

嚴格工藝紀律,加強技術改造提高無氧銅桿產品一次成材率
格式:pdf
大小:189KB
頁數:6P
人氣 :91
 4.3
4.3
一 71 鋼釬 一 ,槲 86 重冶科技 J994年總第 兒 期 前言 嚴格工藝紀律,加強技術改造 提高無氧銅桿產品一次成材率 夏昌義 無氧銅桿是我廠九二年一月新開發的產 品,通過努力,現 巳形成年產 5000~7000噸無 氧銅桿(管坯)的規模,成為刨利的主導產品之 一 . 用戶普遍反映,我廠無氧銅桿在省內近二 十家生產無氧銅桿的廠家中質量晟為可靠。但 在生產中,我們也遇到了國內其它廠家一樣的 問題 t產品一次成材率不高,且不穩定。成材率 Qc小組概況及活動情況簡介 TF鯽 F呻;歲 不高直接 導致車間成本提高 ,經濟效益下降 (分廠九三年四月至十一月份一次成材率平均 為 89.1 )。國內一些單位因為此問題長期得 不到解決,被迫停產、轉產。針對這一情況,分 廠成立了以提高銅桿產品一次成材率為課題 的 QC小組,經過幾個月的努力,取得 了明顯



 太陽電纜首條無氧銅桿生產線投產
太陽電纜首條無氧銅桿生產線投產 太陽電纜首條無氧銅桿生產線投產
格式:pdf
大小:83KB
頁數:1P
位于南平江南新區機電裝備園的南平太陽電纜股份有限公司銅業項目首條無氧銅桿生產線正式投產,比預期投產時間提前一個月,打響了該區“百日攻堅戰”項目竣工投產第一槍。
編輯推薦下載
 使用上引連鑄無氧銅桿生產電氣化鐵道用硬銅承力索工藝研究
使用上引連鑄無氧銅桿生產電氣化鐵道用硬銅承力索工藝研究 使用上引連鑄無氧銅桿生產電氣化鐵道用硬銅承力索工藝研究
格式:pdf
大小:370KB
頁數:3P
4.8
本工藝方案探索使用上引連鑄無氧銅桿替代熱軋黑銅桿來生產電氣化鐵道接觸網用硬銅承力索生產工藝創新,采用連鑄桿→y型冷軋→拉伸工藝,通過控制冷加工量、溫度、摩擦等要素,生產滿足tb/t3111-2005《電氣化鐵道用銅及銅合金絞線》標準要求的硬銅承力索(絞線)。
無氧銅桿產品一次成材率熱門文檔

(整理)年產6萬噸銅深加工項目可行性研究報告——無氧銅桿項目申請報告 (2)
格式:pdf
大小:411KB
頁數:109P
4.5
................. ................. 東營xx銅業有限公司 年產6萬噸無氧銅桿深加工項目 項目申請報告 ................. ................. 二○一○年六月 ................. ................. 目錄 第一章總論..................................................................................................1 第一節概述................................................................................................1 第二節可行性研究編制工作概述.....

(整理)年產6萬噸銅深加工項目可行性研究報告——無氧銅桿項目申請報告
格式:pdf
大小:411KB
頁數:109P
4.4
................. ................. 東營xx銅業有限公司 年產6萬噸無氧銅桿深加工項目 項目申請報告 ................. ................. 二○一○年六月 ................. ................. 目錄 第一章總論..................................................................................................1 第一節概述................................................................................................1 第二節可行性研究編制工作概述.....
無氧銅、紫銅、黃銅區別
格式:pdf
大小:12KB
頁數:2P
4.5
ofc(無氧銅):不含氧也不含任何脫氧劑殘留物的純銅。但實際上還是含有非常微量氧和 一些雜質。按標準規定,氧的含量不大于0.03%,雜質總含量不大于0.05%,銅的純度大于 99.95%。純度為99.995%的金屬銅一般用于音響器材、真空電子器件、電纜等電工電子應 用之中. 其中無氧銅中又有lc-ofc(線形結晶無氧銅或結晶無氧銅):純度在99.995%以上 occ(單晶無氧銅):純度最高,在99.996%以上,又分為pc-occ和up-occ等 根據含氧量和雜質含量,無氧銅又分為一號和二號無氧銅。一號無氧銅純度達到99.97%, 氧含量不大于0.003%,雜質總含量不大于0.03%;二號無氧銅純度達到99.95%,氧含量 不大于0.003%,雜質總含量不大于0.05%。 無氧銅無氫脆現象,導電率高,加工性能和焊接性能、耐蝕性能和低溫性能均
無氧銅接觸線加工工藝及產品性能研究 無氧銅接觸線加工工藝及產品性能研究
格式:pdf
大小:174KB
頁數:3P
4.5
通過對引進上引法無氧銅桿生產線的技術改造,試制了無氧銅接觸線,并研究了無氧銅接觸線加工工藝及產品性能。結果表明:fe含量對無氧銅接觸線電阻率影響較大,對于85mm^2。無氧銅接觸線,在w(fe)超過20×10^-6時,電阻率超標;s、o、h含量對其強度及電阻率影響不大,但對其塑性影響較大,當w(s)超過38×10^-6、w(0)超過38×10^-6、w(h)超過0.6×10^-6時,無氧銅接觸線塑性顯著下降。s含量取決于電解銅原料,fe、o、h含量取決于上引法連鑄的生產工藝過程。
無氧銅與純銅的區別
格式:pdf
大小:27KB
頁數:2P
4.6
無氧銅和純銅的區別之定義: 無氧銅:無氧銅是以高純陰極銅為原料,熔體用煅燒木炭覆蓋,熔煉、鑄造在密封條件下生產的 含氧量在30×10-6以下的紫銅。 純銅:就是含銅量最高的銅,普通純銅是銅的質量分數不低于99.7%,雜質量極少的含氧銅,外 觀呈紫紅色,故又稱紫銅。主要牌號有t1、t2、t3。無氧銅無氫脆現象,導電率高,加工性能和焊 接性能、耐蝕性能和低溫性能均好。 無氧銅和純銅的區別之用途: 純銅:t1和t2主要用作導電、導熱、耐腐蝕元器件,如導線、電纜、導電螺釘、殼體和各種導 管等,航空工業多用t2。 t3主要作為結構材料使用,如制作電器開關、墊圈、鉚釘、管嘴和各種導管等;也用于不太重 要的導電元件。 無氧銅:主要用于電真空儀器儀表用零件。廣泛用于匯流排、導電條、波導管、同軸電纜、 真空密封件、真空管、晶體管的部件等。 無氧銅和純銅的區別之化學成分對照: 牌 號 cu+a
無氧銅桿產品一次成材率精華文檔
無氧銅電纜帶材工藝研究 無氧銅電纜帶材工藝研究
格式:pdf
大小:253KB
頁數:5P
4.7
電纜用銅帶是通訊電纜用的重要原材料。無氧銅材料做為電纜帶材具有優良的導電、導熱及焊接性能。本文重點討論了高精度、超長無氧銅電纜帶熔煉鑄造和加工生產的關鍵工藝因素。指出采用精料密封的原料使用原則和必要的精煉工藝、選取合適的熔煉覆蓋劑和鑄造覆蓋劑(覆蓋方式)、進行大規格結晶器結構的合理設計制作是影響無氧銅大錠(單重4.5-7.5噸)質量的重要因素。重點討論了各工藝因素對鑄錠氧含量的影響及氧含量分布規律和不同的檢測方式、方法。同時討論了電纜銅帶軋制、退火、表面處理、精密剪切等加工工藝對帶材各項性能指標的影響。中間退火工序對材料的內部組織影響較大,對成品帶材的屈服強度指標的控制至關重要。確定了高精度、超長(大于3000米)無氧銅電纜帶熔鑄、加工的最佳生產工藝。
關于圓鋼成材率與定尺率分析與研究 關于圓鋼成材率與定尺率分析與研究
格式:pdf
大小:121KB
頁數:1P
4.7
介紹了制約圓鋼成材率與定尺率的因素,從三個方面分析原因,在制約產品質量提升的關鍵問題上尋求突破,進一步提高圓鋼產品的市場競爭力和創效能力.
 天津大無縫銅桿擴建項目熱試成功
天津大無縫銅桿擴建項目熱試成功 天津大無縫銅桿擴建項目熱試成功
格式:pdf
大小:252KB
頁數:1P
4.4
2009年6月24日,由中國瑞林工程技術有限公司承擔設計的天津大無縫銅桿擴建項目成功生產出第一卷銅桿,熱試一次成功!
 提高抗浮錨桿一次驗收合格率
提高抗浮錨桿一次驗收合格率 提高抗浮錨桿一次驗收合格率
格式:docx
大小:318KB
頁數:未知
3
提高抗浮錨桿一次驗收合格率——本工程建筑總面積為31587.42㎡,其中地上建筑面積為26552.66㎡,地下建筑面積為5034.76㎡。地上建筑二十一層,地下建筑二層,建筑物高度為85.8m,標準層層高為3.9m。本工程主體及地下室部分均為框架-核心筒結構,設計使用年限為...
無氧銅桿產品一次成材率最新文檔
電磁脫氧-電磁連鑄法生產高性能無氧銅 電磁脫氧-電磁連鑄法生產高性能無氧銅
格式:pdf
大小:802KB
頁數:6P
4.7
提出一種在國內企業現有裝備基礎上生產高性能無氧銅的電磁脫氧-電磁連鑄的方法,并完成工業試驗和批量生產。結果顯示,采用多級電磁攪拌方式,可實現大尺度、高性能無氧銅材料的非真空、低成本、連續性生產,并在材料組織和物理、機械性能方面優于目前生產的同類材料。電磁攪拌系統及工藝的優化是實現銅液脫氧的關鍵。連鑄電磁場、結晶器、電磁參數與鑄造工藝的匹配和優化,對鑄坯組織、性能、質量有重要影響。

提高成材率的有效途徑——二軋分廠“一火成材”工藝改造回顧
格式:pdf
大小:734KB
頁數:3P
4.7
1問題的提出二軋分廠是南京鋼鐵廠最老單位之一,以生產中型角鋼為主。長期以來。由于在原有工藝、設備條件下較難開發適銷對路的產品,更由于"二火成材"能耗高,成本高、效益低而缺乏市場競爭能力。如何發揮老單位的
 優化翼板鋼工藝 提高翼板鋼成材率
優化翼板鋼工藝 提高翼板鋼成材率 優化翼板鋼工藝 提高翼板鋼成材率
格式:pdf
大小:105KB
頁數:2P
4.7
由于采用小規格坯料軋制大規格翼板鋼,存在軋件切頭長度大、成材率低等問題,通過優化改造孔型系統,減小頭部寬展差,減少切頭尾長度,控制軋制過程中的不穩定因素并減少中間軋廢,產品寬度控制穩定,寬度差在±1mm之內,提高了翼板鋼的成材率,大規格翼板鋼的成材率達到了92%以上。
如何提高中厚鋼板的成材率 如何提高中厚鋼板的成材率
格式:pdf
大小:268KB
頁數:2P
4.4
酒鋼中板1998年8月投產。通過對軋鋼生產過程中各環節的有效控制,使中板成材率顯著提高,中板軋鋼居于全國同行業領先水平,取得了良好的經濟效益。
提高板材成材率的方法 提高板材成材率的方法
格式:pdf
大小:77KB
頁數:未知
4.6
成材率是軋鋼生產中的一項重要指標,直接影響著企業的效益和市場。分析認為:鋼板剪切損失占整個成材損失的80%以上,因此,降低鋼板的剪切損失是提高成材率的關鍵,主要有以下幾個方面:
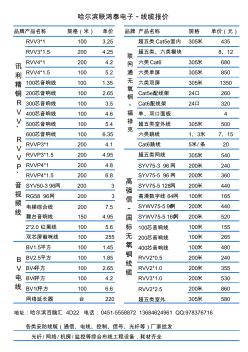
國標無氧銅安防線纜規格參數
格式:pdf
大小:10KB
頁數:2P
4.4
品牌產品名稱規格(米)單價品牌產品名稱規格單價(元) rvv3*11003.25超五類cat5e室內305米435 rvv3*1.52004.25超五類、六類模塊8、12 rvv4*12004.2六類cat6305米680 rvv4*1.51005.2六類單屏305米850 100芯音響線1001.35六類雙屏305米1350 200芯音響線1002.65cat5e配線架24口260 300芯音響線1003.5cat6配線架24口320 400芯音響線1004.6單、雙口面板4 500芯音響線1005.4超五類室外線305米500 600芯音響線1006.35六類跳線1、3米7、15 rvvp3*12004.1cat6跳線5米/條20 rvvp3*1.52004.95
“工程級(六類)、高速”無氧銅網絡線 “工程級(六類)、高速”無氧銅網絡線
格式:pdf
大小:280KB
頁數:未知
4.4
山澤(samzhe)工程級六類高速無氧銅網絡線(305米/箱),其性能達到1—250mhz或更高帶寬頻率,同時滿足標準方案對六類信道的要求。
澆注工藝對擠軋法生產內螺紋銅管成材率的影響 澆注工藝對擠軋法生產內螺紋銅管成材率的影響
格式:pdf
大小:201KB
頁數:4P
4.6
采用擠軋法生產內螺紋銅管時易出現一種特有的線形缺陷,顯著影響內螺紋銅管的成材率。本文通過理論分析和試驗論證指出,產生這種線形缺陷的主要原因是銅熔體中氣體含量過高;采用三孔澆鑄代替直下式澆鑄可以大大減少線形缺陷。
無氧銅桿產品一次成材率相關
文輯推薦
知識推薦
百科推薦


職位:內裝施工員
擅長專業:土建 安裝 裝飾 市政 園林


