




格式:pdf
大小:24KB
頁(yè)數(shù): 4頁(yè)
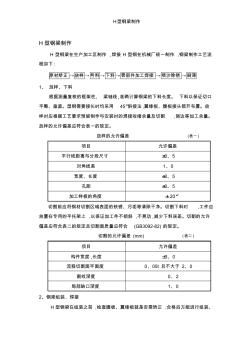
H型鋼梁制作 H型鋼梁制作 H 型鋼梁在生產(chǎn)加工區(qū)制作 ,焊接 H 型鋼在機(jī)械廠統(tǒng)一制作 ,鋼梁制作工藝流 程如下 : 原材矯正 →放樣→號(hào)料→下料→零部件加工焊接 →噴沙除銹 →刷漆 1、 放樣、下料 根據(jù)測(cè)量復(fù)核的框架柱、 梁軸線 ,準(zhǔn)確計(jì)算鋼梁的下料長(zhǎng)度。 下料以保證切口 平整、垂直。型鋼需要接長(zhǎng)時(shí)均采用 45°斜接法 ,翼緣板、腹板接頭錯(cuò)開布置。放 樣時(shí)應(yīng)根據(jù)工藝要求預(yù)留制作與安裝時(shí)的焊接收縮余量及切割 ,刨邊等加工余量。 放樣的允許偏差應(yīng)符合表一的規(guī)定。 放樣的允許偏差 (表一 ) 項(xiàng)目 允許偏差 平行線距離與分段尺寸 ±0、5 對(duì)角線差 1、0 寬度、長(zhǎng)度 ±0、5 孔距 ±0、5 加工樣板的角度 ±20′ 切割前應(yīng)將鋼材切割區(qū)域表面的鐵銹、污垢等清除干凈。切割下料時(shí) ,工件應(yīng) 放置在專用的平托架上 ,以保證加工件不傾斜 ,不晃動(dòng) ,減少下料誤差。切割的允許 偏差應(yīng)符

格式:pdf
大小:341KB
頁(yè)數(shù): 8頁(yè)
精心整理 2.1 鋼結(jié)構(gòu)加工工藝流程 2.1.1 鋼結(jié)構(gòu)構(gòu)件加工工藝流程,見附圖 2.2 工廠制作要領(lǐng) 2.2.1 材料 1)本工程所有鋼板采用 Q345qB鋼。鋼材進(jìn)廠必須具備鋼材質(zhì)量證明書,然后按規(guī)定進(jìn)行材料復(fù)檢,并出 具相應(yīng)的復(fù)驗(yàn)報(bào)告, 當(dāng)鋼材表面有銹蝕、 麻點(diǎn)或劃痕等缺陷時(shí), 其深度不得大于該鋼材厚度允許負(fù)偏差值的 1/2。 所有鋼材必須符合橋梁用結(jié)構(gòu)鋼《 GB/T714-2000》的規(guī)定。 2)板材厚度控制需滿足總平均厚度不得出現(xiàn)負(fù)公差,單批厚度不得低于 -2%負(fù)公差。 3)焊接材料 (必須具備材料質(zhì)量證明書 ) 材質(zhì)手工焊埋弧焊氣體保護(hù)焊 Q345qBJHE5015-3HH10Mn2G+HJ331ER50-6 2.2.2 制作 1)放樣、下料 a.放樣下料將根據(jù)施工詳圖和工藝要求進(jìn)行,并預(yù)留制作和安裝時(shí)的焊接收縮余量及切割加工余量。 b.對(duì)于形狀復(fù)雜的零部件,在圖中不易確定
熱門知識(shí)
鋼梁制作(油漆)
精華知識(shí)
鋼梁制作(油漆)-
-
話題: 項(xiàng)目管理wlh888zx
最新知識(shí)
鋼梁制作(油漆)相關(guān)問答
鋼梁制作(油漆)
專題概述
鋼梁制作(油漆)知識(shí)來自于造價(jià)通云知平臺(tái)上百萬(wàn)用戶的經(jīng)驗(yàn)與心得交流。 注冊(cè)登錄 造價(jià)通即可以了解到相關(guān)鋼梁制作(油漆)最新的精華知識(shí)、熱門知識(shí)、相關(guān)問答、行業(yè)資訊及精品資料下載。同時(shí),造價(jià)通還為您提供材價(jià)查詢、測(cè)算、詢價(jià)、云造價(jià)等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機(jī)版訪問:鋼梁制作(油漆)
相關(guān)話題
資料下載
相關(guān)資訊
鋼梁制作(油漆)相關(guān)專題
- 樓承板與鋼梁怎樣結(jié)合
- 異形鋼梁怎么計(jì)算工程量
- 雨篷鋼梁[16a是什么意思
- 焊接實(shí)腹鋼梁重量計(jì)算
- 屋面鋼梁標(biāo)注的意思
- 鋼結(jié)構(gòu)鋼梁檁條的計(jì)算
- 鋼梁拼裝與鋼梁安裝的區(qū)別
- 鋼梁制作(油漆)
- 鋼梁套什么子目
- 鋼梁整體穩(wěn)定性的概念
- 招遠(yuǎn)電視臺(tái)制作播出系統(tǒng)數(shù)字化改造工程的設(shè)計(jì)與實(shí)踐
- 園林綠化技術(shù)資料鋼結(jié)構(gòu)油漆分項(xiàng)工程質(zhì)量檢驗(yàn)評(píng)定表
- 影響方管柱H型鋼梁隔板貫通式節(jié)點(diǎn)承載力的參數(shù)分析
- 含有彩色漿料和滲透墨水形成的陶瓷磚及制作方法
- 制作質(zhì)量對(duì)塔式起重機(jī)結(jié)構(gòu)件焊接節(jié)點(diǎn)疲勞性能的影響
- 中國(guó)一冶完成印度ESSAR高爐工程所有鋼結(jié)構(gòu)制作
- 干硬性混凝土擠壓成型開孔垂直聯(lián)鎖制作及施工技術(shù)工法
- 干硬性混凝土擠壓成型開孔垂直聯(lián)鎖制作及施工工法資料
- 公路工程管理用表范本索夾制作與防護(hù)質(zhì)量檢驗(yàn)報(bào)告單
- 改性聚丙烯纖維對(duì)混凝土裂縫抑制作用與應(yīng)用進(jìn)展
- 干硬性混凝土擠壓成型開孔垂直聯(lián)鎖制作及施工工法樣本
- 拱壩整體地質(zhì)力學(xué)模型試驗(yàn)中復(fù)雜地基模擬設(shè)計(jì)及制作
- 改性瀝青制作中剪切磨喂料速率對(duì)改性劑剪切細(xì)度影響
- 關(guān)于雙導(dǎo)梁架橋機(jī)架設(shè)組合梁現(xiàn)拼段鋼梁施工技術(shù)分析
- 工程變更管制作業(yè)指導(dǎo)書
- 公安長(zhǎng)江大橋主塔墩起始四間節(jié)鋼梁架設(shè)方案設(shè)計(jì)及施工
- 工字形YWL—1B—3屋面梁平臥制作時(shí)預(yù)應(yīng)力施工
- 鋼梁中22a代表什么是多少
- 鋼梁中的加勁板
- 鋼料AISI的材質(zhì)標(biāo)準(zhǔn)是什么
- 鋼檁條的鋼檁條分類
- 鋼龍骨的噸數(shù)問題
- 鋼龍骨地板如何套定額
- 鋼龍骨怎么計(jì)算
- 鋼樓板一般多厚的
- 鋼樓承板搭接長(zhǎng)度是多少
- 鋼樓梯12J8一76一4圖集做法
- 鋼樓梯的工程量怎樣計(jì)算
- 鋼樓梯的錨板套什么子目
- 鋼樓梯定額含量問題
- 鋼樓梯多重一平方
- 鋼樓梯刷漆工程量怎么算
- 鋼樓梯怎樣預(yù)算
- 鋼鋁窗接
- 鋼鋁窗接地問題
- 鋼鋁窗接地與接地跨接線
- 鋼鋁窗連接的計(jì)算
- 鋼鋁鋼復(fù)合底鍋健康
- 鋼鋁暖氣片的制熱的原理
- 鋼鋁散熱器和銅鋁的一樣嗎
- 鋼門窗的重量計(jì)算
- 鋼模板出租會(huì)計(jì)分錄
- 鋼模板代號(hào)Y1015是什么意思
- 鋼模板單價(jià)包括租賃
- 鋼模板單位面積重量是多少
- 鋼模板的費(fèi)用應(yīng)該怎么計(jì)算
- 鋼模板的優(yōu)勢(shì)是什么