




格式:pdf
大小:27KB
頁數: 3頁
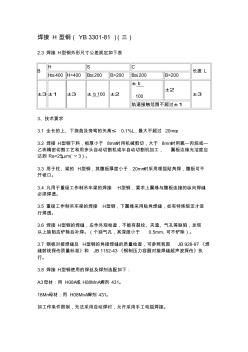
焊接 H 型鋼( YB 3301-81 )(三) 2.3 焊接 H型鋼外形尺寸公差規定如下表 B H S C 長度 L H≤400 H>400 B≤200 B>200 B≤200 B>200 ±3±1 ±3 ± b 100 ±2 ± b 100 ±2 ±3 軌道接觸范圍不超過±1 3、技術要求 3.1 全長的上、下撓曲及旁彎的矢高≤ 0.1%L,最大不超過 20mm。 3.2 焊接 H型鋼下料,板厚小于 8mm時用機械剪切,大于 8mm時用氧—丙烷或— 乙塊精密切割工藝和用多頭自動切割機或半自動切割機加工, 翼板邊緣光潔度應 達到 Ra=25μm(▽3)。 3.3 用于柱、梁的 H型鋼,其腹板厚度小于 20mm時采用埋弧貼角焊,腹板可不 開坡口。 3.4 凡用于重級工作制吊車梁的焊接 H型鋼,要求上翼緣與腹板連接的縱向焊縫 必須焊透。 3.5 重級工作制吊車梁的焊接
格式:pdf
大小:19KB
頁數: 2頁
從性能上,熱軋 H 型鋼的質量容易保證,要好點 從截面種類上,焊接 H 型鋼可以做成各種截面的,種類多,可以根據實際內力需要選擇截 面的大小;而熱軋 H 型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接 H 型鋼,也是焊接, 但性能較好, 截面型號比較少, 其尺寸也較小。 同等截面情況下,熱軋 H 型鋼的局部穩定性能要好于焊接 H 型鋼,因為熱軋 H 型鋼的寬厚 比、高厚比計算是從圓角的外緣算起的,而焊接 H 型鋼是從板邊緣算起,多數熱軋 H 型鋼 的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接 H 型鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接 H 型鋼的優勢主要是有價格優勢。據悉國內市 場中厚板價格與熱軋 H 型鋼差距依然較大,導致鋼結構企業普遍采用焊接 H 型鋼,因此熱 軋 H 型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放
熱門知識
焊接H型鋼問題精華知識
焊接H型鋼問題-
話題: 地產家居jc_北疆鐵路公司設計所
-
話題: 地產家居hongshu321
最新知識
焊接H型鋼問題-
話題: 工程造價zzxccvbbnmm
相關問答
焊接H型鋼問題
焊接H型鋼問題相關專題
- 靠近墻角的焊縫怎么焊接
- 框架梁里面的鋼筋焊接套項
- 框架柱焊接接頭怎么算
- 兩個槽鋼焊接怎么焊接
- 兩個彎頭可以直接焊接嗎
- 種焊焊接螺母用在什么地方
- 柱鋼筋焊接長度是多少
- 柱主筋與圈梁焊接
- 柱主筋與圈梁焊接問題
- 柱子鋼筋有雙面焊接
- 應用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 有關建筑工程造價管理面臨的問題與其處理手段
- 中國焊接學會堆焊及表面工程專委會
- 以BIM為基礎的裝配式建筑全生命周期管理問題
- 在建筑行業建立農民工工資保證金制度若干問題的思考
- 中國水環境污染治理社會化資金投入現狀、問題與對策
- 醫用潔凈空調系統設計調試中易忽視的問題及設計優化
- 園林景觀工程在推進城鄉宜居環境建設中的問題及思考
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 應用貴州省雨洪公式計算施工期設計洪水需注意的問題
- 影響方管柱H型鋼梁隔板貫通式節點承載力的參數分析
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 在線解答合同、FIDIC、清單、工程管理問題實況
- 制定機械加工勞動定額切削用量時間標準若干問題
- 醫院手術部新風機組盤管冬季凍裂問題分析及防止方法
- 再談VRV空調系統設計與施工中有關問題的解決方法
- 智能建筑工程監理過程中的幾個問題及處理方法
- 焊接H型鋼用怎么表示
- 焊接白鋼的危害
- 焊接擺動器的畢業設計
- 焊接變位機用什么伺服電機
- 焊接標注里焊腳指那一尺寸
- 焊接標準強度
- 焊接標準是什么
- 焊接不銹鋼工字鋼做工怎樣
- 焊接材料E5015是什么
- 焊接材料消耗怎么算
- 焊接處如何計算
- 焊接的鋼材怎樣進行檢測
- 焊接的砂眼是怎么定義的
- 焊接電線的工具是什么
- 焊接蝶閥的工作原理
- 焊接蝶閥什么樣的最好
- 焊接法蘭的安裝
- 焊接法蘭閥門定額套用
- 焊接法蘭閥門套哪個定額
- 焊接法蘭閥門需要法蘭片不
- 焊接法蘭閥與法蘭閥
- 焊接法蘭是什么材質
- 焊接法蘭水表是什么意思
- 焊接方管的標準是甚么
- 焊接方管桁架的方法有哪些
- 焊接方管為什么容易變形
- 焊接方螺母的材料為多少鋼
- 焊接防滲膜多少錢一米
- 焊接鋼板套什么定額
- 焊接鋼管DN125的刷漆面積