋定位不準確,尤其是因為人工制作精度低,難以采用直螺紋連接。在武漢二環線 和金橋大道工程中,樁基直徑為φ1000~2500mm,深度從50米到70不等,因此灌 注樁鋼筋籠的加工量非常大,為保證工期和鋼筋籠的加工質量以及精度,確保鋼筋 籠在樁孔口能采用直螺紋的連接方式以加快進度,采用了大直徑鋼筋籠機械制作工 法。采用該套設備現場機械制作后的鋼筋籠,無論是加工速度和質量都有效地能滿 足工程的要求,取得了較好的經濟和社會效益。采用鋼筋籠滾焊機機械化加工鋼筋 籠,速度快,加工質量穩定可靠,主筋分布均勻
鋼筋籠滾焊機施工工法 (2)
格式:pdf
大小:1.0MB
頁數:5P
4.6
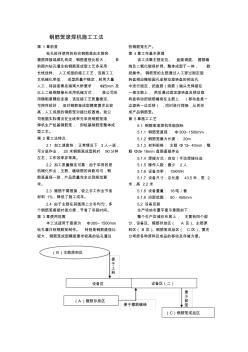
鋼筋籠滾焊機施工工法 第1章前言 鉆孔樁所使用的柱狀鋼筋籠由主筋和 箍筋焊接或綁扎而成,鋼筋直徑比較大,目 前國內鉆孔灌注樁鋼筋籠成型工藝多采用 長線放樣、人工成型的施工工藝,該施工工 藝機械化率低,成型質量不穩定,耗用大量 人工,特別是青島海灣大橋要求φ25mm及 以上二級鋼筋接長采用機械方式,我公司采 用鐓粗直螺紋連接,該連接工藝質量穩定、 可控性較好,但對鋼筋籠成型精度要求比較 高,人工成型的鋼筋籠對接比較困難。我公 司根據實際情況在全線率先采用鋼筋籠滾 焊機生產樁基鋼筋籠,即樁基鋼筋籠整體成 型工藝。 第2章工法特點 2.1加工速度快:正常情況下3人一班, 可分班作業,20米鋼筋籠成型耗時90分鐘 左右,工作效率非常高。 2.2加工質量穩定可靠:由于采用的是 機械化作業,主筋、纏繞筋的間距均勻,鋼 筋籠直徑一致,產品質量完全達到規范要 求。 2
鋼筋籠滾焊機施工工法
格式:pdf
大小:14KB
頁數:9P
4.6
專業資料 鋼筋籠滾焊機施工工法 第1章前言 鉆孔樁所使用的柱狀鋼筋籠由主筋和箍筋焊接或綁扎而成,鋼筋 直徑比較大,目前國內鉆孔灌注樁鋼筋籠成型工藝多采用長線放樣、 人工成型的施工工藝,該施工工藝機械化率低,成型質量不穩定,耗 用大量人工,特別是青島海灣大橋要求φ25mm及以上二級鋼筋接 長采用機械方式,我公司采用鐓粗直螺紋連接,該連接工藝質量穩定、 可控性較好,但對鋼筋籠成型精度要求比較高,人工成型的鋼筋籠對 接比較困難。我公司根據實際情況在全線率先采用鋼筋籠滾焊機生產 樁基鋼筋籠,即樁基鋼筋籠整體成型工藝。 第2章工法特點 2.1加工速度快:正常情況下3人一班,可分班作業,20米鋼筋籠 成型耗時90分鐘左右,工作效率非常高。 2.2加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的 間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。 2.3箍

技術交底(鋼筋籠制作及安裝)
格式:pdf
大小:65KB
頁數:4P
4.7
技術交底記錄 沈鐵施技—20—2 注:此表寫不下可用附頁。如質量、安全措施注意事項寫不下用沈建施技20—2填寫 工程名稱 東北東部鐵路通道前莊線 橋梁工程 分部(分項) 工程 dk149+261.83馬家堡特大橋 交底項目鋼筋籠制作及安裝 圖紙名稱、 圖號 東北東部鐵路通道樁基鋼筋布置圖 圖號:前莊橋通-ⅲ-02 1、工期及主要工作量;構造、尺寸、限界要求: ①工期:2010年7月1日至2011年9月30日; ②工作量:132根樁基礎鋼筋籠 ③尺寸:參照前莊線所有橋梁施工圖(第八項,樁基、基礎采用鋼筋布置通用圖);樁基鋼 筋布置圖,圖號:前莊橋通-ⅲ-02。 2、主要設備、材料、構件的型號、規格和質量要求(包括下料單名稱編號) ①主要設備:鋼筋彎曲機、鋼筋調直機、鋼筋切斷機、電焊機、對焊機、鋼筋籠加工機; ②
鋼筋籠胎架長線匹配法制作安裝工法相關
文輯推薦
知識推薦
百科推薦


職位:施工安全員
擅長專業:土建 安裝 裝飾 市政 園林


