




 切削錐角對螺紋梳刀強度的影響
切削錐角對螺紋梳刀強度的影響 切削錐角對螺紋梳刀強度的影響
格式:pdf
大小:227KB
頁數(shù):3P
螺紋梳刀是一種多刀多齒同時加工螺紋的刀具,其加工螺紋的最大優(yōu)勢在于高效率,并且能保證工件的受力平衡。利用刀具受力模型,在ansys中對梳刀進行了有限元模擬,研究了切削錐角對螺紋梳刀強度的影響,結果表明:在不考慮其他因素的情況下,螺紋梳刀應力值最大點出現(xiàn)在第一或第二個刀齒的刀尖處,隨著切削錐角的增大,梳刀的應力增大。分析結果可為螺紋梳刀的設計提供理論依據(jù)。
編輯推薦下載

木螺釘?shù)穆菁y及其末端
格式:pdf
大小:16KB
頁數(shù):1P
 4.5
4.5
首頁留言 緊固件500 強 繁體版 螺絲大賣場螺絲商學院螺絲大黃頁會員中心資訊中心 我 地 辦 公 室 | 求 購 | 代理 合作 | 庫存 在線 | 誠信易 活動 | 螺絲大 講堂 | 課件 下載 | 螺絲 早報 | 供應商 訪談 | 網(wǎng)站 建設 | 展會 資訊| | 供 應| 樣品 信息| 標準 查詢| 誠信易 服務| 學院閱 覽室|| 技術 資料| 螺絲網(wǎng) 廣告| 產業(yè) 大全| 人才 市場| 標準搜索: 采購din7998-75產品對din7998-75有疑問申請成為din7998-75贊助商 木螺釘?shù)芈菁y及其末端din7998-75 標準描述機械圖及尺寸 采購din7998-75產品對din7998-75有疑問申請成為din7998-75贊助商 關于我們|網(wǎng)站動態(tài)|版權聲明|了解誠信易
切削螺紋螺釘熱門文檔

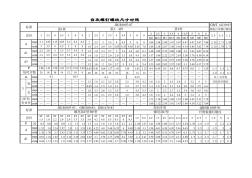
自攻螺釘螺紋對照表
格式:pdf
大小:118KB
頁數(shù):5P
4.7
tappingscrewthreadsizecontrol 自攻螺釘螺紋尺寸對照 標準jisb1007-87 第一種北京齊正恒悅提供 直徑33.544.5568 d max3.13.654.154.655.26.28.2 min33.544.5568 d1 max2.22.633.33.74.56 min2.12.52.93.23.54.35.8 d3 max——————— min——————— p1.061.411.591.812.122.542.82 每吋牙數(shù)2418161412109 mmax0.10.15 y 短 max——————— min——————— 長 max————
自攻螺釘用螺紋牙型及圓滾模設計探討 自攻螺釘用螺紋牙型及圓滾模設計探討
格式:pdf
大小:499KB
頁數(shù):4P
4.6
本文針對自攻螺釘用螺紋無螺紋中徑參數(shù)因而圓滾模較難設計的問題提出自攻螺釘用螺紋牙型及參數(shù)數(shù)值,并通過圓滾模設計實例介紹了運用牙型參數(shù)設計自攻螺釘圓滾模的計算方法。
 化肥高壓閥門二級精度螺紋切削加工的試驗研究
化肥高壓閥門二級精度螺紋切削加工的試驗研究 化肥高壓閥門二級精度螺紋切削加工的試驗研究
格式:pdf
大小:425KB
頁數(shù):2P
4.5
高、中壓閥門在化肥設備中占著很大的數(shù)量和重要地位。本文詳細介紹了上海良工閥門廠和上海市機械綜合研究所在最近幾年對二級精度螺紋的加工方法所進行的試驗研究,并初步作出如下結論:(1)加工二級精度螺紋的機床,其精度要求不必過于苛求(文內附有這次試驗的兩臺車床的精度數(shù)據(jù))。(2)影響螺紋精度的主要因素是機床傳動鏈精度及工藝裝備誤差:1.在機床精度一定時,原良工閥門廠加工二級精度螺紋時所用的主軸傳動鏈簡化機構附加裝置,可以不用。
圓球及梯形螺紋旋風切削加工工藝實踐 圓球及梯形螺紋旋風切削加工工藝實踐
格式:pdf
大小:167KB
頁數(shù):2P
4.5
不銹鋼圓球(通孔)、梯形螺紋絲攻,存在難車削及生產效率低等生產難題。作者進行了工藝改革嘗試,采用旋風切削加工,主要是在普通車床上安裝專用旋風切削裝置,分別針對加工件專用切削刀具的探究與實踐,實現(xiàn)了批量的快速加工,從而明顯提高了產品質量和加工效率,進而贏得了較好的加工效果和經濟效益。
切削螺紋螺釘精華文檔
不銹鋼材質梯形內螺紋的切削加工 不銹鋼材質梯形內螺紋的切削加工
格式:pdf
大小:107KB
頁數(shù):3P
4.5
介紹不銹鋼材質梯形內螺紋加工時刀具及切削參數(shù)的選擇重點,通過實例對自磨車刀和成型刀片兩種加工方法進行對比分析說明,最后簡要介紹梯形內螺紋的常用檢測方法。
不銹鋼工件小徑內螺紋的切削—擠壓組合加工 不銹鋼工件小徑內螺紋的切削—擠壓組合加工
格式:pdf
大小:213KB
頁數(shù):2P
4.6
介紹了采用切削—擠壓組合工藝加工不銹鋼工件小徑內螺紋的方法,優(yōu)選了工藝參數(shù)以及切削絲錐和擠壓絲錐的加工余量分配。
數(shù)控車床螺紋切削三種方法分析與應用 數(shù)控車床螺紋切削三種方法分析與應用
格式:pdf
大小:137KB
頁數(shù):未知
4.4
華中數(shù)控車床有三種螺紋加工指令,本文對三種指令的格式,參數(shù)含義,三種螺紋加工編程舉例,精簡程度進行進行比較,希望能與廣大數(shù)控車編程人員進行經驗交流。
不銹鋼工件小徑內螺紋的切削一擠壓組合加工 不銹鋼工件小徑內螺紋的切削一擠壓組合加工
格式:pdf
大小:78KB
頁數(shù):未知
4.7
介紹了采用切削-擠壓組合工藝加工不銹鋼工件小徑內螺紋的方法,優(yōu)選了工藝參數(shù)以及切削絲錐和擠壓絲錐的加工余量分配。
切削螺紋螺釘最新文檔
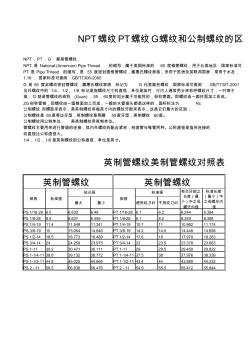
NPT螺紋PT螺紋G螺紋和公制螺紋的區(qū)別
格式:pdf
大小:26KB
頁數(shù):2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
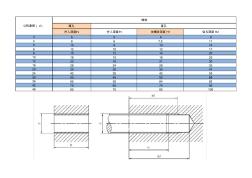
粗牙螺栓、螺釘?shù)臄Q入深度、攻螺紋深度和鉆孔深度
格式:pdf
大小:142KB
頁數(shù):2P
4.7
通孔 擰入深度h擰入深度h攻螺紋深度h1鉆孔深度h2 6569 867.511 1081014 12101217 15121420 18151825 22182130 28242833 35303547 42354255 50455268 65556482 75657495 857585108 8 6 公稱直徑(d) 鑄鐵 盲孔 5 4 3 20 16 12 10 48 42 36 30 24
內錐大螺距螺紋的改進車削加工 內錐大螺距螺紋的改進車削加工
格式:pdf
大小:318KB
頁數(shù):3P
4.6
圖1所示零件為某型號天線絕緣底座中的焊接法蘭底座,該零件的加工難點是內錐大螺距螺紋的車削加工,內錐螺紋螺距p=8mm、螺紋牙深達5.89mm、螺紋表面粗糙度值為ra=1.6μm。在試驗件加工時,采用的加工方法是:首先將筒體、法蘭

螺釘
格式:pdf
大小:52KB
頁數(shù):69P
4.4
十字槽盤頭螺釘(摘自gb/t818-2000) 螺紋規(guī)格為m1.6~m10、性能等級為4.8、a2-50、a2-70、cu2、cu3和al4級、h型和z型十字槽、產品等級為a級的十字槽盤頭螺釘。 標記示例: 螺紋規(guī)格d=m5、公稱長度l=20mm、性能等級為4.8級、h型十字槽、不經表面處理的a級十字槽盤頭螺釘?shù)臉擞洠?螺釘gb/t818m5×20 十字槽沉頭螺釘?shù)?部分:鋼4.8級(摘自gb/t819.1-2000) 螺紋規(guī)格為m1.6~m10、性能等級為4.8級、h型和z型十字槽、產品等級為a的十字槽沉頭螺釘。 標記示例: 螺紋規(guī)格d=m5、公稱長度l=20mm、性能等級為4.8級、h型十字槽、不經表面處理的a級十字槽沉頭螺釘?shù)臉擞洠?螺釘gb/t819.1m5×20 十字槽沉頭螺釘
粗切精切合而為一 提高效率兩倍以上 雙刀切削梯形螺紋 粗切精切合而為一 提高效率兩倍以上 雙刀切削梯形螺紋
格式:pdf
大小:237KB
頁數(shù):未知
4.4
在哈爾濱“刃具革新能手表演大會”上出現(xiàn)一種雙刀切削梯形螺紋,引起了到會同志很大興趣。這種刀具是哈爾濱鍋爐廠車工沈洪聚同志在加工38合金鋼閥體過程中,積極鉆研而改進成功的,用來切削梯形螺紋提高效率2倍以上。刀具體的結構如圖1所示,頭部可以旋轉。兩把刀具沿垂直方向裝好后,借頭部的旋轉可以轉過一個螺旋角;這樣在磨刀時就可以不考慮不等的后角。刀具是用鋒鋼制成的,幾何角度如圖2所示。上切刀的刀尖寬度比下切刀窄0.2~0.3毫米;
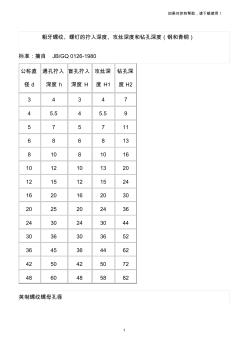
粗牙螺紋螺釘?shù)臄Q入深度攻絲深度和鉆孔深度(鋼和青銅)
格式:pdf
大小:51KB
頁數(shù):3P
4.7
如果對你有幫助,請下載使用! 1 粗牙螺紋、螺釘?shù)臄Q入深度、攻絲深度和鉆孔深度(鋼和青銅) 標準:摘自jb/gq0126-1980 公稱直 徑d 通孔擰入 深度h 盲孔擰入 深度h 攻絲深 度h1 鉆孔深 度h2 34347 45.545.59 575711 686813 81081016 1012101320 1215121524 1620162030 2025202436 2430243044 3036303652 3645364462 4250425072 4860485882 英制螺紋螺母孔徑 如果對你有幫助,請下載使用! 2 英制螺 紋 圓拄管 螺紋 螺紋直徑 (英寸) 每英寸牙 數(shù) 鉆頭直徑(毫
螺釘斷釘及釘帽打滑時螺釘?shù)娜〕龇椒?/p>
格式:pdf
大小:304KB
頁數(shù):1P
4.6
切開復位鋼板螺釘內固定是治療四肢骨折常用的方法。螺釘時有斷釘發(fā)生,攝x線片一般能提示斷釘,但有時未能發(fā)現(xiàn),術中只能取出一部分,另一部分殘留在骨質內;且有時術中大部分螺釘均能取出,有1至數(shù)枚螺釘釘帽的內六角打滑,造成
用內螺紋車刀銑削大孔螺紋的方法 用內螺紋車刀銑削大孔螺紋的方法
格式:pdf
大小:198KB
頁數(shù):1P
4.5
本文介紹了用內螺紋車刀來代替圓柱螺紋銑刀的方法,很好的解決了圓柱螺紋銑刀的不足之處,只要編程中使用螺旋線循環(huán)就可以加工了。文章也介紹了內螺紋車刀加工大孔螺紋的方法及編程程序。
運用宏程序車削梯形螺紋及非標準螺紋的方法 運用宏程序車削梯形螺紋及非標準螺紋的方法
格式:pdf
大小:91KB
頁數(shù):2P
4.6
著重介紹了如何運用宏程序、g32指令,通過左右借刀、分層切削的方法實現(xiàn)梯形螺紋及兩類非標準螺紋的編程、加工、檢測的方法。
切削螺紋螺釘相關
文輯推薦
知識推薦
百科推薦


職位:造價預算工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


