





格式:pdf
大小:22KB
頁數: 2頁
平面閘門側軌安裝質量檢查表 編號 分部工程名稱 單元工程名稱 安裝部位 安裝內容 安裝單位 開/完工日期 項次 檢驗項目 質量要求 實測值 合格 數 優良 數 質量 等級 主 控 項 目 1 對門槽中心線 a/mm 工作范圍內 ±5.0 2 對孔口中心線 b/mm 工作范圍內 ±5.0 3 工作表面組合處的 錯位 /mm 工作范圍內 1.0 4 表面 扭曲 值 f 工作范圍 內表面寬 度 B/mm B<100 2.0 B=100~200 2.5 B>200 3.0 一 般 項 目 1 對門槽中心線 a/mm 工作范圍外 ±5.0 2 對孔口中心線 b/mm 工作范圍外 ±5.0 3 工作表面組合處的 錯位 /mm 工作范圍外 2.0 4 表面扭曲值 f 工作范圍外 允許增加值 /mm 2.0 檢查意見: 主控項目共 項,其中合格 項,優良 項,合格率 %,
格式:pdf
大小:296KB
頁數: 2頁
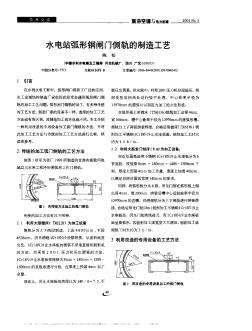
制冶空調與電力機撼 水電站弧形鋼閘門側軌的制造工藝 陳 松 中 , 水利水電第五工程局 川北機械廠 , 四川 廣元 中圖分類號 文獻標識碼 文章編號 一 洲只 一 引言 在水利水電工程中 , 弧形閘門得到了廣泛的應用 , 水工金屬結構制造廠家也因此經常會遇到弧形閘門側 軌的加工工藝問題 。 弧形閘門側軌的加工 , 有多種傳統 的工藝方法 , 制造廠家的設備不一樣 , 選用的加工工藝 方法就有所區別 , 其制造加工成本也就不同 。 本文介紹 一種利用改造的專用設備加工弧門側軌的方法 , 并將 此加工工藝方法與傳統的加工工藝方法進行比較 , 供 讀者參考 。 傳統的加工弧門側軌的工藝方法 如圖 所示為我廠 所制造的甘肅省蔬勒河流 域昌馬水庫工程沖砂洞弧形工作門側軌 。 巡、纓氣嘿 用傳統方法加工的弧門側軌 臀 。 傳統的加工方法有以下兩種 。 利用大型鍵床 為加工設備 側軌分為上下兩段制造 ,
側軌相關專題
- 卡箍的量是怎么算出來的
- 卡箍工程量問題
- 卡箍件的計算問題
- 卡箍如何計算
- 卡箍與法蘭有何區別
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么檢驗批
- 卡套接頭的選用標準
- 卡箍連接管道
- 卡簧鉗的型號是多少
- 平面閘門主軌、側軌安裝質量評定表
- 家用吸塵器蓋板的側軌道抽芯注塑模設計
- 水電站弧形鋼閘門側軌制造工藝
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 電氣工程及其自動化特色專業建設探索
- 分形DGS單元結構設計及其在微帶電路中的應用
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 預制砌塊(磚、石)擋土墻工程砌體施工安全技術交底
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 引嫩工程擴建區土壤水鹽動態與防治土壤鹽堿措施
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 中國工程圖學學會成立工程與制造系統集成化分會
- 中國吹制玻璃行業市場前景分析預測年度報告(目錄)
- 可替代現有隔熱保溫材料的新型材料
- 醫院病房樓工程施工裝飾裝修工程施工控制