

平板閘門制作安裝工藝
格式:pdf
大小:35KB
頁數:4P
人氣 :98
 4.8
4.8
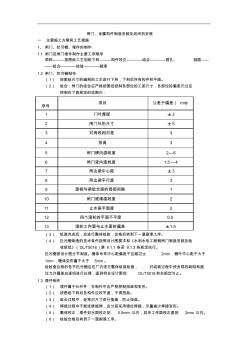
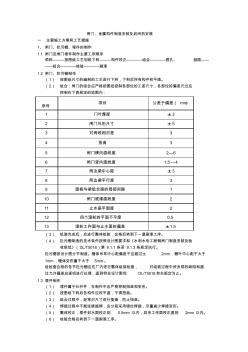
閘門、金屬構件制造安裝及啟閉機安裝 一 主要施工方案和工藝措施 1、 閘門、攔污柵、埋件的制作 1.1 閘門及閘門埋件制作主要工序順序 領料———按圖紙工藝劃線下料———構件校正————組合————鏜孔、 刨面—— ——組合————檢驗————刷漆 1.2 閘門、攔污柵制作 (1) 按圖紙尺寸的編制的工藝進行下料,下料后所有構件校平直。 (2) 組合:閘門的組合應嚴格按圖紙控制各部位的工差尺寸,各部位的偏差尺過應 控制在下表規定的范圍內: 序號 項目 公差于偏差( mm) 1 門葉厚度 ± 3 2 閘門外形尺寸 ± 5 3 對角線相對差 3 4 扭曲 3 5 閘門橫向直線度 2—6 6 閘門豎向直線度 — 4 7 兩邊梁中心距 ± 3 8 兩邊梁平行度 3 9 面板與梁組合面的局部間隙 1 10 閘門底緣直線度 2 11 止水座平面度 2 12 四個滾輪的平面不平度



平板閘門制作安裝工藝
格式:pdf
大小:45KB
頁數:5P
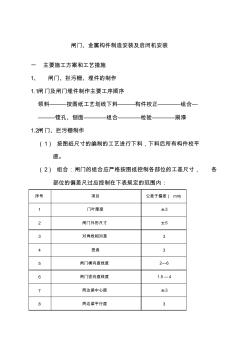
. . 閘門、金屬構件制造安裝及啟閉機安裝 一主要施工方案和工藝措施 1、閘門、攔污柵、埋件的制作 1.1閘門及閘門埋件制作主要工序順序 領料———按圖紙工藝劃線下料———構件校正————組合————鏜孔、刨面—— ——組合————檢驗————刷漆 1.2閘門、攔污柵制作 (1)按圖紙尺寸的編制的工藝進行下料,下料后所有構件校平直。 (2)組合:閘門的組合應嚴格按圖紙控制各部位的工差尺寸,各部位的偏差尺過應 控制在下表規定的范圍內: 序號 項目公差于偏差(mm) 1門葉厚度±3 2閘門外形尺寸±5 3對角線相對差3 4扭曲3 5閘門橫向直線度2—6 6閘門豎向直線度1.5—4 7兩邊梁中心距±3 8兩邊梁平行度3 9面板與梁組合面的局部間隙1 10閘門底緣直線度2 11止水座平面度2 12四個滾
平板閘門制作安裝工藝 (2)
格式:pdf
大小:51KB
頁數:9P
閘門、金屬構件制造安裝及啟閉機安裝 一主要施工方案和工藝措施 1、閘門、攔污柵、埋件的制作 1.1閘門及閘門埋件制作主要工序順序 領料———按圖紙工藝劃線下料———構件校正————組合— ———鏜孔、刨面————組合————檢驗————刷漆 1.2閘門、攔污柵制作 (1)按圖紙尺寸的編制的工藝進行下料,下料后所有構件校平 直。 (2)組合:閘門的組合應嚴格按圖紙控制各部位的工差尺寸,各 部位的偏差尺過應控制在下表規定的范圍內: 序號項目公差于偏差(mm) 1門葉厚度±3 2閘門外形尺寸±5 3對角線相對差3 4扭曲3 5閘門橫向直線度2—6 6閘門豎向直線度1.5—4 7兩邊梁中心距±3 8兩邊梁平行度3 9面板與梁組合面的局部間隙1 10閘門底緣直線度2 11止水座平面度2 12四個滾輪的平面不平度0
編輯推薦下載
平板閘門制作安裝工藝培訓講學
格式:pdf
大小:55KB
頁數:8P
4.4
平板閘門制作安裝工 藝 精品資料 僅供學習與交流,如有侵權請聯系網站刪除謝謝2 閘門、金屬構件制造安裝及啟閉機安裝 一主要施工方案和工藝措施 1、閘門、攔污柵、埋件的制作 1.1閘門及閘門埋件制作主要工序順序 領料———按圖紙工藝劃線下料———構件校正————組合————鏜 孔、刨面————組合————檢驗————刷漆 1.2閘門、攔污柵制作 (1)按圖紙尺寸的編制的工藝進行下料,下料后所有構件校平直。 (2)組合:閘門的組合應嚴格按圖紙控制各部位的工差尺寸,各部位的偏差尺過應 控制在下表規定的范圍內: 序號 項目公差于偏差(mm) 1門葉厚度±3 2閘門外形尺寸±5 3對角線相對差3 4扭曲3 5閘門橫向直線度2—6 6閘門豎向直線度1.5—4 7兩邊梁中心距±3 8兩邊梁平行度3 9面板與梁組合面的局部間隙1 1
平板閘門制作安裝工藝(20200904221716)
格式:pdf
大小:36KB
頁數:5P
4.4
閘門、金屬構件制造安裝及啟閉機安裝 一主要施工方案和工藝措施 1、閘門、攔污柵、埋件的制作 1.1閘門及閘門埋件制作主要工序順序 領料———按圖紙工藝劃線下料———構件校正————組合————鏜孔、刨面—— ——組合————檢驗————刷漆 1.2閘門、攔污柵制作 (1)按圖紙尺寸的編制的工藝進行下料,下料后所有構件校平直。 (2)組合:閘門的組合應嚴格按圖紙控制各部位的工差尺寸,各部位的偏差尺過應 控制在下表規定的范圍內: 序號 項目公差于偏差(mm) 1門葉厚度±3 2閘門外形尺寸±5 3對角線相對差3 4扭曲3 5閘門橫向直線度2—6 6閘門豎向直線度1.5—4 7兩邊梁中心距±3 8兩邊梁平行度3 9面板與梁組合面的局部間隙1 10閘門底緣直線度2 11止水座平面度2 12四個滾輪的平面不平
平板閘門制作安裝工藝熱門文檔
平板閘門制作安裝工藝(20200904221813)
格式:pdf
大小:347KB
頁數:7P
4.8
歡迎共閱 閘門、金屬構件制造安裝及啟閉機安裝 一主要施工方案和工藝措施 1、閘門、攔污柵、埋件的制作 1.1閘門及閘門埋件制作主要工序順序 領料———按圖紙工藝劃線下料———構件校正————組合————鏜孔、刨 面————組合————檢驗————刷漆 1.2閘門、攔污柵制作 (1)按圖紙尺寸的編制的工藝進行下料,下料后所有構件校平直。 (2)組合:閘門的組合應嚴格按圖紙控制各部位的工差尺寸,各部位的偏差尺過 應控制在下表規定的范圍內: 序號項目公差于偏差(mm) 1門葉厚度±3 2閘門外形尺寸±5 3對角線相對差3 4扭曲3 5閘門橫向直線度2—6 6閘門豎向直線度1.5—4 7兩邊梁中心距±3 8兩邊梁平行度3 9面板與梁組合面的局部間隙1 10閘門底緣直線度2 11止水座平面度2 12四個滾輪的平面不
平板閘門
格式:pdf
大小:94KB
頁數:12P
4.3
西北鉛鋅冶煉廠鋅冶煉資源綜合利用項目 (后繼項目) 平板閘門(電動) mr采購文件 文件編號:569d-mr-056-e311-005 設備位號:569d-056-e311-06 569d-056-e311-09 2 1 0 版次日期說明設計人員輔助專業 人員 審檢審定設計經理.項目經理采購經理 供貨和服務范圍包括: 設備設計√安裝 制造√現場服務√ 運輸√備品備件√ 供貨√圖紙、技術資料提供√ 指導安裝√其它√ 目錄 l.總則 2.現場和公用工程的基礎數據 3.一般要求 4.設備技術要求 5.供貨范圍 6.設備的檢查和試驗 7.性能保證 8.圖紙和文件要求 9.附件 附件1:投標人圖紙資料要求 附件2:其它技術資料 1總則 本技術規格書規定了白銀公司西北鉛鋅冶煉廠鋅冶煉資源綜合利用項目(后繼項目)
平板閘門說明書
格式:pdf
大小:16KB
頁數:5P
4.7
平板止水鋼閘門 安裝使用說明書 國電南京自動化股份有限公司 目錄 1.概述 2.主要結構 3.安裝要求 4.運行要求 5.維護和保養 1.概述 本說明書適用于田灣核電站二期前池所供平板鋼閘門,平板鋼閘門與閘門槽 配套使用。工作時通過平板鋼閘門的預壓量使鋼閘門的“p”型橡皮緊貼閘 槽的止水面,達到止水的目的。 2.主要結構: 由框架結構、水封裝置〔包括“p”型橡皮、刀口橡皮〕、限壓滑塊、反向 滑塊等組成。 2.1框架結構:為鋼閘門的主體結構,起到承受荷載、安裝水封等作用,材質為 q235; 2.3限壓滑塊:此滑塊裝在“p”型止水橡皮一側,起到保護橡皮作用,材質為q235; 2.4反向滑塊:設計在迎面,起到導向的作用,材質為q235; 3.安裝要求 3.1組成安裝指導小組 3.1.1制定設備安裝方案; 3.1.2及時發現并協調處理安裝
平板閘門安裝
格式:pdf
大小:20KB
頁數:2P
4.5
6、閘門及啟閉機安裝施工 閘門及啟閉機安裝設備采用載重汽車運輸,倒鏈、卷揚機及千斤頂配合吊裝 就位。 6..1門槽埋件安裝施工 (1)門槽埋件安裝前的準備工作 清除門槽內模板、渣土、積水等雜物,一期砼表面全部鑿毛,調整預埋插筋 或基礎螺栓,二期砼斷面尺寸及預埋錨栓和錨板的位置應符合圖紙要求。 設置孔口中心、高程、里程測量控制點,用紅鉛油標示。 (2)平板門門槽埋件安裝程序見圖 (3)施工要求 埋件安裝調整好后,應將調整螺栓或板焊牢,確保埋件在澆筑二期混凝土過 程中不發生變形或移位。 埋件工作面對接接頭的錯位應進行緩坡處理,過流面及工作面的焊疤和焊縫 余高應鏟平并磨光,凹坑應補焊平并磨光。 埋件安裝完,經檢查合格后,應在5~7天內澆筑二期砼,如過期或有碰撞, 應予復測,處理合格,方可澆筑砼。砼一次澆筑高度不宜超過5m。澆筑時,注 意防止埋件變形或移位。 埋件的二期混凝土拆模后,
平板閘門制作安裝工藝精華文檔
 平板閘門埋件焊接工藝探討
平板閘門埋件焊接工藝探討 平板閘門埋件焊接工藝探討
格式:pdf
大小:516KB
頁數:未知
4.5
當構件用手工電弧焊時,為減少焊接變形,改善應力分布,一般需采取一些工藝措施,如間隔、對稱、逆向分段等施焊方法。平板閘門埋件形狀各異、板厚不同,焊縫長短不一,須根據其結構特點,編制切實可行的焊接工藝,否則,將產生較大的應力與變形,難以保證質量。
平板濾網、平板閘門技術協議(1)
格式:pdf
大小:107KB
頁數:14P
4.5
玖龍紙業(泉州)有限公司 熱電一期工程循環水系統 平板濾網及平板閘門 技 術 協 議 書 需方:玖龍紙業(泉州)有限公司 供方:公司 二〇一一年十月 玖龍紙業(泉州)有限公司熱電一期循環水平板濾網及平板閘門技術協議 第2頁共14頁 一、總則 1.1本協議書僅適用于玖龍紙業(泉州)有限公司一期(1315mw+1370mw 機組)循環水平板濾網、閘門設備。它提出了該設備的功能設計、結構、性 能、安裝和試驗等方面的技術要求。 1.2本協議書提出的是最低限度的技術要求,并未對一切技術細節做出規 定,也未充分引述有關標準和規范的條文,供方應提供符合本協議書和有關 工業標準的優質產品。 1.3本協議書所使用的標準如遇與供方所執行的標準發生矛盾時,按較高標 準執行。供方在設備設計和制造中所涉及的各項規程,規范和標準遵循現行 最新版本的標準 1.4在合同簽定
平板閘門門槽空化特性的研究 平板閘門門槽空化特性的研究
格式:pdf
大小:443KB
頁數:未知
4.5
原型觀測的分析表明,閘門室和它附近的泄水孔段經常遭受空蝕破壞,因為閘門和門槽使它們周圍的水流發生變形,而且它們周圍是發展不足的邊界層。最經常受到空蝕破壞的部位是安置平板閘門的閘門室,空蝕破壞不僅直接出現在門槽,而且出現在門槽下游的泄水段。
小型平板閘門,平面鑄鐵閘門
格式:pdf
大小:566KB
頁數:6P
4.7
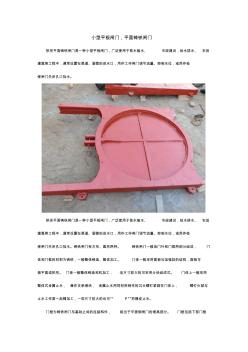
小型平板閘門,平面鑄鐵閘門 拱形平面鑄鐵閘門是一種小型平板閘門,廣泛使用于取水輸水、市政建設,給水排水、農田 灌溉等工程中,通常設置在渠道、涵管的進水口,用作工作閘門調節流量、控制水位,或用作檢 修閘門關閉孔口擋水。 拱形平面鑄鐵閘門是一種小型平板閘門,廣泛使用于取水輸水、市政建設,給水排水、農田 灌溉等工程中,通常設置在渠道、涵管的進水口,用作工作閘門調節流量、控制水位,或用作檢 修閘門關閉孔口擋水。鑄鐵閘門有方形、圓形兩種。鑄鐵閘門一般由門葉和門框兩部分組成,門 體和門框的材料為鑄鐵,一般整體鑄造、整體加工。門體一般采用面板與加強肋的結構,面板可 做平面或拱形。門體一般整體鑄造和機加工,但尺寸較大的可采用分塊組成式。門體上一般采用 整體式金屬止水,兼作支承滑塊,金屬止水用同材料制作的沉頭螺釘緊固在門體上,螺釘頭部與 止水工作面一起精加工,一些尺寸較大的也可“
平板閘門制作安裝工藝最新文檔
防止平板閘門漏水的研究 防止平板閘門漏水的研究
格式:pdf
大小:273KB
頁數:2P
4.6
“十閘九漏”,但大青溝水庫除險加固泄洪洞改建中,新建事故檢修閘門1座,改建工作閘門1座,兩閘滴水不漏,本文介紹了閘門制造和埋件安裝及防漏方法。
疊梁式平板閘門振動試驗研究 疊梁式平板閘門振動試驗研究
格式:pdf
大小:2.7MB
頁數:11P
4.6
本文運用水力學與結構模態參數兩個模型試驗的數據,求出了廣西桂平航運梯級馬騮灘樞紐泄水閘閘門受水流沖擊的振幅響應,為預測閘門安全運行提供了試驗與計算依據。
基于SolidWorks的平板閘門虛擬設計 基于SolidWorks的平板閘門虛擬設計
格式:pdf
大小:155KB
頁數:未知
4.4
針對傳統繪圖軟件存在的缺點,提出運用三維軟件對閘門進行設計,介紹了平板閘門主要結構,采用solidworks軟件對平板閘門進行三維建模,闡述了二維圖的導出過程,指出采用solidworks三維軟件技術可以大大提高設計效率。
巧用平板閘門改善排焦溫度偏析 巧用平板閘門改善排焦溫度偏析
格式:pdf
大小:117KB
頁數:未知
4.7
通過改變平板閘門開度來改變焦炭在爐內沿圓周方向的下落速度,從而改善由于下落速度不均或風量分布不均勻造成的排焦溫度偏析。
 平板閘門軌道水下施工
平板閘門軌道水下施工 平板閘門軌道水下施工
格式:pdf
大小:232KB
頁數:3P
4.4
針對20世紀50年代修建的水庫大都出現多處漏水現象,進行了輸水洞的除險加固改造,以實際檢修經驗,對平板閘門軌道檢修及閘門改造中的難點進行了分析,提出了具體的改造措施。
涇惠渠渠首加壩加閘工程大型升臥平板閘門的安裝施工 涇惠渠渠首加壩加閘工程大型升臥平板閘門的安裝施工
格式:pdf
大小:81KB
頁數:未知
4.8
簡要介紹了大型升臥平板閘門在涇惠渠渠首加壩加閘工程中的安裝施工方法及其檢測結果,僅供同類工程參考。
平板閘門支承滾輪最小輪距的計算 平板閘門支承滾輪最小輪距的計算
格式:pdf
大小:253KB
頁數:未知
4.6
水利水電工程中太跨度、高水頭閘門的應用,使閘門的支承荷載成倍增加,合理地增加支承滾輪個數,可以有效地減小單個滾輪的輪壓,改善基礎混凝土及支承軌道的受力狀況。輪距的大小不僅關系到閘門結構的布置,而且影響到軌道及基礎混凝土內的應力分布。應用有限無法,通過對9種不同軌道和門槽邊距組合情況下基礎混凝土內應力狀態的分析,得出相應的最小輪距。
平板閘門制作安裝工藝相關
文輯推薦
知識推薦
百科推薦


職位:BIM設計師
擅長專業:土建 安裝 裝飾 市政 園林


