

直縫焊管GBT13793
格式:pdf
大小:207KB
頁數(shù):16P
人氣 :73
 4.7
4.7
直縫電焊鋼管 GB/T 13793—92 1 主題內(nèi)容與適用范圍 本標準規(guī)定了直縫電阻焊按鋼管的產(chǎn)品分類、尺寸、外形、重量、技術要求、檢驗方法、驗收規(guī)則、 包裝、標志及質(zhì)量證明書 本標準適用于各種結構件、零件和輸送流體管道以及其他用途的電焊鋼管。 2 引用標準 GB 222 鋼的化學分析用試樣取樣法及成品化學成分允許偏差 GB 223 鋼鐵及合金化學分析方法 GB 228 金屬拉伸試驗法 GB 241 金屬管液壓試驗方法 GB 242 金屬管擴口試驗方法 GB 244 金屬管彎曲試驗方法 GB 246 金屬管壓扁試驗方法 GB 699 優(yōu)質(zhì)碳素結構鋼技術條件 GB 700 碳素結構鋼 GB 2102 鋼管的驗收、包裝、標志和質(zhì)量證明書 GB 2975 鋼材力學及工藝性能試驗取樣規(guī)定 GB 6397 金屬拉伸試驗試樣 GB 7735 鋼管渦流探傷方法 3 分類、代號 3.1 按制造精度分為



直縫焊管
格式:pdf
大小:621KB
頁數(shù):9P
直縫焊管 目錄 簡介 管子的成型工藝 焊接鋼管 直縫焊管 一般焊管 直縫焊管的技術 直縫焊管質(zhì)量檢驗 直縫焊管的材質(zhì) 直縫焊管的用途 展開 簡介 管子的成型工藝 焊接鋼管 直縫焊管 一般焊管 直縫焊管的技術 直縫焊管質(zhì)量檢驗 直縫焊管的材質(zhì) 直縫焊管的用途 展開 編輯本段簡介 直縫焊管,凡是生產(chǎn)直縫焊管,熱擴管等,以帶鋼為生產(chǎn)原料,在高頻焊接設備上進行直 縫焊接得到的管子都叫直縫焊管。(由于鋼管的焊接處成一條直線故而得名)。其中按照用途 不同,又不同的后道生產(chǎn)工序,.(大致可分為腳手架管,流體管,電線套管,支架管,護欄管 等幾種)。直縫焊管標準gb/t3091-2008而低壓流體焊管是直縫焊管的一種,一般用水,煤氣 的輸送,在焊接完畢后比普通焊管多加以一道水壓測試,故而低壓流體管比普通直縫焊管價 格一般高出一點(按現(xiàn)在的市場價來說,大概高出80元左右)例如:焊接鋼管流體
低壓流體焊管和直縫焊管
格式:pdf
大小:20KB
頁數(shù):11P
低壓流體焊管和直縫焊管 直縫焊管是一種籠統(tǒng)得叫法,方式用鋼帶生產(chǎn),在高頻焊接設備直縫焊接的管子都叫直縫焊管。(由于鋼 管的焊接處成一條直線故而得名)。 其中按照用途不同,又不同的后道生產(chǎn)工序.(大致可分為腳手架管,流體管,電線套管,支架管,護 欄管等幾種) 而低壓流體焊管是直縫焊管的一種,一般用水,煤氣的輸送,在焊接完畢后比普通焊管多加以一道水 壓測試,故而低壓流體管比普通直縫焊管價格一般高出一點(按現(xiàn)在的市場價來說,大概高出80元左右) 例如:焊接鋼管流體管1寸(dn25)(就是φ33.5*3.25)價格大概在3950每噸。 而普通直縫焊管在3880左右。 無縫化鋼管與無縫鋼管的區(qū)別 市面上常見的焊管有幾種,直縫焊管、螺旋焊管和無縫化焊管,但直縫焊管和螺旋焊管都非常好辯認,無 縫化. 焊管和無縫鋼管的區(qū)別可以從幾個方面來看: 首先焊管一般來說都
編輯推薦下載
 直縫焊管成型機管形控制略探
直縫焊管成型機管形控制略探 直縫焊管成型機管形控制略探
格式:pdf
大小:171KB
頁數(shù):3P
4.4
闡述了直縫埋弧焊鋼管生產(chǎn)線成型工序的重要性,探討了3種比較適應該鋼管成型機管形控制的方法,這就是三步成型法、弦高測量法、弦長測量法,分析了它們的使用方法及優(yōu)缺點。為油氣長輸管道鋼管的生產(chǎn)制造提供依據(jù)。
直縫焊管GBT熱門文檔
 直縫焊管在鋼結構中的應用前景
直縫焊管在鋼結構中的應用前景 直縫焊管在鋼結構中的應用前景
格式:pdf
大小:97KB
頁數(shù):5P
4.4
比較了無縫管、直縫焊管和螺焊管的各自優(yōu)缺點,簡要介紹了直縫焊管的制造工藝,綜述了國內(nèi)外鋼管結構的應用現(xiàn)狀,分析了直縫焊管在鋼結構中的應用前景,提出了相關建議。
直縫焊管成型機效率相關問題探討 直縫焊管成型機效率相關問題探討
格式:pdf
大小:327KB
頁數(shù):5P
4.6
簡要介紹了成型機的主要結構及工作原理。從成型機控制方面入手,分析了影響成型機效率的主要因素及成型機的控制程序,給出了具體的改進措施,如縮短進板時間、降低推板小車啟停時間、提高推管小車的速度等。實際使用結果表明,該技術提高了進料輥道速度,縮短了鋼板對中調(diào)整時間和推板小車的啟停時間,提高了推板小車運行的效率,生產(chǎn)每根鋼管可節(jié)約時間30s,有效提高了成型機的生產(chǎn)效率。
直縫焊管在鋼結構中的應用前景概述
格式:pdf
大小:1.1MB
頁數(shù):9P
4.5
直縫焊管在鋼結構中的應用前景 摘要:文章比較了無縫管、直縫焊管和螺焊管的各自優(yōu)缺點,提出了鋼結構用鋼管的選 型建議,綜述了國內(nèi)外鋼管結構的應用現(xiàn)狀,分析了直縫焊管在鋼結構中的應用前景. 隨著人類文明的不斷進步,許多大空間、大跨度建筑如體育館、展覽館、機場航站 樓、地鐵站、大型工業(yè)廠房等不斷涌現(xiàn)出來,特別是2008年奧運會在北京召開,鋼結構 經(jīng)典之作在北京、天津、青島、沈陽等地精彩展現(xiàn),極大地帶動國內(nèi)鋼結構行業(yè)的發(fā)展, 給予鋼結構行業(yè)創(chuàng)新發(fā)展的歷史機遇,顯然傳統(tǒng)的鋼筋混凝土結構、木結構、砌筑結構 等很難實現(xiàn)這種大跨度空間結構形式。 自然界中的許多例子顯示了圓管形狀在受壓、受扭以及多方向受彎下的卓越的結構 性能人們正是從這些風中蘆葦、雨中翠竹中受到啟發(fā),鋼結構傳統(tǒng)設計理念得到突破,將 圓管結構與建筑外形相結合,形成極具魅力的鋼管結構,給世人以無限的視覺沖擊和美
直縫焊管GBT精華文檔
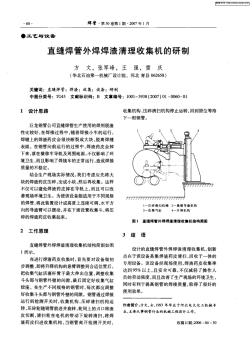
機械式直縫焊管內(nèi)毛刺清除裝置 機械式直縫焊管內(nèi)毛刺清除裝置
格式:pdf
大小:369KB
頁數(shù):3P
4.8
詳細介紹了一種機械式直縫焊管內(nèi)毛刺在線清除裝置,經(jīng)實踐檢驗,其結構合理,調(diào)整方便,刮削精度高,使用壽命長。
直縫焊管多絲埋弧焊焊接工藝 直縫焊管多絲埋弧焊焊接工藝
格式:pdf
大小:168KB
頁數(shù):2P
4.3
針對多絲埋弧焊焊接工藝進行了分析和探討,同時分析了焊絲、焊劑以及電源等對直縫焊管焊接質(zhì)量具有直接影響的因素。通過上述的研究,希望能夠有效的促進多絲埋弧焊焊接工藝在各種不同材質(zhì)以及不同口徑等方面的進一步發(fā)展。
直縫焊管多絲埋弧焊焊接工藝 直縫焊管多絲埋弧焊焊接工藝
格式:pdf
大小:466KB
頁數(shù):3P
4.8
以材質(zhì)為x70,φ1016×26.2mm的直縫焊管為例,對其多絲埋弧焊焊接工藝進行了研究。對影響直縫焊管焊接質(zhì)量的電源、焊劑、焊絲、焊接工藝參數(shù)進行了分析。通過分析,為各種不同口徑、材質(zhì)直縫焊管的多絲埋弧焊焊接工藝研究奠定了基礎。
直縫焊管機械擴徑工藝技術研究 直縫焊管機械擴徑工藝技術研究
格式:pdf
大小:663KB
頁數(shù):4P
4.4
闡述了大口徑直縫焊管生產(chǎn)線中擴徑工序的作用及機械擴徑方式的優(yōu)勢,簡析了機械擴徑的脹形過程及行程設計方法,分析了決定擴徑后鋼管幾何尺寸精度、殘余應力狀態(tài)和機械性能變化等質(zhì)量指標的工藝技術參數(shù),指出了擴徑工具的結構和輪廓參數(shù)對獲得良好的鋼管擴徑質(zhì)量的意義,討論了影響機械擴徑力大小的因素,并給出了擴徑力的簡化計算方法。
φ165直縫焊管成型機組技術改進 φ165直縫焊管成型機組技術改進
格式:pdf
大小:199KB
頁數(shù):4P
4.4
昆鋼165焊管生產(chǎn)線在設備結構和制管工藝配置上存在問題,經(jīng)對該機組成型工藝實施改造后。機組工作穩(wěn)定,管坯成型質(zhì)量得到保證。
直縫焊管GBT最新文檔

直縫焊管項目可行性研究報告
格式:pdf
大小:309KB
頁數(shù):17P
4.7
北京智博睿信息咨詢有限公司www.***.*** 報告用途:發(fā)改委立項、政府申請資金、政府申請土地、銀行貸款、境內(nèi)外融資等1 直縫焊管項目可行性研究報告 直縫焊管,凡是生產(chǎn)直縫焊管,熱擴管等,以帶鋼為生產(chǎn)原 料,在高頻焊接設備上進行直縫焊接得到的管子都叫直縫焊管。 (由于鋼管的焊接處成一條直線故而得名)。其中按照用途不同, 又不同的后道生產(chǎn)工序,.(大致可分為腳手架管,流體管,電線 套管,支架管,護欄管等幾種)。直縫焊管標準gb/t3091-2008 而低壓流體焊管是直縫焊管的一種,一般用水,煤氣的輸送,在 焊接完畢后比普通焊管多加以一道水壓測試,故而低壓流體管比 普通直縫焊管價格一般高出一點(按現(xiàn)在的市場價來說,大概高 出80元左右)例如:焊接鋼管流體管1寸(dn25)(就是 φ33.5*3.25)價格大概在4300每噸,而普通直縫焊管在
普碳鋼直縫焊管焊縫金相組織分析
格式:pdf
大小:21KB
頁數(shù):3P
4.3
軋 鋼 steelrolling 1998年4月 第2期 apr11998 no12 普碳鋼直縫焊管焊縫金相組織分析 庚英桂 (山西臨汾鋼鐵公司科技處,041000) 摘 要 在q235b鋼高頻焊管壓扁試驗中,對合格與不合格試樣的焊縫、母材金相組織進行分析比 較,并對焊縫區(qū)金相組織的形成原因及其與焊接工藝的關系進行了分析。 關鍵詞 普碳鋼,焊管,金相組織,焊縫,質(zhì)量 metallographicstructureanalysisofweld ofcarbonsteelbuttweldedpipe gengyinggui (departmentofscienceandtechnology,linfenironandsteelcompany,shan
直縫焊管埋弧自動焊內(nèi)焊多絲焊接規(guī)范設置探討 直縫焊管埋弧自動焊內(nèi)焊多絲焊接規(guī)范設置探討
格式:pdf
大小:462KB
頁數(shù):3P
4.3
對直縫焊管埋弧自動焊內(nèi)焊多絲焊接規(guī)范設置進行了大量實驗,通過對實驗焊接規(guī)范分析,發(fā)現(xiàn)埋弧自動焊內(nèi)焊多絲焊接規(guī)范設置存在一定規(guī)律,利用該規(guī)律能有效降低焊縫氣孔、夾渣、燒穿等焊接缺陷產(chǎn)生。
天津大邱莊螺旋焊管廠(天津直縫焊管廠)Q235B大口徑焊管
格式:pdf
大小:518KB
頁數(shù):9P
4.7
天津大邱莊螺旋焊管廠(天津直縫焊管廠)q235b大口徑焊管 規(guī)格規(guī)格規(guī)格規(guī)格 鍋爐管高壓合金 管熱線 13820129962 022-60960782 022-81242272 (1)gb3087-2008 《低中壓鍋爐用 無縫鋼管》規(guī)定。 化學成分試驗方 法按gb222-84 及gb223《鋼鐵 及合金化學分析 方法》中的有關 部分。 (2)gb5310-2008 《高壓鍋爐用無 縫鋼管》規(guī)定。 化學成分試驗方 法按gb222-84 及《鋼鐵及合金 化學分析方法》、 gb223《鋼鐵及合 金化學分析方 法》中的有關部 分。 (3)進口鍋 爐鋼管的化學成 分檢驗按合同規(guī) 定的有關標準進 行。 13820129962022-60960783022-60960782 鍋爐管采用鋼 號 (1)優(yōu)質(zhì)碳 素結構鋼鋼號有 20g、20mng、 25mng。 (2)合金
無縫鋼管探傷報告以及與直縫焊管的明顯區(qū)別
格式:pdf
大小:21KB
頁數(shù):3P
4.4
無縫鋼管探傷報告以及與直縫焊管的明顯區(qū)別 無縫鋼管工業(yè)的生產(chǎn)技術不僅發(fā)展迅速,而且推陳出新,無縫鋼管生產(chǎn)在鋼鐵工業(yè)中占有不 可替代的位置。鋼管生產(chǎn)技術的發(fā)展開始于自行車制造業(yè)的興起。19世紀初期石油的開發(fā), 兩次世界大戰(zhàn)期間艦船、鍋爐、飛機的制造,第二次世界大戰(zhàn)后火電鍋爐的制造,化學工業(yè) 的發(fā)展以及石油天然氣的鉆采和運輸?shù)龋加辛Φ赝苿又摴芄I(yè)在品種、產(chǎn)量和質(zhì)量上 的發(fā)展。 第一:大口徑無縫鋼管探傷現(xiàn)狀分析 大口徑鋼管的特點是直徑大,壁厚相對較厚,因此根據(jù)這一特點充分利用超聲檢測內(nèi) 部和渦流檢測表面和次表面的特點相結合,可實現(xiàn)“無盲區(qū)”探傷。通過采用“鋼管原地旋 轉(zhuǎn),檢測探頭前進的組合方式”,不僅解決檢測題目,還解決縮小占用場地的空間。 因此,海內(nèi)外對于大口徑鋼管的探傷,一般采用漏磁法或水壓實驗。在海內(nèi),尚沒有機 能良好的適合大口徑鋼管的漏磁探傷設備出品,一旦
直縫焊管水沖洗設備的電氣設計概要 直縫焊管水沖洗設備的電氣設計概要
格式:pdf
大小:176KB
頁數(shù):未知
4.4
本文簡述了中冶遼寧德龍鋼管有限公司水沖洗設備的電氣構成和工藝流程。重點闡述系統(tǒng)電氣設計和系統(tǒng)控制編程的要點。
 高頻直縫焊管Q125鋼級石油套管的研制
高頻直縫焊管Q125鋼級石油套管的研制 高頻直縫焊管Q125鋼級石油套管的研制
格式:pdf
大小:797KB
頁數(shù):2P
4.3
介紹了利用軋制的鋼板通過調(diào)整軋機成型焊接工藝,獲得q125鋼級坯管,進而將該套管通過淬火+回火的熱處理工藝以獲得q125鋼級材質(zhì)套管的研制過程。重點對鋼板的化學成分、成型焊接工藝、淬火溫度、回火溫度、金相組織形態(tài)等方面的參數(shù)對q125鋼管的性能的影響進行了具體的論述。
管線用直縫焊管機械擴徑及其影響因素研究 管線用直縫焊管機械擴徑及其影響因素研究
格式:pdf
大小:795KB
頁數(shù):4P
4.7
利用非線性有限元軟件,采用平面應變模型和軸對稱模型,分析了大口徑直縫焊管的機械擴徑成形機理,得到直縫焊管全長擴徑過程中的橫截面和縱截面上的變形特征圖。詳細討論了影響直縫焊管機械擴徑質(zhì)量的擴徑率、軸向重疊量、管坯的形狀誤差和扇形塊(擴徑模具)與管坯內(nèi)壁的摩擦與潤滑等關鍵因素的作用。分析結果表明,盡管機械擴徑過程非常復雜,影響成管質(zhì)量的因素很多,但上述關鍵因素對成管的質(zhì)量影響較大,掌握這些因素的影響規(guī)律,在實際生產(chǎn)中可以獲得很好的擴徑效果。
基于SYSWELD的多絲埋弧直縫焊管三維熱過程數(shù)值模擬研究 基于SYSWELD的多絲埋弧直縫焊管三維熱過程數(shù)值模擬研究
格式:pdf
大小:373KB
頁數(shù):6P
4.4
采用sysweld焊接有限元軟件,建立了多絲埋弧直縫焊管的熱源模型;基于試驗測試及理論分析,確定了多絲熱源模擬參數(shù);考慮材料物理性能參數(shù)隨溫度變化及相變對熱過程的影響,對x70級ф1016mm直縫埋弧焊管焊接三維熱過程進行了計算模擬,獲得了焊接溫度場的變化規(guī)律。對不同時刻溫度場分布特征,及焊縫附近沿焊管環(huán)向外表面上各點焊接熱循環(huán)曲線的變化趨勢進行了分析討論,并對焊縫熱影響區(qū)的組織演變過程進行了模擬預測。通過焊接熱循環(huán)試驗測試與模擬計算結果的對比分析,初步討論了影響焊接熱過程計算結果有效性的各種因素。
直縫焊管GBT相關
文輯推薦
知識推薦
百科推薦


職位:環(huán)保銷售工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


