

國內漆包線規格表
格式:pdf
大小:44KB
頁數:2P
人氣 :89
 4.8
4.8
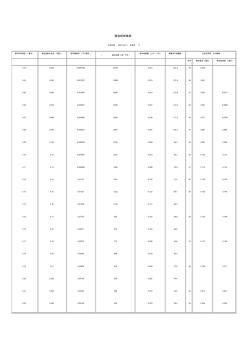
國內漆包線規格表 =2.5A/mm2.j=3A/mm2 是指充許通過的安全電流 ,[單位 mm2)。 9w/220v=0.041A=41mA, (查表找對應線徑)。 0.25mm 的漆包線截面積 =0.25*0.25*3.14=0.19625mm2 0.1925mm2*3A=0.58875A=589MA 銅芯標稱直 徑(毫米 ) 漆包線最大 外徑 (毫米 ) 銅芯截面積 (平 方毫米 ) +-直流電阻 (歐/千米 ) 漆包線重量 (公斤 /千米 ) 每厘米可繞 圈數 近似的英規 SWG 銅線 線號 銅芯直徑 (毫 米 ) 漆包線直徑 (毫米 ) 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21



漆包線規格表
格式:pdf
大小:90KB
頁數:4P
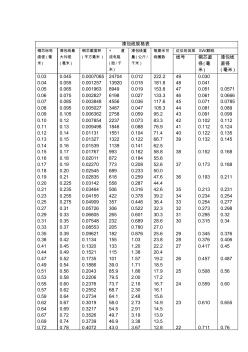
漆包線規格表 發布時間:2007-09-10點擊率:71 銅芯標稱直徑(毫米)漆包線最大外徑(毫米)銅芯截面積(平方毫米) +直流電阻(歐/千米) 漆包線重量(公斤/千米)每厘米可繞圈數近似的英規swg銅線 線號銅芯直徑(毫米)漆包線直徑(毫米) 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21 0.23 0.045 0.055 0.065 0.075 0.085 0.095 0.105 0.12 0.13 0.14 0.15 0.16 0.17 0.18

國內漆包線規格表(20201030131755)
格式:pdf
大小:43KB
頁數:2P
國內漆包線規格表 =2.5a/mm2.j=3a/mm2是指充許通過的安全電流,[單位mm2)。 9w/220v=0.041a=41ma,(查表找對應線徑)。 0.25mm的漆包線截面積=0.25*0.25*3.14=0.19625mm2 0.1925mm2*3a=0.58875a=589ma 銅芯標稱直 徑(毫米) 漆包線最大 外徑(毫米) 銅芯截面積(平 方毫米) +-直流電阻 (歐/千米) 漆包線重量 (公斤/千米) 每厘米可繞 圈數 近似的英規swg銅線 線號銅芯直徑(毫 米) 漆包線直徑 (毫米) 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21
編輯推薦下載
漆包線規格表(20201030131517)
格式:pdf
大小:40KB
頁數:2P
4.7
漆包線規格表 銅芯標稱 直徑(毫 米) 漆包線最 大外徑 (毫米) 銅芯截面積 (平方毫米) +直 流電阻 (歐/千 米) 漆包線重 量(公斤/ 千米) 每厘米可 繞圈數 近似的英規swg銅線 線號銅芯直 徑(毫 米) 漆包線 直徑 (毫米) 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21 0.23 0.25 0.27 0.29 0.31 0.33 0.35 0.38 0.41 0.44 0.47 0.49 0.51 0.53 0.55 0.57 0.59 0.62 0.64 0.67 0.69 0.72 0.045 0.
高張力漆包線說明超微細漆包線價格超微細電磁線工藝
格式:pdf
大小:570KB
頁數:4P
4.7
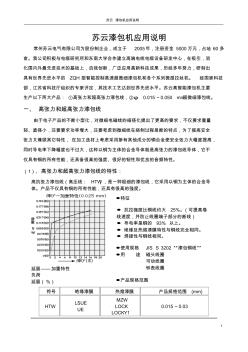
蘇云漆包機應用說明 1 蘇云漆包機應用說明 常州蘇云電氣有限公司為股份制企業,成立于2005年,注冊資金5000萬元,占地60多 畝。我公司積極與電纜研究所和東南大學合作建立高端電線電纜設備研發中心,在吸引,消 化國內外最先進技術的基礎上,自我創新,廣泛應用高新科技成果,歷經多年努力,研制出 具有世界先進水平的zqh型智能控制高速超微細漆包機和各個系列微型拉絲機。經國家科技 部,江蘇省科技廳組織的專家評定,其技術工藝達到世界先進水平。蘇云高智能漆包機主要 生產以下兩大產品:①高張力和超高張力漆包線,②φ0.015~0.050mm超微細漆包線。 一、高張力和超高張力漆包線 由于電子產品的不斷小型化,對微細電磁線的細徑化提出了更高的要求,不僅要求重量 輕、直徑小,還要要求功率增大,還要考慮到微細線在繞制過程易斷的特點,為了提高安全 張力又兼顧其它特性,在加工選材上考慮采
國內漆包線規格表熱門文檔

銅包鋁漆包線
格式:pdf
大小:446KB
頁數:6P
4.5
銅包鋁漆包線 包鋁漆包線是采用銅包鋁材料作內導體的新型電磁線,其特性介于銅鋁之間,結 合了銅的優良導電性和鋁的重量輕的優點。 銅包鋁漆包線特點: 1.直流電阻率:銅包鋁線的直流電阻率約為純銅線的1.45倍;阻值相同時,銅包 鋁線重量約為純銅線的1/2。 2.良好的焊錫性:銅包鋁線由于其表面同心的包覆了一層純銅,因此具有跟純銅 線一樣的可釬焊性,而不必像鋁線那樣做特殊處理;同時,銅包鋁線具有較厚的 銅層,確保在刮漆時不會影響產品焊錫性能; 3.重量輕:銅包鋁線密度是相同線徑的純銅線的1/2.5,對降低線圈的重量十分 有效;使用神州銅包鋁線替代銅線,至少可節省30%以上的成本。 銅包鋁漆包線現有應用領域: 1、高頻變壓器、普通變壓器; 2、電感,電磁線圈; 3、電機,包括家用電機、各種微型電機以及壓縮機等環境要求較高的電機; 4、用于音響線圈、光驅的特殊電磁線; 5
漆包線工藝流程
格式:pdf
大小:29KB
頁數:18P
4.5
1/18 漆包線工藝流程 漆包線主要流程:放線→退火→涂漆→烘焙→冷卻→收線 一、放線 在一臺正常運行的漆包機上,操作人員的精力和體力大部分消 耗在放線部分,調換放線盤使操作者付出很大的勞動力,換線時接頭 易產生品質問題及發生運行故障。有效的方法是大容量放線. 放線的關鍵是控制張力,張力大時不僅拉細導體,使導線表面 失去光亮,還影響漆包線的多項性能.從外表上看,被拉細的導線,涂制 出的漆包線光澤較差;從性能來看,漆包線伸長率、回彈性、柔韌性、 熱沖擊都受到影響。放線張力太小,線容易跳動造成并線、線碰爐口。 放線時最怕半圈張力大,半圈張力小,這樣不僅使導線松亂、扎斷, 一段一段被拉細,而且還會引起烘爐內線的大跳動,造成并線、碰線 故障。放線張力要均勻,適當。 在退火爐前安裝助力輪對張力的控制有很大幫助。軟銅線在室溫 下其最大不延伸張力約為15kg/mm2,
大黑漆包線資料
格式:pdf
大小:99KB
頁數:1P
4.7
序號: 主 要 內 容 no姓名工號部門no姓名工號部門no姓名工號部門 11121 21222 31323 41424 51525 61626 71727 81828 91929 102030 ??? spk-pm1 組織人 時間 主題 產線使用相形相似的漆包線如何正確的分類放置: 1、漆包線領用后先張貼醒目標識,將相關的物料信息標識明確,如下圖; 2、相同線徑不同料號的漆包線不能同時放置在同一個箱子內,必須分開放置; 3、所有機器需要換線時,必須由事務員換線,作業員不允許私自換線,一經發現將按照管理規定進行處 罰; 4、繞制好的音圈每一周轉板必須張貼標識,如產品型號、數量、狀態等要標明確; 5、熱風與酒精的區別,酒精為:fh熱風的為:fx 6、車間主要用高漲力與超高漲力兩種漆包線,區別為:dht為高漲力的,

漆包線基本知識
格式:pdf
大小:90KB
頁數:9P
4.6
文檔來源為:從網絡收集整理.word版本可編輯.歡迎下載支持. 1文檔來源為:從網絡收集整理.word版本可編輯.歡迎下載支持. 漆包線介紹 一.概述 漆包線是繞組線的一個主要品種,由導體和絕緣層兩部組成,裸線經退火軟化后,再經過多次涂漆, 烘焙而成。但要生產出即符合標準要求,又滿足客戶要求的產品并不容易,它受原材料質量,工藝參 數,生產設備,環境等因素影響,因此,各種漆包線的質量特性各不相同,但都具備機械性能,化學 性能,電性能,熱性能四大性能。 概念及分類 1.什么是電磁線? 電磁線是一種具有絕緣層的電線,它是以繞組形式來實現電磁能的轉化,又稱為繞組線。 2.分類: 2.1按導體材料可分為:銅,鋁,合金,復合材料 2.2按絕緣材料可分為:漆包線,繞包線,無機絕緣線 2.3按導體形狀可分為:圓線,扁線,異型線 3.漆包線的分類 3.1按絕緣材料分 文檔來源
國內漆包線規格表精華文檔
常用銅、鋁漆包線數據表
格式:pdf
大小:15KB
頁數:2P
4.4
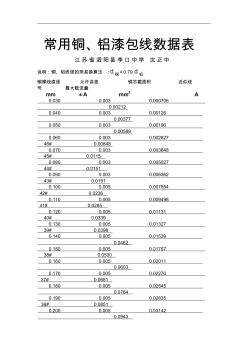
常用銅、鋁漆包線數據表 江蘇省泗陽縣李口中學沈正中 說明:銅、鋁線徑的簡易換算法:d銅=0.79d鋁 銅裸線直徑允許誤差銅芯截面積近似線 號最大載流量 mm±amm2a 0.0300.0030.000706 0.00212 0.0400.0030.00126 0.00377 0.0500.0030.00196 0.00589 0.0600.0030.002827 46#0.00848 0.0700.0030.003848 45#0.0115 0.0800.0030.005027 44#0.0151 0.0900.0030.006362 43#0.0191 0.1000.0050.007854 42#0.0236 0

國內銅線規格種類 (2)
格式:pdf
大小:10KB
頁數:3P
4.4
國內銅線規格種類及負載電流量參數表國內銅線規格種類及負載電流量參數表 國內銅線規格種類及負載電流量參數表國內銅線規格種類及負載電流量參數表 一.導線截面積與載流量的計算。 1.一般銅導線載流量導線的安全載流量是根據所允許的線芯最高溫度、冷卻條件、 敷設條件來確定的。一般銅導線的安全載流量為5~8a/mm2,鋁導線的安全載 流量為3~5a/mm2。一般銅導線的安全載流量為5~8a/mm2,鋁導線 的安全載流量為3~5a/mm2。如:2.5mm2bvv銅導線安全載流量的推薦值2.5 ×8a/mm2=20a4mm2bvv銅導線安全載流量的推薦值4×8a/mm2=32a2.計算 銅導線截面積利用銅導線的安全載流量的推薦值5~8a/mm2,計算出所選取銅導 線截面積s的上下范圍:s==0.125i~0.2i(mm2)s
國內銅線規格種類
格式:pdf
大小:10KB
頁數:3P
4.6
國內銅線規格種類及負載電流量參數表國內銅線規格種類及負載電流量參數表 國內銅線規格種類及負載電流量參數表國內銅線規格種類及負載電流量參數表 一.導線截面積與載流量的計算。 1.一般銅導線載流量導線的安全載流量是根據所允許的線芯最高溫度、冷卻條件、 敷設條件來確定的。一般銅導線的安全載流量為5~8a/mm2,鋁導線的安全載 流量為3~5a/mm2。一般銅導線的安全載流量為5~8a/mm2,鋁導線 的安全載流量為3~5a/mm2。如:mm2bvv銅導線安全載流量的推薦值× 8a/mm2=20a4mm2bvv銅導線安全載流量的推薦值4×8a/mm2=32a2.計算銅 導線截面積利用銅導線的安全載流量的推薦值5~8a/mm2,計算出所選取銅導線 截面積s的上下范圍:s==i~i(mm2)s-----銅導線截面積(mm2

漆包線涂漆配模及其影響因素
格式:pdf
大小:1.4MB
頁數:5P
4.8
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

聚酯漆包線漆與研究進展
格式:pdf
大小:19KB
頁數:9P
4.3
聚酯漆包線漆及研究進展 1、概述 1.1漆包線及漆包線漆的定義 漆包線是一種重要的“電工絕緣材料”,就是在銅、鋁、錳銅合金等金屬絲上按 照特定的生產工藝涂上高分子絕緣漆制備而成,這種特定的絕緣漆就是漆包線漆。 漆包線主要用作繞組線圈,其功效就是在元器件工作的過程中,實現“電”“磁”能量轉 換。漆包線上所涂的絕緣層(即漆包線漆膜),應具有較好的熱、電、機械及耐化 學性能。 1.2適用范圍 漆包線主要使用在電子、電工、電器設備中,如電機、家用電器、電子儀表等。 在一些特定的應用場合,則需一些特殊規格的漆包線,如隨身聽、電子鐘表、微型 蓄電器、電子儀表、掌上電腦等,需要細徑化的漆包線;人工心臟起搏器,揚聲器 音圈,微波爐變壓器需要輕量化的漆包線;蜂鳴器、微電器、電子變壓器、彩電偏 轉,則需要自粘性的漆包線。隨著工業的飛速發展,電子、電器、電工領域發展很 快,幾乎與電有關的各種設備、儀器
國內漆包線規格表最新文檔
 超細漆包線涂漆工藝的張力控制
超細漆包線涂漆工藝的張力控制 超細漆包線涂漆工藝的張力控制
格式:pdf
大小:446KB
頁數:3P
4.4
國內的漆包線的生產不論是在裝備上還是在工藝上都已經取得長足的進步,但是要趕上國際的先進水平,漆包線生產中還有許多細節值得推敲。本文提出用張力傳感器、pic873單片機控制器、力矩電機3個單元組成的控制系統來實現超細漆包線的涂漆工藝的張力控制。

漆包線扁銅線抽樣檢驗標準
格式:pdf
大小:41KB
頁數:3P
4.8
. . 1目的 規范變壓器生產所使用的漆包扁銅線檢驗以及判定標準。 2范圍 適用于漆包扁銅線入庫前以及在庫檢驗。 3職責 品管部進料檢驗員(iqc)負責漆包扁銅線進廠以及在庫檢驗。 4名詞定義 4.1致命缺陷(critical):任何對產品或對使用者造成造成安全隱患的缺陷。 4.2重缺陷(major):產品的使用性能不能達到所期望的要求或顯著降低其實用性質的缺陷。 4.3輕缺陷(minor):不影響產品的使用的缺陷。 5.數據記錄:實際檢驗數量至少記錄3pcs(按抽樣數量調節,必需記錄大中小三種數據)。 6檢驗及判定 6.1判定原則 采用gb2828—2003正常ii級單次抽樣標準。 6.2抽樣方法:同一型號、規格以軸數為批量,抽樣以aql4.0為基準數抽樣。 6.3允收水準:致命缺陷(cr)0收1退,重缺陷(ma)0收1退,輕缺
漆包線生產工藝流程
格式:pdf
大小:10KB
頁數:4P
4.6
漆包線生產工藝流程 銅線的拉伸:原材料一般為φ8的無氧銅桿,經過拉伸機的拉伸后,外徑變小,得到我們所需 要規格大小的銅線.拉伸的次數越多,線經變得越小. 漆包線生產工藝流程 拉伸過程:大拉:φ8經過拉伸機的拉伸后變為φ3.2或φ2.6此過程稱為大拉.粗拉:φ3.20 或φ2.60,經過拉伸機的拉伸后可獲得φ1.00(約為awg#18).中拉:φ1.00(約awg#18),經 過拉伸機的拉伸后可獲得φ0.50.細拉:φ0.50經過拉伸機的拉伸后可獲得φ0.10微拉:φ 0.10經過拉伸機的拉伸后可獲得φ0.02 漆包線生產工藝流程 漆包線之生產工藝流程伸線→退火→卷取→細伸→燒燉→水洗→烘幹→冷卻→上漆→烘烤 →冷卻→捲取 漆包線種類 uew—聚胺酯漆包銅線 耐溫等級:130℃,155℃,180℃絕緣說明:
 基于PLC的漆包線自動下線機研制
基于PLC的漆包線自動下線機研制 基于PLC的漆包線自動下線機研制
格式:pdf
大小:334KB
頁數:未知
4.6
漆包線自動下線機采用國外流行的機械去漆法,在設計上將漆包線校直、去漆、成型、截斷功能集成在同一臺裝置上,采用三菱plc作為控制器。該機能夠同時對多卷漆包線進行下線操作,操作簡便,可靠性高,具有較高的性價比。
漆包線種類及識別方法
格式:pdf
大小:185KB
頁數:7P
4.4
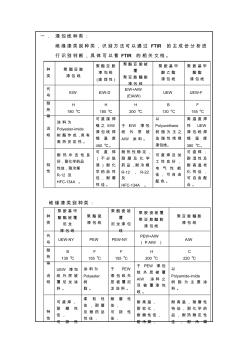
一.漆包線種類: 絕緣漆類別種類,識別方法可以通過ftir的主成份分析進 行識別判斷,具體可以看ftir的相關文檔。 種 類 聚酯亞胺 漆包線 聚酯亞胺 漆包線 (直焊性) 聚酯亞胺被 覆 聚亞胺醯胺 漆包線 聚胺基甲 酸乙酯 漆包線 聚胺基甲 酸酯 漆包線 代 號 eiweiw-d eiw+aiw (eiaiw) uewuew-f 耐 熱 等 h 180c h 180c h 200c b 130c f 155c 說 明 涂料為 polyester-imide 樹酯作成,具有 高熱安定性。 可直接焊 錫之eiw 漆包線焊 錫溫度 450c。 于eiw漆包 線外層被 aiw涂料。 以 polyurethane 樹脂為
聚酰胺酰亞胺單涂漆包線的研制 聚酰胺酰亞胺單涂漆包線的研制
格式:pdf
大小:437KB
頁數:2P
4.7
聚酰胺酰亞胺漆膜具有耐熱、耐刮、耐軟化擊穿等優點,但對銅導體的附著性不好。為此,常把它與聚酯亞胺漆膜結合使用在復合導線上,但這樣又增加了漆膜的總厚度和工藝復雜性。介紹了單涂層聚酰胺酰亞胺銅漆包線的生產工藝,以及原材料的選擇、生產流程的控制等,并通過介質損耗圖來鑒別產品質量。通過與同類產品的對比,證明了單涂層聚酰胺酰亞胺銅漆包線在熱性能、機械性能和化學性能上的優越性。
漆包線包裝標簽打印系統設計與實現 漆包線包裝標簽打印系統設計與實現
格式:pdf
大小:653KB
頁數:3P
4.5
針對漆包線包裝工藝流程,分析了以往標簽打印系統的局限性,提出了信息化下的標簽打印系統的設計。系統采用數據動態生成技術,實現了客戶信息的實時更新、圖形化和文本雙重標簽設計,提高了標簽設計的靈活度。整個系統以漆包線生產-包裝-存儲-發貨為主線,實現了產品的實時標簽打印。采用microsoftvisualstudio2005開發工具和sql2000數據庫系統,設計漆包線包裝標簽打印管理系統,實現了打印機信息優化管理。
國內漆包線規格表相關
文輯推薦
知識推薦
百科推薦


職位:電氣銷售工程師
擅長專業:土建 安裝 裝飾 市政 園林


