

應用卡耶里(CAYERE)方法測量聯接法蘭面水平
格式:pdf
大小:559KB
頁數:4P
人氣 :73
 4.7
4.7
水輪發電機組的安裝和檢修過程中,需要對構成機組的零部件的形狀、尺寸和位置等進行嚴格的測量和調整。對于水輪機轉輪的聯軸法蘭面、主軸法蘭的端面、推力軸承鏡板和推力頭的上端面等,這些平面的水平要求很高,其測量和調整顯得尤其重要。高精度平面水平測量使用的主要儀器是框型水平儀,卡耶里(CAYERE)方法是一種使用框型水平儀為測量工具,對圓形平面的水平進行測量和分析的精確方法。在三峽左岸電站ALSTOM機組安裝中應用該方法測量轉輪、主軸等法蘭面水平,取得了很好的應用效果。



 法蘭悶蓋聯接方法的改進
法蘭悶蓋聯接方法的改進 法蘭悶蓋聯接方法的改進
格式:pdf
大小:168KB
頁數:未知
法蘭悶蓋是管道上不可缺少的零件之一。我廠的煤氣管道、抽風管道(管道直徑由φ300至φ1200mm)上,約有法蘭悶蓋850個,其中有近100
焊接法蘭 (2)
格式:pdf
大小:33KB
頁數:2P
產品名稱膜片聯軸器受控號 零件名稱焊接法蘭零件圖號 毛坯材質20零件凈重 (kg) 23.2 車間序號 工 序 設備型號 工具名稱及 圖號 工作 等級 單件時 間 準備結 束時間 一劃2 二鉆z30501 三車3 四鉗 修改內容修改者日期編制審核日期 機 加 車 間 修改 吉林昊宇技術 中心 交檢 通知單號批準 打標識(用記號筆在工件明顯位置標記圖號) 工序內容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺數量 工令號 3 定額員 第1頁 共1頁
編輯推薦下載
焊接法蘭
格式:pdf
大小:33KB
頁數:2P
4.6
產品名稱膜片聯軸器受控號 零件名稱焊接法蘭零件圖號 毛坯材質20零件凈重 (kg) 23.2 車間序號 工 序 設備型號 工具名稱及 圖號 工作 等級 單件時 間 準備結 束時間 一劃2 二鉆z30501 三車3 四鉗 修改內容修改者日期編制審核日期 機 加 車 間 修改 吉林昊宇技術 中心 交檢 通知單號批準 打標識(用記號筆在工件明顯位置標記圖號) 工序內容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺數量 工令號 3 定額員 第1頁 共1頁
應用卡耶里(CAYERE)方法測量聯接法蘭面水平熱門文檔
焊接法蘭
格式:pdf
大小:22KB
頁數:1P
4.8
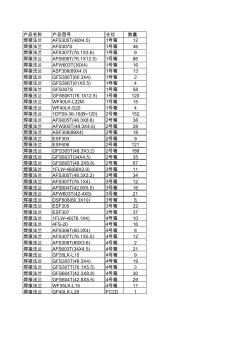
產品名稱產品型號倉位數量 焊接法蘭afs305t(48x4.5)1號箱12 焊接法蘭afs307s1號箱46 焊接法蘭afs307t(76.1x3.6)1號箱9 焊接法蘭afs606t(76.1x12.5)1號箱86 焊接法蘭afw603t(30x4)1號箱16 焊接法蘭asf308(89x4.0)1號箱13 焊接法蘭gfs306t(60.3x4)1號箱2 焊接法蘭gfs306t(61x5.5)1號箱4 焊接法蘭gfs307s1號箱58 焊接法蘭gfs606t(76.1x12.5)1號箱120 焊接法蘭wf40lk-l22m1號箱15 焊接法蘭wf40lk-s201號箱4 焊接法蘭1dfs9-36-16(b=120)2號箱152 焊接法蘭afs605t(48.3x8.8)2號箱38 焊接
管道法蘭聯接及工程應用
格式:pdf
大小:1.4MB
頁數:3P
4.6
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

 軟件工程方法在螺栓法蘭聯接件設計中的應用
軟件工程方法在螺栓法蘭聯接件設計中的應用 軟件工程方法在螺栓法蘭聯接件設計中的應用
格式:pdf
大小:161KB
頁數:未知
4.3
為了使螺栓法蘭聯接件的設計標準化、規范化,且以具有較高計算效率的計算機取代繁瑣的人工計算,本文探討了用計算機實現鋼制壓力容器法蘭的設計、校核。其中包括:確定法蘭材料、密封面型式及結構尺寸;進行應力校核。
應用卡耶里(CAYERE)方法測量聯接法蘭面水平精華文檔
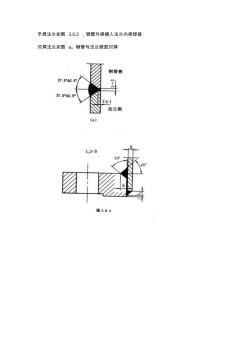
連接法蘭反變形模鍛法 連接法蘭反變形模鍛法
格式:pdf
大小:901KB
頁數:3P
4.3
介紹了采用反變形模鍛法優化連接法蘭鍛模和切邊模設計,將鍛件變形金屬(尤其是難變形部分)的結構、形狀和尺寸等進行反變形補償成形,縮小了鍛件難變形區,改善了鍛造工藝性,確保了鍛件尺寸精度,提高了鍛件合格率、鍛造效率和鍛模使用壽命,降低了鍛件成本,達到了優質、高效和低耗的效果,可為其他類模鍛件的反變形模鍛提供一定的理論參考依據。
快接法蘭及管連接件
格式:pdf
大小:4.0MB
頁數:38P
4.6
lonyeafebdpipefitting—iso www.***.***18 sanitarypipewelding/welding codefg1101 sizedtkg 1''25.41.53.57 1.25''31.81.54.41 1.5''38.11.55.45 2''50.81.57.37 2.5''63.52.012.26 3''76.22.014.81 3.5''89.12.017.36 4''101.62.019.85 4.5''114.33.033.27 5.5''139.33.040.89 6.5''165.23.048.48 90dbendwelding/
 凸形封頭型式法蘭聯接螺栓的強度
凸形封頭型式法蘭聯接螺栓的強度 凸形封頭型式法蘭聯接螺栓的強度
格式:pdf
大小:282KB
頁數:2P
4.7
總結、分析和解決了幾類承受內壓的零部件、機械裝置、設備的螺栓聯接,在采用各種封頭型式,尤其是凸形封頭時,其單個螺栓的強度計算,具有一定的實用價值。
應用卡耶里(CAYERE)方法測量聯接法蘭面水平最新文檔
對兩例法蘭聯接螺栓計算問題的探討 對兩例法蘭聯接螺栓計算問題的探討
格式:pdf
大小:242KB
頁數:4P
4.6
文章通過對兩例緊固件聯接問題進行合理的簡化,建立相應的計算模型,解決了船舶設計和建造過程中遇到的法蘭聯接螺栓的設計問題。
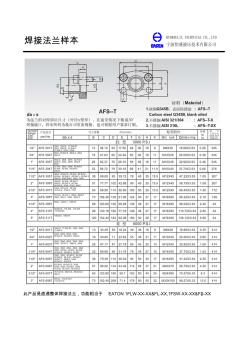
焊接法蘭樣本
格式:pdf
大小:2.7MB
頁數:9P
4.8
此產品是直通整體焊接法蘭,功能相當于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法蘭樣本 焊接法蘭樣本 此產品是90°整體焊接法蘭,功能相當于eaton1flw9-xx-xx&fl-xx,1fsw9-xx-xx&fs-xx。 焊接法蘭樣本 此產品相當于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法蘭樣本 gsf30x相當于eaton1cfl-xx-xx&fl-xx,1cfs-xx-xx&fs-xx。 gsf60x相當于eaton1dfl-xx-xx&fl-xx,1dfs-xx-xx&fs-xx。 焊接法蘭樣本 gwf30x相當于eaton1cfl9-xx-xx&fl-xx,1cfs9-xx-xx&fs-xx。 gwf60x相當于eaton1dfl9-xx-xx&fl-xx,1dfs9-xx
焊接法蘭閥安裝
格式:pdf
大小:17KB
頁數:4P
4.5
⒈閥門安裝前應檢查填料,其壓蓋螺栓須有足夠的調節余量。 ⒉法蘭或螺紋連接閥門應在關閉狀態下安裝。 ⒊焊接時閥門不宜關閉,防止過熱變形。 ⒋安裝閥門前,應按設計核對型號,并按介質流向確定其安裝方 向。 ⒌水平管道上的閥門,其閥桿一般應安裝在上半周范圍內。 ⒍閥門傳動桿(深長桿)軸線的夾角不應大于300,其接頭應轉 動靈活。有熱位移的閥門,傳動桿應有補償措施。 ⒎閥門的操作機構和傳動裝置應進行必要調整,使之動作靈活, 指示準確。 ⒏安裝鑄鐵閥門時,應避免因強力連接或受力不均引起的損壞。 ⒐安裝閥門前,必須復核產品合格證和試驗記錄。 ⒑閥門的安裝位置不應防礙設備、管道及閥門本身的拆裝和檢 修。閥門安裝高度應方便操作和檢修,一般距地坪1.2m為宜,當閥 門中心距地坪1.8m以上時,應集中布置,并設置固定平臺。 ⒒并排管線上閥門,其手輪間凈距不得小于100mm,為了減小 管道間
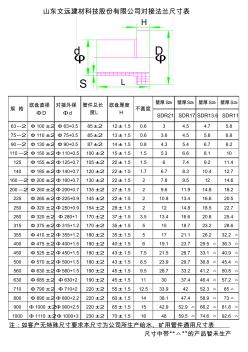
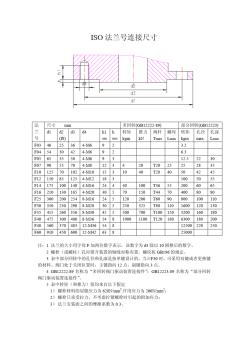
對接法蘭尺寸表
格式:pdf
大小:44KB
頁數:2P
4.4
壁厚s≥壁厚s≥壁厚s≥壁厚s≥ sdr21sdr17sdr13.6sdr11 63—2φ100±2φ63+0.585±212±1.50.634.54.75.8 75—2φ110±2φ75+0.585±213±1.50.63.64.55.66.8 90—2φ130±2φ90+0.587±214±1.50.84.35.46.78.2 110—2φ150±2φ110+0.5100±215±1.51.55.36.68.110 125φ155±2φ125+0.7105±220±1.51.567.49.211.4 140φ185±2φ140+0.7120±222±1.51.76.78.310.412.7 160—2φ200±2φ160+0.71


熱鍍鋅焊接法蘭
格式:pdf
大小:9KB
頁數:1P
4.3
熱鍍鋅焊接法蘭 往往,熱鍍鋅焊接法蘭的鋅層的呢,形成鋅層的質量是什么樣的呢? 這樣的熱鍍鋅焊接法蘭鋅層的形成過程之中,一般的熱鍍鋅焊接法蘭的熱鍍鋅的時候, 熱鍍鋅層形成過程是鐵基體與最外面的純鋅層之間形成鐵-鋅合金的過程,工件表面在熱浸 鍍時形成鐵-鋅合金層,才使得鐵與純鋅層之間很好結合,其過程可簡單地敘述為:使其進 行加工出來的時候,那么利用加工出來的時候,那么利用合理性的焊接法蘭進行酸洗,因為 酸洗是非常重要的,當鐵工件浸入熔融的鋅液時,首先在界面上形成鋅與α鐵(體心)固熔體。 這是基體金屬鐵在固體狀態下溶有鋅原子所形成一種晶體,這樣的所謂進行加工形成所謂符 合保證了,這樣的焊接法蘭的鋅層都是符合價格的,這樣的焊接法蘭的鋅層的是最佳的形成 了。 鋅層的厚度至關重要,正常的熱鍍鋅焊接法蘭的質量必須要符合,熔融金屬與鐵基體反 應而產生合金層,從而使基體和鍍層二
應用卡耶里(CAYERE)方法測量聯接法蘭面水平相關
文輯推薦
知識推薦
百科推薦


職位:駐場建筑師
擅長專業:土建 安裝 裝飾 市政 園林


