

拉鉚槍
格式:pdf
大小:14KB
頁數(shù):1P
人氣 :94
 4.5
4.5
安全操作規(guī)程技術(shù)交底 共 1 頁,第 1 頁 工程名稱 施工單位 交底部位 交底日期 年 月 日 交底項目 拉鉚槍 交底內(nèi)容: 1.使用拉鉚槍時應(yīng)符合下列要求: 1)外殼、手柄不出現(xiàn)裂縫及破損; 2)電纜軟線及插頭等完好無損,開關(guān)動作正常,保護(hù)接零連接正確牢固可靠; 3)各部防護(hù)罩齊全牢固,電器保護(hù)裝置可靠。 2.被鉚接物體上的鉚釘孔應(yīng)與鉚釘滑配合,并不得過盈量太大。 3.鉚接時,當(dāng)鉚釘軸未拉斷時, 可重復(fù)扣動扳機, 直到拉斷為止, 不得強行扭斷或撬斷。 4.作業(yè)中,接鉚頭子或并帽若有松動,應(yīng)立即擰緊。 5.嚴(yán)禁超載使用。作業(yè)中應(yīng)注意音響及溫升,發(fā)現(xiàn)異常應(yīng)立即停機檢查。在作業(yè)時間過 長,機具溫升超過 60°C時 ,應(yīng)停機,自然冷卻后再進(jìn)行作業(yè)。 交底人: 接受交底人:




004拉鉚槍安全操作規(guī)程技術(shù)交底
格式:doc
大小:20KB
頁數(shù):1P
拉鉚槍安全操作規(guī)程技術(shù)交底 1、使用拉鉚槍時應(yīng)符合下列要求: ⑴被鉚接物體上的鉚釘孔應(yīng)與鉚釘滑配合,并不得過盈量太大。 ⑵鉚接時,當(dāng)鉚釘軸未拉斷時,可重復(fù)扣動扳機,直到拉斷為止,不得強行扭斷或撬斷。 ⑶作業(yè)中,接鉚頭子或并帽若有松動,應(yīng)立即擰緊。 2、作業(yè)前的檢查應(yīng)符合下列要求: ⑴外殼、手柄不出現(xiàn)裂縫、破損; ⑵電纜軟線及插頭等完好無損,開關(guān)動作正常。保護(hù)接零連接正確、牢固可靠; ⑶各部防護(hù)罩齊全牢固,電氣保護(hù)裝置可靠。 3、嚴(yán)禁超載使用。作業(yè)中應(yīng)注意音響及溫升,發(fā)現(xiàn)異常應(yīng)立即停機檢查,在作業(yè)時間過長,機具 溫升超過60℃時,應(yīng)停機,自然冷卻后再行作業(yè)。


004拉鉚槍安全操作規(guī)程技術(shù)交底
格式:pdf
大小:8KB
頁數(shù):1P
精品文檔精心整理 僅供工程人士參考 拉鉚槍安全操作規(guī)程技術(shù)交底 1、使用拉鉚槍時應(yīng)符合下列要求: ⑴被鉚接物體上的鉚釘孔應(yīng)與鉚釘滑配合,并不得過盈量太大。 ⑵鉚接時,當(dāng)鉚釘軸未拉斷時,可重復(fù)扣動扳機,直到拉斷為止,不得強行扭斷或撬斷。 ⑶作業(yè)中,接鉚頭子或并帽若有松動,應(yīng)立即擰緊。 2、作業(yè)前的檢查應(yīng)符合下列要求: ⑴外殼、手柄不出現(xiàn)裂縫、破損; ⑵電纜軟線及插頭等完好無損,開關(guān)動作正常。保護(hù)接零連接正確、牢固可靠; ⑶各部防護(hù)罩齊全牢固,電氣保護(hù)裝置可靠。 3、嚴(yán)禁超載使用。作業(yè)中應(yīng)注意音響及溫升,發(fā)現(xiàn)異常應(yīng)立即停機檢查,在作業(yè)時間過 長,機具 溫升超過60℃時,應(yīng)停機,自然冷卻后再行作業(yè)。
編輯推薦下載

 拉鉚槍安全操作規(guī)程技術(shù)交底
拉鉚槍安全操作規(guī)程技術(shù)交底 拉鉚槍安全操作規(guī)程技術(shù)交底
格式:docx
大小:16KB
頁數(shù):未知
3
拉鉚槍安全操作規(guī)程技術(shù)交底——交底內(nèi)容: 1.使用拉鉚槍時應(yīng)符合下列要求: 2.作業(yè)前的檢查應(yīng)符合下列要求: 1)外殼、手柄不出現(xiàn)裂縫、破損; 2)電纜軟線及插頭等完好無損,開關(guān)動作正常,保護(hù)接零連接正確牢固可靠; 3)各部防護(hù)罩齊...
拉鉚槍安全操作規(guī)程技術(shù)交底
格式:pdf
大小:14KB
頁數(shù):1P
4.5
拉鉚槍安全操作規(guī)程技術(shù)交底 工程名稱施工單位 分項工程名稱施工部位 交底內(nèi)容: 1.使用拉鉚槍時應(yīng)符合下列要求: 1)被鉚接物體上的鉚釘孔應(yīng)與鉚釘滑配合,并不得過盈量太大。 2)鉚接時,當(dāng)鉚釘軸未拉斷時,可重復(fù)扣動扳機,直到拉斷為止,不得強行扭斷或撬斷。 3)作業(yè)中,接鉚頭子或并帽若有松動,應(yīng)立即擰緊。 2.作業(yè)前的檢查應(yīng)符合下列要求: 1)外殼、手柄不出現(xiàn)裂縫、破損; 2)電纜軟線及插頭等完好無損,開關(guān)動作正常,保護(hù)接零連接正確、牢固可靠; 3)各部防護(hù)罩齊全牢固,電氣保護(hù)裝置可靠。 3.嚴(yán)禁超載使用。作業(yè)中應(yīng)注意音響及溫升,發(fā)現(xiàn)異常應(yīng)立即停機檢查。在作業(yè)時間過長,機具溫升超 過60℃時,應(yīng)停機,自然冷卻后再行作業(yè)。 補充內(nèi)容: 交底部門交底人接受交底人交底日期
拉鉚槍熱門文檔
拉鉚釘
格式:pdf
大小:746KB
頁數(shù):5P
4.6
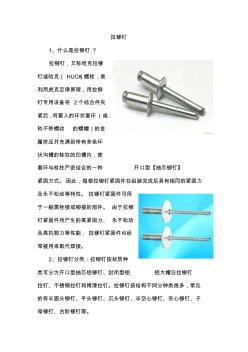
拉鉚釘 1、什么是拉鉚釘? 拉鉚釘,又稱哈克拉鉚 釘或哈克(huck)螺栓,是 利用虎克定律原理,用拉鉚 釘專用設(shè)備將2個結(jié)合件夾 緊后,將套入的環(huán)狀套環(huán)(或 稱不帶螺紋的螺帽)的金 屬擠壓并充滿到帶有多條環(huán) 狀溝槽的栓柱的凹槽內(nèi),使 套環(huán)與栓柱嚴(yán)密結(jié)合的一種開口型【抽芯鉚釘】 緊固方式。因此,每根拉鉚釘緊固件在組裝完成后具有相同的緊固力 及永不松動等特性。拉鉚釘緊固件可用 于一般需栓接或鉚接的部件。由于拉鉚 釘緊固件所產(chǎn)生的高緊固力、永不松動 及高抗剪力等性能,拉鉚釘緊固件也經(jīng) 常被用來取代焊接。 2、拉鉚釘分類:拉鉚釘按材質(zhì)種 類可分為開口型抽芯鋁鉚釘、封閉型鋁鋁大帽沿拉鉚釘 拉釘、不銹鋼拉釘和烤漆拉釘。拉鉚釘按結(jié)構(gòu)不同分種類很多,常見 的有半圓頭鉚釘、平頭鉚釘、沉頭鉚釘、半空心鉚釘、實心鉚釘、子 母鉚釘、臺階鉚釘?shù)取?3工作原理:拉鉚釘緊固件與傳統(tǒng)螺栓利 用扭力旋
常用拉鉚螺母規(guī)格表
格式:pdf
大小:2.0MB
頁數(shù):12P
4.3
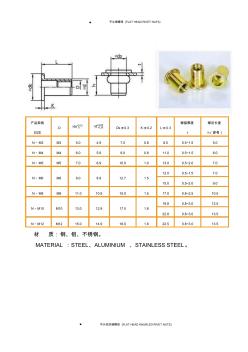
平頭鉚螺母(flatheadrivetnuts) 產(chǎn)品規(guī)格 size ddk±0.3k±0.2l±0.3 鉚接厚度 t 鉚后長度 h(參考) n·m3m35.04.97.00.88.50.5~1.55.0 n·m4m46.05.99.00.811.00.5~1.56.0 n·m5m57.06.910.01.013.00.5~2.07.0 n·m6m69.08.912.71.5 12.00.5~1.57.0 15.00.5~2.09.0 n·m8m811.010.915.01.517.00.8~2.510.5 n·m10m1013.012.917.01.8 19.80.8~3.012.5 22.80.8~3.013.5 n·m12m1215.014.918.01.8
拉鉚釘高精度測量技術(shù)的研究與實現(xiàn) 拉鉚釘高精度測量技術(shù)的研究與實現(xiàn)
格式:pdf
大小:304KB
頁數(shù):3P
4.6
本文采用數(shù)字圖像處理技術(shù)實現(xiàn)拉鉚釘非接觸實時在線的高精度測量。首先簡單介紹硬件像素達(dá)到300萬的圖像采集系統(tǒng)的軟硬件結(jié)構(gòu)。其次詳細(xì)給出了拉鉚釘幾何參數(shù)測量的算法,運用matlab進(jìn)行仿真分析。最后從應(yīng)用理論和實驗結(jié)果證明了此種非接觸測量方法在工業(yè)現(xiàn)場正確性和研究性。
 哈克拉鉚釘技術(shù)在車輛中的應(yīng)用
哈克拉鉚釘技術(shù)在車輛中的應(yīng)用 哈克拉鉚釘技術(shù)在車輛中的應(yīng)用
格式:pdf
大小:57KB
頁數(shù):1P
4.6
1原鉚釘連接方式的缺陷鐵道車輛結(jié)構(gòu)連接所運用的低碳鋼鉚釘是一種較普遍的連接方式,它的連接強度大于螺栓連接,整體重量小于螺栓是該連接形式的優(yōu)點。但是,人們往往忽視了鉚釘連接的缺陷。首先,鉚接工藝復(fù)雜,需要人員數(shù)量多,工人的技術(shù)熟練度要求高,相互間配合要默契。而且,各個工序間銜接極其緊密,因
拉鉚槍精華文檔
拉鉚釘及其在鐵道車輛中的應(yīng)用 拉鉚釘及其在鐵道車輛中的應(yīng)用
格式:pdf
大小:645KB
頁數(shù):4P
4.5
簡述了車輛結(jié)構(gòu)連接中存在的問題,介紹了拉鉚釘?shù)男阅芴攸c,提出了拉鉚釘在車輛制造與修理中應(yīng)用的必要性和可行性。
不銹鋼拉鉚釘規(guī)格
格式:pdf
大小:48KB
頁數(shù):1P
4.7
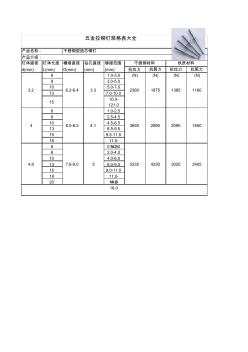
釘體直徑釘體長度帽緣直徑鉆孔直徑鉚接范圍 d(mm)l(mm)d(mm)(mm)(mm)抗拉力 (n) 抗剪力 (n) 抗拉力 (n) 抗剪力 (n)61.0-3.0 83.0-5.0 105.0-7.0 137.0-10.0 15 10.0- 121.0 61.0-2.5 82.5-4.5 104.5-6.5 136.5-9.5 159.5-11.5 1811.5- 14.560.5-2.0 82.0-4.0 104.0-6.0 136.0-9.0 159.0-11.0 1811.0- 14.02014.0- 16.0 1160 4 2405 五金拉鉚釘規(guī)格表大全 4.87.8-8.05533542303020 18751385 6.0-6.24.1365028902090 不銹鋼材料鐵質(zhì)材料 產(chǎn)品名稱:不銹鋼型
 拉鉚釘多參數(shù)高精度在線檢測系統(tǒng)的設(shè)計
拉鉚釘多參數(shù)高精度在線檢測系統(tǒng)的設(shè)計 拉鉚釘多參數(shù)高精度在線檢測系統(tǒng)的設(shè)計
格式:pdf
大小:894KB
頁數(shù):4P
4.7
針對拉鉚釘在線檢測設(shè)備在國內(nèi)還是空白的現(xiàn)狀,利用機器視覺技術(shù)、嵌入式技術(shù)以及光源技術(shù)設(shè)計了一種用于拉鉚釘多參數(shù)高精度在線檢測的系統(tǒng);系統(tǒng)以嵌入式微處理器s3c2440為核心,用非接觸測量方式,利用cmos圖像傳感器ov3640對拉鉚釘?shù)奶卣餍畔⑦M(jìn)行采集提取,完成了拉鉚釘生產(chǎn)的實時在線高速高精度的檢測,檢測精度達(dá)到0.01mm,檢測速度為每分鐘1800件以上,解決了拉鉚釘在線自動檢測這一行業(yè)難題。
鈑金加工:壓鉚手冊..
格式:pdf
大小:1.3MB
頁數(shù):14P
4.6
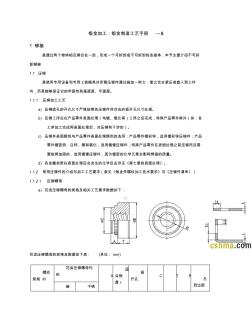
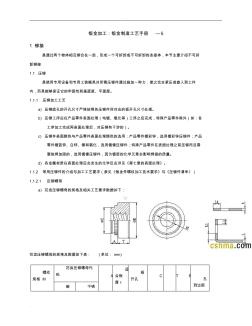
鈑金加工:鈑金制造工藝手冊—5 1鉚接 是通過兩個物體相互鉚合在一起,形成一個可拆卸或不可拆卸的連接體,本節(jié)主要介紹不可拆 卸鉚接 1.1壓鉚 是使用專用設(shè)備和專用工裝模具對所需壓鉚件通過施加一種力,使之完全緊壓或嵌入到工件 內(nèi),而具能夠保證它的牢固性和垂直度、平面度。 1.1.1壓鉚加工工藝 a)壓鉚底孔的開孔尺寸嚴(yán)格按照各壓鉚件所對應(yīng)的板開孔尺寸處理。 b)壓鉚工序應(yīng)在產(chǎn)品零件表面處理(電鍍、氧化等)工序之后完成,特殊產(chǎn)品零件除外(如:各 工序加工完成再表面處理后,對壓鉚有干涉的)。 c)壓鉚件表面顏色與產(chǎn)品零件表面處理顏色的選用:產(chǎn)品零件鍍彩鋅,選用鍍彩鋅壓鉚件;產(chǎn)品 零件鍍藍(lán)鋅、白鋅、鎳和氧化,選用鍍鎳壓鉚件;特殊產(chǎn)品零件在表面處理之前壓鉚而且需 要燒焊加固的,選用鍍鎳壓鉚件,因為鍍層的化學(xué)元素會影響焊接的質(zhì)量。 d)各金屬材質(zhì)在表面處理后會發(fā)生的化學(xué)反應(yīng)詳見《第七
拉鉚槍最新文檔
鈑金加工:壓鉚手冊
格式:pdf
大小:1.3MB
頁數(shù):14P
4.5
. . 鈑金加工:鈑金制造工藝手冊—5 1鉚接 是通過兩個物體相互鉚合在一起,形成一個可拆卸或不可拆卸的連接體,本節(jié)主要介紹不可拆 卸鉚接 1.1壓鉚 是使用專用設(shè)備和專用工裝模具對所需壓鉚件通過施加一種力,使之完全緊壓或嵌入到工件 內(nèi),而具能夠保證它的牢固性和垂直度、平面度。 1.1.1壓鉚加工工藝 a)壓鉚底孔的開孔尺寸嚴(yán)格按照各壓鉚件所對應(yīng)的板開孔尺寸處理。 b)壓鉚工序應(yīng)在產(chǎn)品零件表面處理(電鍍、氧化等)工序之后完成,特殊產(chǎn)品零件除外(如:各 工序加工完成再表面處理后,對壓鉚有干涉的)。 c)壓鉚件表面顏色與產(chǎn)品零件表面處理顏色的選用:產(chǎn)品零件鍍彩鋅,選用鍍彩鋅壓鉚件;產(chǎn)品 零件鍍藍(lán)鋅、白鋅、鎳和氧化,選用鍍鎳壓鉚件;特殊產(chǎn)品零件在表面處理之前壓鉚而且需 要燒焊加固的,選用鍍鎳壓鉚件,因為鍍層的化學(xué)元素會影響焊接的質(zhì)量。 d)各金屬材質(zhì)在表面處理后會發(fā)生的化學(xué)反
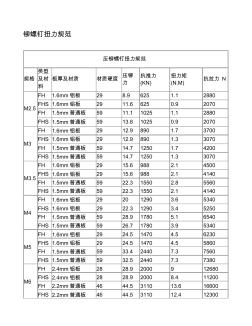
鉚螺釘扭力規(guī)范
格式:pdf
大小:33KB
頁數(shù):2P
4.7
鉚螺釘扭力規(guī)范 壓鉚螺釘扭力規(guī)范 規(guī)格 類型 及材 料 板厚及材質(zhì)材質(zhì)硬度 壓鉚 力 抗推力 (kn) 扭力矩 (n.m) 抗拉力n m2.5 fh1.6mm鋁板298.96251.12880 fhs1.6mm鋁板2911.66250.92070 fh1.5mm普通板5911.110251.12880 fhs1.5mm普通板5913.810250.92070 m3 fh1.6mm鋁板2912.98901.73700 fhs1.6mm鋁板2912.98901.33070 fh1.5mm普通板5914.712501.74200 fhs1.5mm普通板5914.712501.33070 m3.5 fh1.6mm鋁板2915.69882.14500 fhs
嵌入式拉鉚釘在線測量系統(tǒng)關(guān)鍵技術(shù)的研究 嵌入式拉鉚釘在線測量系統(tǒng)關(guān)鍵技術(shù)的研究
格式:pdf
大小:382KB
頁數(shù):3P
4.5
介紹了基于s3c2440的嵌入式拉鉚釘在線測量系統(tǒng)的關(guān)鍵技術(shù),包括硬件體系結(jié)構(gòu)和軟件系統(tǒng)以及l(fā)inux下camera驅(qū)動的設(shè)計流程。提出了嵌入式系統(tǒng)中圖像采集的一般方法,能夠滿足市場上對嵌入式圖像采集的多種需求。

管鉚施工材料基礎(chǔ)知識講稿
格式:pdf
大小:26KB
頁數(shù):10P
4.6
-1- 管鉚施工常用材料基礎(chǔ)知識講稿 一、講述內(nèi)容: 中石化集團(tuán)將物資分為56類這里主要講01大類:鋼材(型材、板材、 管材),38大類通用儀器儀表中的管嘴,42大類:焊接材料(焊條、焊絲、 焊劑),43大類:緊固件(雙頭螺栓、六角單頭螺栓、六角螺母),46大類: 閥門(閘閥、截止閥、止回閥、安全閥),47大類:管道配件(含水暖配件), 53大類:密封件(內(nèi)外環(huán)柔性石墨墊、外環(huán)柔性石墨墊、波齒墊、八角墊)。 綜合分公司材料領(lǐng)用操作流程(見流程圖) 講課的主要目的:看到常用材料的規(guī)格型號能認(rèn)識和找到這些材料。 講課方法:基礎(chǔ)知識講解和實物辯認(rèn)。 二、鋼材 1、鋼材的材質(zhì):q235a、q235b(a3)、20#(a1)、16mn、16mnr、 15crmok1、1cr5mo(g1)、1cr18mi9ti、0cr18mi10ti、321等。其中q235a
GB12618.1不銹鋼開口型扁圓頭抽芯鉚釘優(yōu)質(zhì)拉釘拉鉚釘
格式:pdf
大小:461KB
頁數(shù):2P
4.4
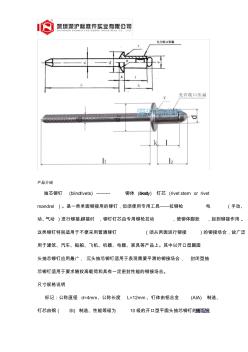
產(chǎn)品介紹 抽芯鉚釘(blindrivets)---------鉚體(rivetbody)釘芯(rivetstemorrivet mandrel)。是一類單面鉚接用的鉚釘,但須使用專用工具——拉鉚槍(手動、電 動、氣動)進(jìn)行鉚接。鉚接時,鉚釘釘芯由專用鉚槍拉動,使鉚體膨脹,起到鉚接作用. 這類鉚釘特別適用于不便采用普通鉚釘(須從兩面進(jìn)行鉚接)的鉚接場合,故廣泛 用于建筑、汽車、船舶、飛機、機器、電器、家具等產(chǎn)品上。其中以開口型扁圓 頭抽芯鉚釘應(yīng)用最廣,沉頭抽芯鉚釘適用于表現(xiàn)需要平滑的鉚接場合,封閉型抽 芯鉚釘適用于要求隨較高載荷和具有一定密封性能的鉚接場合。 尺寸規(guī)格說明 標(biāo)記:公稱直徑d=4mm、公稱長度l=12mm、釘體由鋁合金(aia)制造、 釘芯由鋼(st)制造、性能等級為10級的開口型平圓頭抽芯鉚釘?shù)臉?biāo)記:抽芯鉚
鋁合金拉鉚連接應(yīng)力分析 鋁合金拉鉚連接應(yīng)力分析
格式:pdf
大小:106KB
頁數(shù):2P
4.8
根據(jù)拉鉚釘?shù)奶匦?進(jìn)行鋁合金鉚接過程鉚接應(yīng)力分析。通過有限元和實驗進(jìn)行鋁合金鉚接間距應(yīng)力分析,得出鉚釘分布的合理間距。
氣動液壓鉚釘機(無聲鉚槍) 氣動液壓鉚釘機(無聲鉚槍)
格式:pdf
大小:220KB
頁數(shù):未知
4.5
在修理東方紅—54(75)拖拉機時,有時會遇到大梁裂斷,需對大梁進(jìn)行鉚接,我們采用液壓、氣動雙級增壓的辦法,試制一臺無聲鉚槍。其主要優(yōu)點是振動小,無聲,操作方便。每鉚接一個鉚釘大約幾十秒鐘即可完成。其原理如下:(圖1)
拉鉚釘質(zhì)量分析與控制 拉鉚釘質(zhì)量分析與控制
格式:pdf
大小:116KB
頁數(shù):未知
4.7
"以質(zhì)量求生存,以信譽求發(fā)展"這是企業(yè)生存和發(fā)展的生命鏈。只有加強質(zhì)量管理,才能提高產(chǎn)品質(zhì)量,增強企業(yè)的市場競爭力。本文對拉鉚釘生產(chǎn)過程中常見的質(zhì)量問題進(jìn)行分析,進(jìn)而對拉鉚釘整個生產(chǎn)進(jìn)行過程控制,有針對性的制定一系列保證措施,有效的保證了產(chǎn)品質(zhì)量,降低了產(chǎn)品的廢品率。
基于人機工程分析的手持式電磁鉚槍旋轉(zhuǎn)托架設(shè)計 基于人機工程分析的手持式電磁鉚槍旋轉(zhuǎn)托架設(shè)計
格式:pdf
大小:522KB
頁數(shù):未知
4.6
分析了傳統(tǒng)懸掛鉚槍的托架只適用于平板狀結(jié)構(gòu)產(chǎn)品鉚接等問題。為解決此問題,在龍門式托架的基礎(chǔ)上提出了新型旋轉(zhuǎn)托架,進(jìn)行了結(jié)構(gòu)設(shè)計并分析了其運動特點,建立了基于catia的三維零件模型,進(jìn)行了虛擬裝配,并基于delmia分析了托架人機工程的近身作業(yè)空間,進(jìn)行旋轉(zhuǎn)托架的碰撞干涉檢查,驗證了其初始的設(shè)計參數(shù)。結(jié)果表明旋轉(zhuǎn)托架滿足了設(shè)計要求,并且可以實現(xiàn)圓弧形結(jié)構(gòu)產(chǎn)品的鉚接,基于人機工程的設(shè)計方法縮短了開發(fā)周期,降低了設(shè)計成本。
拉鉚槍相關(guān)
文輯推薦
知識推薦
百科推薦

職位:裝修項目經(jīng)理(一級建造師)
擅長專業(yè):土建 安裝 裝飾 市政 園林


