




格式:pdf
大小:177KB
頁數: 3頁
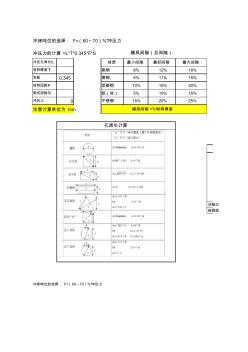
沖床噸位的選擇: F=(60~70)%*沖壓力 沖壓力的計算 =L*T*0.345*F*S 沖壓孔周長L 材質 最小間隙 最好間隙 最大間隙 材料厚度T 紫銅 8% 12% 16% 系數 0.345 黃銅 6% 11% 16% 材料因數F 低碳鋼 10% 15% 20% 剪切因數S 鋁(軟) 5% 10% 15% 沖壓力 0 不銹鋼 15% 20% 25% 注意計算單位為 mm 間隙過 斷裂面 沖床噸位的選擇: F=(60~70)%*沖壓力 模具間隙(總間隙) 模具間隙 =%*材料厚度 孔周長計算 材料 材料因數 鋁(軟) 0.30 鋁(半硬) 0.38 鋁(硬) 0.50 黃銅 0.70 紫銅 0.57 普通低碳鋼 1.00 冷軋鋼板 1.20 不銹鋼板 1.40 間隙過大,廢料會出現粗糙、起伏的斷裂面和一窄光亮帶區域。間隙越大,光亮帶區域 斷裂面與光亮帶區域所成角度就越大。如果間隙過

熱門知識
方孔沖壓網廠精華知識
方孔沖壓網廠-
話題: 地產家居luilui1215
最新知識
方孔沖壓網廠-
話題: 室內設計feiling1105
相關問答
方孔沖壓網廠-
話題: 地產家居6219018zww
方孔沖壓網廠相關專題
- 卡式螺母M6配多大的方孔
- 開發樓多小錢一平方
- 開關變壓器的拆卸方法
- 開工典禮費由哪方負責
- 開關柜方案的種類有哪些
- 開關柜雙母線運行方式
- 開關柜方面問題
- 開孔6公分的射燈外徑多大
- 開口銷銷孔的尺寸
- 開孔器規格是多少
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 有源配電網設備利用率影響因子體系及其價值計算方法
- 宜興沈北路二號橋大直徑鉆孔灌注樁的施工與質量控制
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 正壓送風對降低污水廠設備腐蝕的作用與實踐(論文)
- 全熱回收地源熱泵空調機組的系統及工程方案設計
- 展覽館裝飾工程消防改造施工組織設計方案(91頁)
- 新的基于NGA/PCA和SVM的特征提取方法
- 岳陽信息價,最新最全岳陽工程造價信息網信息價下載
- 定征復合板材粘接層性質的非線性超聲蘭姆波方法
- 異形人工挖孔樁和預應力土層錨桿組合在基坑中的應用
- 醫院綠化養護方案
- 智能建筑虛擬儀器監控系統與控制網絡的接口技術
- 柘溪水電廠擴建工程發電機出口設置GCB優越性
- 正果水廠建設工程之護坡工程項目環評報告