




格式:pdf
大小:23KB
頁數: 2頁
不銹鋼鈑金加工的工藝流程 1、下料:下料方式有各種,主要有以下幾種方式 ①. 剪床:是利用剪床剪切條料簡單料件,它主要是為模具落料成形準備加工,成本低, 精度低于 0.2,但只能加工無孔無切角的條料或塊料。 ②. 沖床:是利用沖床分一步或多步在板材上將零件展開后的平板件沖裁成形各種形狀料 件,其優點是耗費工時短,效率高,精度高,成本低,適用大批量生產,但要設計模具。 ③. NC 數控下料, NC 下料時首先要編寫數控加工程式,利用編程軟件,將繪制的展開圖 編寫成 NC 數拉加工機床可識別的程式, 讓其根據這些程式一步一刀在平板上沖裁各構形狀 平板件,但其結構 受刀具結構所至,成本低,精度于 0.15。 ④. 鐳射下料,是利用激光切割方式,在大平板上將其平板的結構形狀切割出來,同 NC 下料一樣需編寫鐳射程式,它可下各種復雜形狀的平板件,成本高,精度于 0.1. ⑤. 鋸床:主要用下鋁型材
格式:pdf
大小:508KB
頁數: 16頁
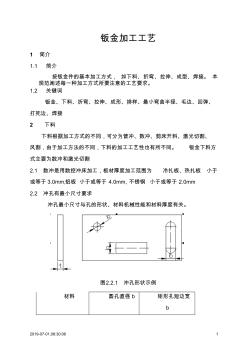
2019-07-01,08:30:06 1 鈑金加工工藝 1 簡介 1.1 簡介 按鈑金件的基本加工方式, 如下料、折彎、拉伸、成型、焊接。 本 規范闡述每一種加工方式所要注意的工藝要求。 1.2 關鍵詞 鈑金、下料、折彎、拉伸、成形、排樣、最小彎曲半徑、毛邊、回彈、 打死邊、焊接 2 下料 下料根據加工方式的不同,可分為普沖、數沖、剪床開料、激光切割、 風割,由于加工方法的不同,下料的加工工藝性也有所不同。 鈑金下料方 式主要為數沖和激光切割 2.1 數沖是用數控沖床加工,板材厚度加工范圍為 冷扎板、熱扎板 小于 或等于 3.0mm,鋁板 小于或等于 4.0mm,不銹鋼 小于或等于 2.0mm 2.2 沖孔有最小尺寸要求 沖孔最小尺寸與孔的形狀、材料機械性能和材料厚度有關。 圖2.2.1 沖孔形狀示例 材料 圓孔直徑 b 矩形孔短邊寬 b 2019-07-01,08:30:06 2
熱門知識
鈑金加工流程圖-
話題: 考試教育xuning0077
精華知識
鈑金加工流程圖-
話題: 考試教育zhangjunqq
最新知識
鈑金加工流程圖-
話題: 工程造價huangym_zj
-
話題: 地產家居yx12032019
-
話題: 建筑設計yangming19
相關問答
鈑金加工流程圖鈑金加工流程圖相關專題
- 卡特390D挖掘機圖
- 卡紙用鉛筆怎么畫
- 開個圖文店都需要什么
- 開式齒輪和閉式齒輪區別圖
- 看不懂圖紙怎么辦
- 看過來照明系統圖
- 看不懂圖紙
- 看工程圖紙用什么軟件好
- 看通風、防排煙圖紙問題
- 坎兒井原理示意圖
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 制定機械加工勞動定額切削用量時間標準若干問題
- 燃燒室高度加工中在線測量系統精確性的方法
- 工程建設資料檔案記錄管理表格原材料及鋼筋加工檢驗批
- 關于材料加工專業學生創新能力培養實驗教學改革
- 工程陶瓷超精加工工藝參數對表面粗糙度影響實驗
- 改進密封滾輪溝槽形式和加工方法
- 工程項目管理流程圖
- 工程力學畢業論文機械加工工藝自動化生產與安全管理
- 關于做好我市建筑施工企業農民工參加工傷保險工作意見
- 工程部管理制度流程圖
- 各種施工工序流程圖(主體、二次結構、電氣、給排水)
- 公路工程施工工藝大全路基工程砂墊層施工工藝流程圖
- 公路工程施工隧道施工工藝大全小導管注漿工藝流程圖
- 杠桿零件機械加工工藝規程及專用夾具設計說明書資料
- 基于PLC鉆削加工裝置鉆頭自動循環控制電路設計
- 工程項目用地、報建、施工、驗收及產權取得系統流程圖
- 鈑金噴漆費用大概是多少
- 鈑金噴漆價格怎么收費
- 鈑金旋梯展開計算
- 鈑金展開放樣CAD
- 鈑金展開軟件放樣
- 鈑金展開圖如何畫
- 鈑金自攻螺絲孔設計
- 辦80kwv變壓器需要多少錢
- 辦不動產權證需多少錢
- 辦彩鋼廠要哪些設備
- 辦鏟車證需要多少費用
- 辦瓷磚加工廠累不累
- 辦大理石廠要哪些機器
- 辦負筋彎折長度問題
- 辦高級工程師證要多少錢
- 辦個電工證需要多少錢
- 辦個紅磚廠大概要多少錢
- 辦個施工員證一般多少錢
- 辦個幼兒園需要花多少錢
- 辦公玻璃高隔斷高度多少
- 辦公玻璃隔墻價格是多少
- 辦公大廳設計要點有哪些
- 辦公電器都包括哪些
- 辦公房隔斷大概多少錢
- 辦公房購房貸款計算器
- 辦公高隔斷墻一般要多高
- 辦公隔斷百葉怎么安裝
- 辦公隔斷尺寸一般是多少
- 辦公隔斷工程報價表
- 辦公家具價格一般多少