




GB12618.1不銹鋼開口型扁圓頭抽芯鉚釘優質拉釘拉鉚釘
格式:pdf
大小:461KB
頁數:2P
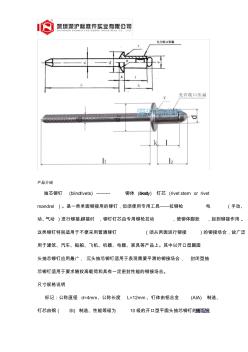
產品介紹 抽芯鉚釘(blindrivets)---------鉚體(rivetbody)釘芯(rivetstemorrivet mandrel)。是一類單面鉚接用的鉚釘,但須使用專用工具——拉鉚槍(手動、電 動、氣動)進行鉚接。鉚接時,鉚釘釘芯由專用鉚槍拉動,使鉚體膨脹,起到鉚接作用. 這類鉚釘特別適用于不便采用普通鉚釘(須從兩面進行鉚接)的鉚接場合,故廣泛 用于建筑、汽車、船舶、飛機、機器、電器、家具等產品上。其中以開口型扁圓 頭抽芯鉚釘應用最廣,沉頭抽芯鉚釘適用于表現需要平滑的鉚接場合,封閉型抽 芯鉚釘適用于要求隨較高載荷和具有一定密封性能的鉚接場合。 尺寸規格說明 標記:公稱直徑d=4mm、公稱長度l=12mm、釘體由鋁合金(aia)制造、 釘芯由鋼(st)制造、性能等級為10級的開口型平圓頭抽芯鉚釘的標記:抽芯鉚
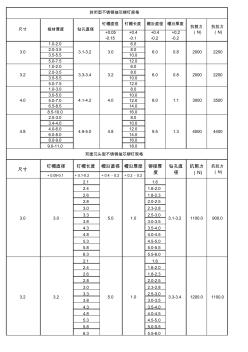
不銹鋼抽芯鉚釘規格
格式:pdf
大小:61KB
頁數:2P
+0.05+0.4+0.4+0.2 -0.15-0.1-0.2-0.2 1.0-2.06.0 2.0-3.58.0 3.5-5.510.0 5.0-7.512.0 1.0-2.06.0 2.0-3.58.0 3.5-5.510.0 5.0-7.512.0 1.0-3.08.0 3.0-5.010.0 5.0-7.012.0 6.5-8.514.0 8.5-10.016.0 2.0-3.08.0 3.4-4.010.0 4.0-6.012.0 6.0-8.014.0 8.0-9.016.0 9.0-11.018.0 釘帽直徑釘帽長度帽沿直徑帽沿厚度 +0.09-0.1+0.1-0.2+0.4-0.2+0.2-0.2 2.11.6 2.41.6-2.0 2.61.8-2.3 2.82.0-2.5 3.02.3-2.8 3.
編輯推薦下載
 抽芯鉚釘用于復合材料夾層的研究與探討
抽芯鉚釘用于復合材料夾層的研究與探討 抽芯鉚釘用于復合材料夾層的研究與探討
格式:pdf
大小:2.0MB
頁數:3P
 4.4
4.4
根據國內外有關產品標準分析了各種類型抽芯鉚釘在復材夾層上的安裝,同時結合hb8001系列抽芯鉚釘在復材夾層上的實際應用分析,提出了各種類型抽芯鉚釘在復材夾層上的適用性及安裝時應考慮的問題。

拉釘抽芯鉚釘熱門文檔
推芯鉚釘組件在機動式裝備中的應用 推芯鉚釘組件在機動式裝備中的應用
格式:pdf
大小:658KB
頁數:3P
4.4
推芯鉚釘是一種高效的連接方式,作為一種通用件,通常采用大批量生產模式,與機動式裝備通常采用的單件或小批量生產模式不太相符,但在機動式裝備的結構中應用推芯鉚釘結構形式確實能夠帶來更高的效率。為此,針對機動式裝備中較為通用的結構專門定制推芯鉚釘組件,既具備較大批量生產的條件,又可以提高生產效率。本文介紹了一個自行設計推芯鉚釘組件的實例,對比分析了該組件與原典型結構的功能和優缺點,驗證了推芯鉚釘結構代替原有結構的可行性,并借以推廣推芯鉚釘在機動式裝備中的應用。
拉鉚釘
格式:pdf
大小:746KB
頁數:5P
4.6
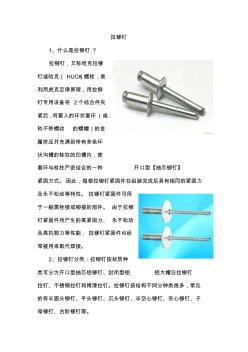
拉鉚釘 1、什么是拉鉚釘? 拉鉚釘,又稱哈克拉鉚 釘或哈克(huck)螺栓,是 利用虎克定律原理,用拉鉚 釘專用設備將2個結合件夾 緊后,將套入的環狀套環(或 稱不帶螺紋的螺帽)的金 屬擠壓并充滿到帶有多條環 狀溝槽的栓柱的凹槽內,使 套環與栓柱嚴密結合的一種開口型【抽芯鉚釘】 緊固方式。因此,每根拉鉚釘緊固件在組裝完成后具有相同的緊固力 及永不松動等特性。拉鉚釘緊固件可用 于一般需栓接或鉚接的部件。由于拉鉚 釘緊固件所產生的高緊固力、永不松動 及高抗剪力等性能,拉鉚釘緊固件也經 常被用來取代焊接。 2、拉鉚釘分類:拉鉚釘按材質種 類可分為開口型抽芯鋁鉚釘、封閉型鋁鋁大帽沿拉鉚釘 拉釘、不銹鋼拉釘和烤漆拉釘。拉鉚釘按結構不同分種類很多,常見 的有半圓頭鉚釘、平頭鉚釘、沉頭鉚釘、半空心鉚釘、實心鉚釘、子 母鉚釘、臺階鉚釘等。 3工作原理:拉鉚釘緊固件與傳統螺栓利 用扭力旋

鉚釘規格標準
格式:pdf
大小:7KB
頁數:4P
4.7
序號品種名稱與標準號規格范圍技術條件或材料 1 半圓頭鉚釘* gb867—86 0.6—16 按gb116—86規定: 碳素鋼: a.不經處理; b.鍍鋅鈍化 不銹鋼: a.不經處理 銅及其合金: a.不經處理; b.鈍化 鋁及其合金: a.不經處理; b.陽極氧化 2 半圓頭鉚釘(粗制)* gb863.1—86 12—36 3 小半圓頭鉚釘(粗制)* gb863.2—86 10—36 4 平錐頭鉚釘* gb868—86 2—16 5 平錐頭鉚釘(粗制) gb864—86 12—36 6 沉頭鉚釘* gb869—86 1—16 7 沉頭鉚釘(粗制) gb865—86 12—36 8 半沉頭鉚釘 gb870—86 1—16 9 半沉頭鉚釘(粗制) gb866
拉鉚釘高精度測量技術的研究與實現 拉鉚釘高精度測量技術的研究與實現
格式:pdf
大小:304KB
頁數:3P
4.6
本文采用數字圖像處理技術實現拉鉚釘非接觸實時在線的高精度測量。首先簡單介紹硬件像素達到300萬的圖像采集系統的軟硬件結構。其次詳細給出了拉鉚釘幾何參數測量的算法,運用matlab進行仿真分析。最后從應用理論和實驗結果證明了此種非接觸測量方法在工業現場正確性和研究性。
拉釘抽芯鉚釘精華文檔
哈克拉鉚釘技術在車輛中的應用 哈克拉鉚釘技術在車輛中的應用
格式:pdf
大小:57KB
頁數:1P
4.6
1原鉚釘連接方式的缺陷鐵道車輛結構連接所運用的低碳鋼鉚釘是一種較普遍的連接方式,它的連接強度大于螺栓連接,整體重量小于螺栓是該連接形式的優點。但是,人們往往忽視了鉚釘連接的缺陷。首先,鉚接工藝復雜,需要人員數量多,工人的技術熟練度要求高,相互間配合要默契。而且,各個工序間銜接極其緊密,因
拉鉚釘及其在鐵道車輛中的應用 拉鉚釘及其在鐵道車輛中的應用
格式:pdf
大小:645KB
頁數:4P
4.5
簡述了車輛結構連接中存在的問題,介紹了拉鉚釘的性能特點,提出了拉鉚釘在車輛制造與修理中應用的必要性和可行性。
栓釘鉚釘螺栓錨栓共4頁
格式:pdf
大小:17KB
頁數:4P
4.6
第1頁 栓釘 栓釘是樓面梁同鋼筋混凝土樓板起組合連接作用的連接件,施工采用 拉弧型栓釘焊機(型號:yd-200ls)和焊槍(型號:ys-223g),并使 用去氧弧耐熱陶瓷座圈。型鋼與砼不存在和鋼筋一樣的握裹力,加入栓釘 是為了加強鋼與砼的結合,以便共同受力。 栓釘焊接方法:接通焊機焊槍電源,柱狀栓釘套在焊槍上,防弧座圈, 啟動焊槍,電流即熔斷,座圈則產生弧光,經短時間后柱狀栓釘以一定速 度頂緊母材端部熔化,切斷電源柱狀栓釘焊接完成固定在母材上。 栓釘焊接檢查:柱狀栓釘的質量以錘擊為主,外觀表面檢查為輔,按 每天產量取其中的1/500進行彎曲檢查,焊縫處無斷裂視為合格,如焊縫 出現裂縫,該栓釘判為報廢,需在附近重焊一只柱狀釘作為補充。 鉚釘 一種金屬制一端有帽的桿狀零件,穿入被聯接的構件后,在桿的外端 打、壓出另一頭,將構件壓緊、固定。常用鉚釘 常用的有半圓頭、平頭、半空
《鋁及鋁合金鉚釘線與鉚釘剪切試方法及鉚釘線鉚接試驗方法》標準評述 《鋁及鋁合金鉚釘線與鉚釘剪切試方法及鉚釘線鉚接試驗方法》標準評述
格式:pdf
大小:170KB
頁數:4P
4.8
gb/t3250-2007《鋁及鋁合金鉚釘線與鉚釘剪切試方法及鉚釘線鉚接試驗方法》是鋁及其合金力學性能檢測方面的基礎標準之一,相關產品標準、貿易合同、技術協議等都要求鉚接、剪切試驗測定所需的性能,這就需要具有通用可靠、準確可行的鉚接、剪切試驗方法。"鋁及鋁合金鉚釘線與鉚釘剪切及鉚釘線鉚接試驗方法"經過長期的使用已達到相對成熟的程度,只是此標準已20多年沒有修訂,在其先進性和國際通用上已存在很大差距,因此修訂國家剪切、鉚接試驗方法達到與國際接軌很有必要。本文簡要介紹了gb/t3250—2007標準的修訂原則和標準結構,重點介紹了標準的主要修訂內容及修訂依據,闡述了新標準的特點和創新點。
骨水泥強化RF提拉釘治療嚴重腰椎滑脫癥 骨水泥強化RF提拉釘治療嚴重腰椎滑脫癥
格式:pdf
大小:210KB
頁數:2P
4.7
目的評價應用骨水泥強化rf提拉釘治療嚴重腰椎滑脫癥的療效,總結手術經驗和體會。方法對嚴重腰椎滑脫病人采用骨水泥強化rf提拉釘治療,術后隨訪,觀察臨床癥狀和x線片的變化。結果23例患者全部得到隨訪,平均隨訪18個月,手術臨床療效優良率為78.3%,有1例出現rf提拉釘輕微向后移位,無一例出現內固定斷裂和復位丟失。結論應用骨水泥強化rf提拉釘治療嚴重腰椎滑脫癥,能有效增加內固定的可靠性,減少術后并發癥的發生。
拉釘抽芯鉚釘最新文檔
鋁及鋁合金鉚釘線與鉚釘鉚接剪切試驗方法
格式:pdf
大小:9KB
頁數:4P
4.3
鋁及鋁合金鉚釘線與鉚釘鉚接、剪切試驗方法(審定稿) 國家標準編制說明 1編制依據 全國有色金屬標準化技術委員會有色標委[2004]第08號文件,下達了編制《鋁及鋁合 金鉚釘線與鉚釘鉚接、剪切試驗方法》標準的任務,確定由東北輕合金有限責任公司為主 編單位,并于2005年8月1日在五大連池的標準預審會上對此標準進行了預審,提出了此 審定稿。 2編制原則 2.1本標準是對gb3250-82及gb3252-82的整合修訂,修訂后的標準引進了國家標準中新 的力學術語符,并對文字及章節重新進行了規范化整編。 2.2根據國內具體生產設備檢驗狀況和用戶對產品檢測的使用要求,做到標準方法的合理 性與實用性。 2.3按照gb/t1.1-2000《標準化工作導則第一部分:標準的結構和編寫規則》和gb/t 1.2《標準化工作導則第2部分:標準的制
土鉚釘技術交底
格式:pdf
大小:14KB
頁數:1P
4.6
技術交底書no:005 工程名稱:工程里程:導流洞進口k0-044~k0+000 編制單位:項目部技術科接收單位:施工十五隊 工程項目:泄洪(兼導流)隧洞邊坡土錨釘 支護 交底時間: 交底內容: (1)處理范圍為全風化及以上邊坡。 (2)土錨釘規格為48鋼管,l=6m (3)工藝流程為:開挖修坡→噴第一層砼→土釘制作→定位打入→壓力注漿→土釘頭錨固→ 掛網噴錨。 ①土釘制作:在鋼管壁兩個或四個方向上按一定規律布置出漿孔,孔徑5mm~10mm,間距 300mm~800mm,在出漿孔上方,焊接l30×3角鋼保護出漿孔并形成倒刺。 ②定位打入:土釘土釘放線定位后使用專用配套設備振動打入,當土釘要接長時,采用焊接 短鋼筋等接長。 ③壓力注漿:必須保證設計要求的注漿量以保證土釘的抗拔力。注漿用水灰比為0.5的水泥 凈漿,注漿泵灌注。 ④土釘
不銹鋼拉鉚釘規格
格式:pdf
大小:48KB
頁數:1P
4.7
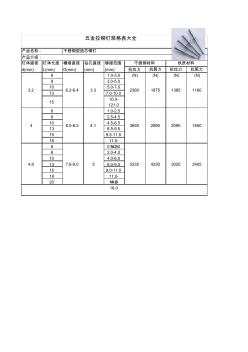
釘體直徑釘體長度帽緣直徑鉆孔直徑鉚接范圍 d(mm)l(mm)d(mm)(mm)(mm)抗拉力 (n) 抗剪力 (n) 抗拉力 (n) 抗剪力 (n)61.0-3.0 83.0-5.0 105.0-7.0 137.0-10.0 15 10.0- 121.0 61.0-2.5 82.5-4.5 104.5-6.5 136.5-9.5 159.5-11.5 1811.5- 14.560.5-2.0 82.0-4.0 104.0-6.0 136.0-9.0 159.0-11.0 1811.0- 14.02014.0- 16.0 1160 4 2405 五金拉鉚釘規格表大全 4.87.8-8.05533542303020 18751385 6.0-6.24.1365028902090 不銹鋼材料鐵質材料 產品名稱:不銹鋼型
鐵路車輛鉚釘拉伸斷口不平整原因分析 鐵路車輛鉚釘拉伸斷口不平整原因分析
格式:pdf
大小:642KB
頁數:3P
4.3
采用光學顯微鏡、掃描電鏡對失效鐵路車輛鉚釘的微觀組織與斷口進行分析。結果表明,鉚釘拉伸斷口上產生凸臺階的主要原因是在槽口邊緣形成的裂紋擴展到心部之前,又在中心形成新的裂紋,且在這些中心裂紋處發生塑性變形。通過調整熱處理工藝與控制材料中夾雜物級別可以解決斷口不平問題。
鉚釘的裝配應力對連接部分拉伸強度的影響 鉚釘的裝配應力對連接部分拉伸強度的影響
格式:pdf
大小:73KB
頁數:2P
4.6
本文以鉚釘為例,從連接部分所受到的裝配應力角度進行理論計算分析,校核板件與鉚釘的許用應力,分析結構的穩定性,并預測連接部分的破壞部位。
不銹鋼抽芯鉚釘真空氣淬 不銹鋼抽芯鉚釘真空氣淬
格式:pdf
大小:88KB
頁數:未知
4.5
最近,我所接到上海異型鉚釘廠委托的一項熱處理任務。對不銹鋼抽芯鉚釘進行熱處理。該鉚釘材料為1cr18ni9,芯子為2cr13。熱處理后技術要求;2cr13達到hrc42~45,1cr18ni9hv180。熱處理后要求變形小,且鉚釘表面光亮,不允許有微量氧化色。這種鉚釘是新產品,國外市場上很暢銷。該廠原來用箱式爐加熱水淬,然后酸洗
抽芯鉚釘用鋼絲的發展 抽芯鉚釘用鋼絲的發展
格式:pdf
大小:335KB
頁數:未知
4.4
抽芯鉚釘作為新穎的緊固件,愈來愈受到人們的關注。由于它有許多獨特的優點。在很多領域里取代了螺栓連接和焊接,使各種結構件變得緊湊、輕巧,造型美觀,使用方便,省工省料,因此廣泛地應用于飛機,船舶、汽車、機械、家用電器,電器儀表,建筑裝璜、箱包和集裝箱等行業。進入90年代以后,抽芯鉚釘的品種,規格和產量得到了很大的發展,從單一的抽芯鋁鉚釘,發展到金鋼、全不銹鋼等的開口型和封閉型抽芯鉚釘,共8大類,600多種規格。產品已能與國際接軌,遠銷美洲、歐洲、亞洲等5大洲,30余個發達國家,深受用戶青睞。近10年來,鉚釘用芯軸鋼絲的生產已成為金屬制品新興產業,發展迅速。鋼的牌號由過云的2個發展到現在的15個;鋼絲規格由幾個發展到80余個,逐步形成了系列化產品。抽芯鉚釘屬勞動密集型產品,只要能根據國內外市場需要,不斷開發新產品,提高產品檔次,其發展前景是很廣闊的。
抽芯鉚釘釘套退火設備冷卻系統的設計與實現 抽芯鉚釘釘套退火設備冷卻系統的設計與實現
格式:pdf
大小:532KB
頁數:未知
4.6
為滿足工藝要求,在抽芯鉚釘釘套局部退火過程中,需要對其部分環節進行冷卻,對此本文提出了相應的冷卻系統要求,根據要求制定了冷卻系統設計方案,完成了泵的計算選型和水箱設計,制定了工作流程圖,為抗拉型抽芯鉚釘釘套局部退火設備冷卻系統設計提供了參考。
拉釘抽芯鉚釘相關
文輯推薦
知識推薦
百科推薦


職位:消防檢測維護人員
擅長專業:土建 安裝 裝飾 市政 園林


