




金屬構件
格式:pdf
大小:26KB
頁數:2P
金屬構件、儀表安裝單位工程質量評定表 單元工程名稱 自貢市富順縣農村飲水安全項 目東片區管網延伸工程單元工程量(臺) 分部工程名稱主體管網工程施工單位 四川同達建設有限公司 單元工程名稱、樁號金屬構件安裝檢驗日期年月日 設計規格及型號額定電壓或功率 實際規格及型號實際電壓或功率 項次保證項目質量標準檢驗記錄 1 構件和儀表及連接件的 材質、型號、規格、精 度、額定工作壓力符合 設計,具備產品生產許 可證、質量合格證、安 裝使用說明書和質量檢 測報告 材質、型號、規格、額定工作壓力符合設 計,其它均符合要求。 構件和儀材質、型號、規格、額定工作壓力 符合設計,其它均符合要求。表及連接件的 材質、型號、規格、額定工作壓力符合設計 要求,三證齊全,均符合要求。 2外觀質量 內外壁平整,無裂紋、明顯的凹陷、溝紋 等。金屬殼體的防銹防腐層應完整、無損 傷;
編輯推薦下載

金屬構件制作
格式:pdf
大小:31KB
頁數:2P
 4.8
4.8
1 金屬構件制作 章節定額號定額項目基價單位 頂升管節鋼殼 4-457頂升管節鋼殼首節23440.51t 4-458頂升管節鋼殼中間節10141.81t 4-459頂升管節鋼殼尾節10592.32t 頂升管節鋼殼共3條定額記錄 鋼管片 4-460鋼管片(1t內)11343.02t 4-461鋼管片(1t外)9983.60t 4-462鋼管片復合管片鋼殼8802.63t 鋼管片共3條定額記錄 頂升止水框、聯系 梁、車架 4-463頂升止水框、聯系梁、車架止水框11747.67t 4-464頂升止水框、聯系梁、車架聯系梁5562.86t 4-465頂升止水框、聯系梁、車架轉向法蘭11660.82t 4-466頂升止水框、聯系梁、車架頂升車架7312.44t 頂升止水框、聯系梁、車架共
金屬構件制作、安裝、運輸
格式:pdf
大小:22KB
頁數:4P
4.5
第十二分部金屬構件制作、安裝、運輸 說明 一、綜合說明 制作部分 1、本定額適用于現場加工制作,亦適用于企業附屬加工廠制作的構件; 2、本定額的制作,均是按焊接編制的; 3、分段制作和整體預裝配及制作平臺的人材機用量,裝配及錨固桿件用的螺栓已包 括在內。 4、除注明外,均包括現場(工廠)內的材料運輸、加工、組裝及成品堆放、裝車出廠 等全部工序。 5、構件制作項目中,均已包括刷一遍防銹漆工料。 6、金屬構件型鋼鋼材調差時,按實際采用型鋼規格調差。 7、鋼構件設計要求刨邊時:增加刨邊機臺班 1)臺班單價:12000元/臺班 2)臺班數量 鋼構件項目名稱增加刨邊機臺班數量 鋼柱、吊車梁、制動梁0.13 鋼屋架、輕鋼屋架、鋼托架、單軌吊車梁、 型鋼檁條、鋼天窗架、鋼支撐、板式平臺、 鋼墻架、斜梯、螺旋盤梯 0.03 安裝部分 1、本定額是按單機作業制定的。 2、本定額
金屬構件加工熱門文檔
金屬構件多元合金共滲技術-精選資料
格式:pdf
大小:12KB
頁數:8P
4.8
金屬構件多元合金共滲技術 隨著社會經濟的快速發展,人類文明不斷進步,但大規模的 工業化也給人類賴以生存的環境造成了一定程度的破壞。類似酸 雨等自然現象對環境具有破壞性的腐蝕能力。腐蝕不僅消耗了人 們生活中不可缺少的自然資源,而且嚴重破壞了自然環境及工業 生產的正常運行,腐蝕造成的巨大經濟損失和嚴重的環境污染已 成為影響現代社會可持續發展的重要因素之一。據統計,全世界 每年因腐蝕造成的直接經濟損失約為7000億美元,是地震、水 災、臺風等自然災害總和的6倍;我國每年為腐蝕支付的直接與 間接費用總和達5000億元,約占gdp的5%以上。 1金屬防腐技術 金屬材料的腐蝕和防護是當今世界面臨的迫切需要解決的 問題。金屬防腐的方法有很多,具體分為以下4種。 1.1添加耐腐蝕材料 在制造金屬零件的過程中,添加不易與周圍介質發生反應的 耐腐蝕材料。比如添加鉻、鎳鈦

金屬構件制作工程工程量的計算
格式:pdf
大小:12KB
頁數:2P
4.6
金屬構件制作工程工程量的計算 一、定額項目設置及說明 1、本章定額共包括二部分42個項目,定額項目組成見表。 金屬構件制作工程項目組成表 章節子目 金 屬 構 件 制 作 工 程 金屬構件制作鋼柱,鋼屋架、鋼托架,鋼吊車梁、制動梁,鋼支 撐、檁條、墻架,鋼平臺、鋼梯、鋼欄桿,鋼網架 鋼門窗安裝鋼門安裝、鋼窗安裝、鋼天窗、鋼防盜門、鋼櫥窗、 開窗機安裝、鋼門窗安玻璃、鋼柵欄 廠庫鋼大門制安 補充定額b5-1金屬壓型墻面 ※對應工程量清單計價規則,金屬結構工程關聯消耗量定額第五章、第六章 和第十章的部分內容。 ※本章鋼門窗部分和第七章木門窗部分(7-1~7-51)并入定額第十章介紹。 廠庫鋼大門制安為《計價規則》1.5配套 2、清單金屬結構工程計價時應計算金屬構件的制作、運輸、安裝和油漆等 工作內容 1)運輸及安裝定額在第六章:第六章由構件的運輸與安裝兩部分組成,
金屬構件單位面積計算表
格式:pdf
大小:11KB
頁數:1P
4.3
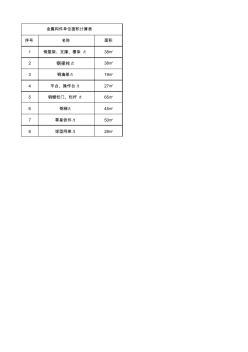
序號名稱面積 1鋼屋架、支撐、檁條/t38㎡ 2鋼梁柱/t38㎡ 3鋼墻架/t19㎡ 4平臺、操作臺/t27㎡ 5鋼柵欄門、欄桿/t65㎡ 6鋼梯/t45㎡ 7零星鐵件/t50㎡ 8球型網架/t28㎡ 金屬構件單位面積計算表

金屬構件類別劃分 (2)
格式:pdf
大小:85KB
頁數:2P
4.7
第六章金屬結構工程 a.6金屬結構工程 說明 6.0.1構件制作 1本章適用于現場內和現場外加工制作的構件。 2.構件制作,包括分段制作和整體預裝配的人工材料及機械臺班用量、整體預裝配用的螺栓及錨固桿件 用的螺栓,已包括在子目內。 3本章除注明者外,均包括場內的材料運輸、號料、加工、組裝及成品堆放、裝車等全部工序。 4本章構件制作子目中,均已包括刷一遍防銹漆工料。 5鋼筋砼組合屋架鋼拉桿,按屋架鋼支撐子目計算。 6鋼拉桿包括兩端螺栓;平臺、操作臺(蓖式平臺)包括鋼支架;踏步式、爬式扶梯包括梯圍欄、平臺。 7本章金屬構件子目中鋼材損耗率為6%,各種鋼材比例除另有約定外,可按實計算。 6.0.2構件安裝 1本章是按單機作業制定的。 2本章是按機械起吊點中心回轉半徑15m以內的距離計算的,如超出15m時,另按構件1km運輸子目 執行。 3每一工作循環中
金屬構件加工精華文檔

勞動定額第十四冊金屬構件工程
格式:pdf
大小:314KB
頁數:11P
4.4
第十二節金屬結構制作工程 一、鋼柱制作 工作內容:放樣劃線、截料平直鉆孔、拼裝焊接、成品矯正除銹、 刷防銹漆一遍、編號堆放。計量單位:t 12—112—212—3 3t內5t內7t內 單位代碼單價(元) 人工綜合人工工日33.5013.900012.180012.2000 鋼板50t3307.500.00500.0030.0020 鋼板30t3307.500.00300.0020 鋼板25t3307.500.73400.5520 鋼板20t3307.500.04400.03300.0300 鋼板16t3307.500.6700 鋼板14t3307.500.1590 鋼板12t3307.500.06500.25800.2090
金屬構件失效分析精簡版
格式:pdf
大小:46KB
頁數:6P
4.7
第一章 1、失效分析:對裝備及其構件在使用過程中發生各種形式失效現象的特征及規律進行分析 研究,從中找出產生失效的主要原因及防止失效的措施。 2、失效形式:(1)變形失效a彈性變形失效b塑性變形失效(2)斷裂失效a韌性斷裂失效b 脆性斷裂失效c疲勞斷裂失效(3)腐蝕失效a局部(點腐蝕、晶間腐蝕、縫隙腐蝕、應力 腐蝕開裂、腐蝕疲勞)b全面(均勻、不均勻)(4)磨損失效 3、引起失效的原因:(1)設計不合理:結構或形狀不合理,構件存在缺口、小圓弧轉角、 不同形狀過渡區等高應力區(2)選材不當及材料缺陷(3)制造工藝不合理:工藝規范制定 不合理(4)使用操作不當和維修不當 4、失效:金屬裝備及其構件在使用過程中,由于應力、時間、溫度、環境介質和操作失誤 等因素的作用,失去其原有功能的現象時有發生。 5.自行車的失效形式:磨損;家用液化氣瓶:變形;鍋爐:

金屬構件類別劃分
格式:pdf
大小:5KB
頁數:1P
4.8
第六章金屬結構工程 a.6金屬結構工程 說明 6.0.1構件制作 1本章適用于現場內和現場外加工制作的構件。 2.構件制作,包括分段制作和整體預裝配的人工材料及機械臺班用量、整體預裝配用的螺栓及錨固桿件 用的螺栓,已包括在子目內。 3本章除注明者外,均包括場內的材料運輸、號料、加工、組裝及成品堆放、裝車等全部工序。 4本章構件制作子目中,均已包括刷一遍防銹漆工料。 5鋼筋砼組合屋架鋼拉桿,按屋架鋼支撐子目計算。 6鋼拉桿包括兩端螺栓;平臺、操作臺(蓖式平臺)包括鋼支架;踏步式、爬式扶梯包括梯圍欄、平臺。 7本章金屬構件子目中鋼材損耗率為6%,各種鋼材比例除另有約定外,可按實計算。 6.0.2構件安裝 1本章是按單機作業制定的。 2本章是按機械起吊點中心回轉半徑15m以內的距離計算的,如超出15m時,另按構件1km運輸子目 執行。 3每一工作循環中
金屬構件的表面處理方法及要求
格式:pdf
大小:13KB
頁數:5P
4.4
金屬構件的表面處理方法及要求(除銹) 表面處理的好壞直接關系到防腐層的防腐效果,尤其對于涂層,其與基體的機械性粘合和附著,直 接影響著涂層的破壞、剝落和脫層。未處理表面的原有鐵銹及雜質的污染,如油脂、水垢、灰塵等都直 接影響防腐層與基體表面的粘合和附著。因此,在設備施工前,必須十分重視表面處理。 (一)鋼材表面原始銹蝕分級 鋼材表面原始銹蝕分為a、b、c、d四級。 a級——全面覆蓋著氧化皮而幾乎沒有鐵銹的鋼材表面; b級——已發生銹蝕,且部分氧化皮已經剝落的鋼材表面; c級——氧化皮已因銹蝕而剝落或者可以刮除,且有少量點蝕的鋼材表面;d級——氧化皮已因銹 蝕而全面剝離,且已普遍發生點蝕的鋼材表面。 (二)鋼材表面除銹質量等級 鋼材表面除銹質量等級分st2、st3、sal、sa2、sa2.5五級。 st2——徹底的手工和動力工具除銹。鋼材表面無可見的油脂和污垢,且沒有附著不
 熱浸鍍鋅金屬構件涂裝中的磷化處理
熱浸鍍鋅金屬構件涂裝中的磷化處理 熱浸鍍鋅金屬構件涂裝中的磷化處理
格式:pdf
大小:2.5MB
頁數:3P
4.6
介紹了熱浸鍍鋅金屬構件涂裝過程中的表面磷化處理工藝、存在的問題以及改進措施,推薦一種自配的磷化產品,希望有助于解決當前熱浸鍍鋅涂裝中存在的表面處理問題。
金屬構件加工最新文檔

金屬構件制作及門窗安裝工程
格式:pdf
大小:77KB
頁數:4P
4.5
金屬構件制作及門窗安裝工程 章節定額號定額項目基價單位 鋼柱制作 5-1鋼柱每根重量3噸以內4655.46t 5-2鋼柱每根重量7噸以內4860.41t 鋼柱制作共2條定額記錄 鋼屋架、鋼托架制 作 5-3輕鋼屋架每榀重量1噸以內4822.98t 5-4鋼屋架每榀重量3噸以內4221.81t 5-5鋼屋架每榀重量8噸以內4056.73t 5-6鋼托架梁每榀重量3噸以內4263.25t 5-7鋼托架梁每榀重量5噸以內4235.71t 鋼屋架、鋼托架制作共5條定額記錄 鋼吊車梁、鋼制動 梁制作 5-8鋼吊車梁4489.16t 5-9單軌吊車梁3903.23t 5-10鋼制動梁4539.47t 鋼吊車梁、鋼制動梁制作共3條定額記錄 鋼支撐、鋼檁條、
幕墻金屬構件專用數控系統的研究與設計 幕墻金屬構件專用數控系統的研究與設計
格式:pdf
大小:824KB
頁數:4P
4.4
介紹了以工業控制計算機為系統的支撐平臺,結合多軸運動控制器(pmac),構成主從式雙微處理器結構的幕墻金屬構件專用數控系統。根據幕墻金屬構件的加工特點,以visualbasic6.0為開發工具,建立了高效穩定、所見即所得的二視圖圖元化數控編程人機交互平臺。

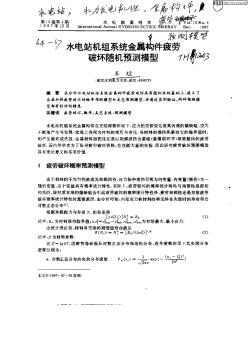
水電站機組系統金屬構件疲勞破壞隨機預測模型
格式:pdf
大小:100KB
頁數:4P
4.7
在分析水電站機組系統金屬構件疲勞破壞具有隨機性的基礎上,建立了金屬材料疲勞破壞的概率預測模型和灰色預測模型,并通過實例驗證,兩種預測模型都有較好的精度.
金屬結構及構件工程
格式:pdf
大小:11KB
頁數:2P
4.4
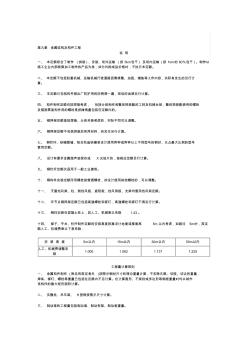
第九章金屬結構及構件工程 說明 一、本定額綜合了制作(拼裝)、安裝、場外運輸(按5km包干)及場內運輸(按1km的80%包干)。制作以 施工企業內部核算加工制作的產品為準,如為外購成品價格時,不執行本定額。 二、本定額不包括起重機械、運輸機械行駛道路因需修整、加固、鋪墊等工作內容,實際有發生的另行計 算。 三、本定額已包括構件刷出廠防護用的防銹漆一遍,現場的油漆另行計算。 四、構件制作定額均按焊接考慮,包括分段制作和整體預裝配的工料及機械臺班,整體預裝配使用的螺栓 及錨固零星構件用的螺栓是按攤銷量包括在定額內的。 五、鋼網架定額是按焊接、分體吊裝考慮的,實際不同可以調整。 六、鋼網架定額不包括拼裝后所用材料,有發生另行計算。 七、鋼欄桿、鐵柵圍墻、陽臺防盜鐵柵若設計使用兩種或兩種以上不同型號的鋼材,以占最大比例的型號 套用定額。 八、設計有要求金屬
熱浸鍍鋅金屬構件涂裝中的磷化處理 熱浸鍍鋅金屬構件涂裝中的磷化處理
格式:pdf
大小:131KB
頁數:未知
4.4
介紹了熱浸鍍鋅金屬構件涂裝過程中的表面磷化處理工藝、存在的問題以及改進措施,推薦一種自配的磷化產品,希望有助于解決當前熱浸鍍鋅涂裝中存在的表面處理問題。
金屬加工用油的作用
格式:pdf
大小:14KB
頁數:2P
4.8
金屬加工用油的作用 核心提示:金屬在加工過程中,為提高加工的效率和精度,降低表面的粗糙度,延長工 具的壽命,達到最佳經濟效益。 一、金屬加工用油的作用 金屬在加工過程中,為提高加工的效率和精度,降低表面的粗糙度,延長工具的壽命, 達到最佳經濟效益。必須減少工具與工件之間的摩擦,及時地帶走加工區內因材料變形而產 生的熱量。要達到這個目的,一方面要開發高性能的工具材料;另一方面是采用優良的經書 加工用油。其作用有以下幾點: 1.潤滑作用 使用金屬加工用油的目的,就是為了降低工具與工件之間的摩擦,減小摩擦力,及時地 帶走加工區內產生的熱量,降低溫度,減少工具磨損,提高工具的使用壽命,從而提高加工 效率,保證工件的精度和表面質量。 在切削過程中,切削液可以減小前刀面、后刀面與已加工件表面間的摩擦,潤滑液能浸 潤到刀具與工件,及其切活之間形成部分的潤滑膜,繼而減少切削力、摩

論文《金屬的切削加工》
格式:pdf
大小:59KB
頁數:6P
4.3
金屬的切削加工 這學期,我學習了一門從來沒接觸過的科目——《機械制造技術基礎》,作為一名文科生, 對這門科目既陌生又熟悉,在我們的生活中,經常接觸著和機械制造有關的知識,最常見的 就比如金屬的切削,所以,學習完了這門科目,我最想談談的就是關于金屬的切削加工。 何謂金屬的切削加工,就是用刀具從工件上切除多余材料,從而獲得形狀、尺寸精度及表 面質量等合乎要求的零件的加工過程。實現這一切削過程必須具備三個條件:工件與刀具 之間要有相對運動,即切削運動;刀具材料必須具備一定的切削性能;刀具必須具有適當的 幾何參數,即切削角度等。金屬的切削加工過程是通過機床或手持工具來進行切削加工的, 其主要方法有車、銑、刨、磨、鉆、鏜、齒輪加工、劃線、鋸、銼、刮、研、鉸孔、攻螺紋、 套螺紋等。其形式雖然多種多樣,但它們有很多方面都有著共同的現象和規律,這些現象 和規律是學習各種切
金屬構件加工相關
文輯推薦
知識推薦
百科推薦


職位:土建項目副經理
擅長專業:土建 安裝 裝飾 市政 園林


