A類對焊管接頭起草人
何洪良、沈宏旻等。
A類對焊管接頭造價信息
江南造船(集團(tuán))有限責(zé)任公司、上海外高橋造船有限公司等。
A類對焊管接頭起草人常見問題
-
加強(qiáng)管接頭是中強(qiáng)度鑄鐵件,鑄造性能好,工藝簡單,鑄造應(yīng)力小,可不用人工時效;有一定機(jī)械強(qiáng)度和良好的減震性.適用于制造承受中等應(yīng)力的零件,在弱腐蝕環(huán)境工作的零件.如蓋,軸承座,閥體,手輪等 加強(qiáng)管接頭...
-
焊管接頭價格是35元 ??一個,比較便宜,它的連接強(qiáng)度高,現(xiàn)場焊接口的焊縫氣體保護(hù)難以達(dá)標(biāo),造成焊縫易生銹,直接降低管道的使用壽命;安裝質(zhì)量對焊接工人技術(shù)依賴性強(qiáng),質(zhì)量難穩(wěn)定。...
-
不銹鋼焊管由于生產(chǎn)執(zhí)行標(biāo)準(zhǔn)不同,交貨狀態(tài)分為普通焊接、光亮固熔、內(nèi)整平等,要求不同,價格差距較大,同時由于厚度不同原材料成本不同,價格也有差別,最好報規(guī)格和生產(chǎn)執(zhí)行標(biāo)準(zhǔn)。現(xiàn)在304焊管價格在22元--...
A類對焊管接頭起草人文獻(xiàn)

 管接頭種類管接頭標(biāo)準(zhǔn)
管接頭種類管接頭標(biāo)準(zhǔn)
格式:pdf
大小:1.4MB
頁數(shù): 3頁
評分: 4.6
貴陽裝修 http://gy.oceano.com.cn/ 管接頭種類 管接頭標(biāo)準(zhǔn) 管接頭是液壓術(shù)語, 是液壓系統(tǒng)中連接管路或?qū)⒐苈费b在液壓元件上的零件, 這是一種在流 體通路中能裝拆的連接件的總稱。具有端直通接頭、直通接頭、三通接頭等種類, 同時也分 有液壓軟管、 高壓球閥、 意圖奇的快速接頭等分類, 其中最大的最顯著的區(qū)別的就是液壓的 壓力是大的驚人的,液壓油管突然爆裂油的沖擊力是很大的。 1 概述 (Pipe joints) 液 貴陽裝修 http://gy.oceano.com.cn/ 壓術(shù)語,是液壓系統(tǒng)中連接管路或?qū)⒐苈费b在液壓元件上的零件, 這是一種在流體通路中能 裝拆的連接件的總稱。 主要包括 :焊接式、卡套式和擴(kuò)口式。 2接頭附件 包括: 螺母、卡套、擴(kuò)口芯子、擴(kuò)口套、擴(kuò)口螺母。 3接頭種類 端直通接頭、直通接頭, 三通接頭、彎頭、帶活螺母接頭、鉸接接頭、堵頭、過渡接頭等。
AB類(甲乙類)放大器在輸出低于某一電平時,兩個輸出器件皆導(dǎo)通,其狀態(tài)工作于A類(甲類);當(dāng)電平增高時,兩個器件將完全截止,而另一個器件將供給更多的電流。這樣在AB類(甲乙類)狀態(tài)開始時,失真將會突然上升,其線性劣于A類(甲類)或B類(乙類)。不過筆者認(rèn)為,它的正當(dāng)使用在于它對A類(甲類)的補充,且當(dāng)面向低負(fù)載阻抗時可繼續(xù)較好地工作。
1、桿件的對焊
多用于建筑業(yè)的鋼筋對焊,通常直徑d<10mm者用電阻對焊;d>10mm用連續(xù)閃光對焊;d>30mm用預(yù)熱閃光對焊。用手動對焊機(jī)時,由于焊機(jī)功率較小(通常不超過50KVA)d=15-20mm時,一般就要用預(yù)熱閃光對焊。
桿件對焊時可使用半圓形或V形夾鉗電極,后者可用于各種直徑,因而獲得廣泛應(yīng)用。桿件屬實心斷面,剛性較大,可采用較長的伸出長度。
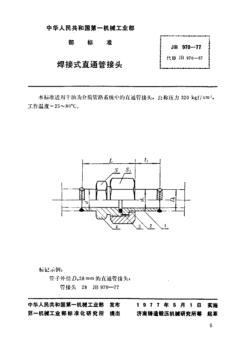
2、管子對焊
管子對焊廣泛用于鍋爐制造、管道工程及石油設(shè)備制造。根據(jù)管子的斷面和材料選擇連續(xù)或預(yù)熱閃光對焊。夾鉗電極可以用半圓形或V形。通常當(dāng)管徑與壁厚的比值大于10時可選用半圓形,以防管子被壓扁。比值小于10時可選用V形。為避免管子在夾鉗電極中滑移,夾鉗電極應(yīng)有適當(dāng)?shù)墓ぷ鏖L度。管徑為20-50mm時,工件長度為管徑的2-2.5倍;管徑為200-300mm時為1-1.5倍。
由于管子是展開形斷面,散熱較快,端面液態(tài)金屬易于冷卻,頂鍛時難于擠出。面積分散,又使閃光過程中自保護(hù)作用減弱。因此,當(dāng)工藝參數(shù)選擇不當(dāng)時,非金屬夾雜物會殘留在接口中形成灰斑缺陷。保持穩(wěn)定閃光,提高閃光和頂鍛速度,并采用氣體保護(hù),能減少或消除灰斑。
管子焊后,需去除內(nèi)外毛刺,以保證管子外表光潔,內(nèi)部有一定的通道孔徑。去除毛刺需使用專用工具。
3、薄板對焊
薄板對焊在冶金工業(yè)軋制鋼板的連續(xù)生產(chǎn)線上廣泛應(yīng)用。板材寬度從300到1500mm以上,厚度從小于1mm到十幾mm。材料有碳鋼、合金鋼及有色金屬及其合金等。板材對焊后,接頭由于將經(jīng)受軋制,并生產(chǎn)很大的塑性變形,因而不僅要有一定的強(qiáng)度、而且應(yīng)有很高的塑性。厚度小于5mm的鋼板,一般采用連續(xù)閃光對焊,用平面電極單面導(dǎo)電,板材較厚時,采用預(yù)熱閃光對焊,雙面導(dǎo)電,以保證沿整個端面加熱均勻。
薄板焊接時,因斷面的長與寬之比較大,面積分散、接頭冷卻快,閃光過程中自保護(hù)作用較弱,同時,液態(tài)過梁細(xì)小,端面上液態(tài)金屬層薄。易于氧化和凝固。因此必須提高閃光和頂鍛速度。焊后須趁熱用毛刺切除裝置切除毛刺。
4、環(huán)形件對焊
環(huán)形件(如車輪輞、鏈環(huán)、軸承環(huán)、噴氣發(fā)動機(jī)安裝邊等)焊接時,除了考慮對焊工藝的一般規(guī)律外,還應(yīng)注意分流和環(huán)形件變形彈力的影響。由于存在分流,需用功率要增大15-50%。分流雖環(huán)形件直徑的減小,斷面的增大,以及材料電阻率的減小而增大。
環(huán)形件對焊時,頂鍛壓力的選擇必須考慮變形反彈力的影響,但由于分流有對環(huán)背加熱的作用,因而頂鍛壓力增加量不大。
自行車、摩托車鋼圈、汽車輪輞均采用連續(xù)閃光對焊,夾鉗電極的前口必須與工件斷面相吻合。頂鍛時,為了防止反彈力影響接頭質(zhì)量,甚至拉開接頭,需要延長無電流頂鍛時間。
錨鏈,傳動鏈等鏈環(huán)多用于低碳鋼和低合金鋼制造,直徑d<20mm時可用電阻對焊,d>20mm時可用預(yù)熱閃光對焊,預(yù)熱的目的是為了使接口處加熱均勻,頂鍛時容易產(chǎn)生一定的塑性變形。
5、刀具對焊
刀具對焊時刀具制造業(yè)中用于制造毛坯的工藝方法之一,主要是高速鋼和中碳鋼的對焊,刀具對焊有如下特點:
1)高速鋼淬火傾向大,焊后硬度將大大提高,并可能產(chǎn)生淬火裂紋。為了防止裂紋,可采用預(yù)熱閃光對焊。預(yù)熱時,將接口附近5-10mm范圍內(nèi)的金屬加熱到1100-1200℃。焊后在600-700℃的電爐中保溫30min進(jìn)行退火。
2)高速鋼加熱到高溫時,會產(chǎn)生晶粒長大或在半熔化晶界上形成萊氏體共晶物,使接頭變脆。萊氏體共晶物不能通過熱處理消除。因此需要用充分的頂鍛來消除這種組織。2100433B
A類檢具,為本單位最高計量標(biāo)準(zhǔn)器具和用于量值傳遞的工作計量器具。如一級平晶、水平儀檢具、千分表檢具。第二類是列入國家強(qiáng)制檢定的工作計量器具,如兆歐表和接地電阻測量儀。
口訣:照亮粉水晶。
對應(yīng)關(guān)系:
照——兆歐表;
亮——接地電阻測量儀;
粉——千分表檢具;
水——水平儀檢具;
晶——一級平晶。
A類對焊管接頭相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識
- 相關(guān)專欄
- A類管系附件用鑄鋼件表面缺陷目視檢驗方法
- A級波特蘭水泥
- A.O.史密斯AU-D1
- A.O.史密斯CEWH-100+
- A.O.史密斯CEWH-80P6
- A.O.史密斯EWH-60D8B
- A.O.史密斯EWH-80E8
- A3003
- A407焊條
- A48S高溫高壓安全閥
- A53管線管
- A902不銹鋼焊條
- AARON 智能服務(wù)器機(jī)柜(AC6837-X)
- AARON 精品服務(wù)器機(jī)柜(XC6942)
- ABA涂料
- ABAQUS結(jié)構(gòu)工程分析及實例詳解
- 智能磨音頻譜分析儀(DF-6811A)使用說明書
- 正榮潤璟諸樓及A區(qū)地下室抗浮錨桿工程竣工驗收報告
- 簡易六角磚鋪設(shè)裝置CN109537417A
- 展廳A1屋面鋼結(jié)構(gòu)工料機(jī)表【XX會展綜合體項目】
- 中國鋁業(yè)山東分公司新建20萬噸4A沸石生產(chǎn)線開工
- 正泰電器牢抓標(biāo)準(zhǔn)建設(shè)通過國家4A級標(biāo)準(zhǔn)化企業(yè)復(fù)審
- 源理電氣干粉砂漿筒倉稱重儀表YLC01A3說明書
- 振動冷卻斜管處理工藝對A357合金凝固組織的影響
- 有關(guān)A級防火保溫材料玻璃巖棉玻化砂漿等的對比分析
- 云南首次水利普查結(jié)果公布全省有各類水庫6051座
- 智能化空調(diào)系統(tǒng)節(jié)能技術(shù)在5A級大酒店工程中的應(yīng)用
- 基于粗糙集和灰聚類理論的IT項目評標(biāo)決策模型
- 新型防潮的裝飾板材CN109736523A
- 格力空調(diào)A2系列風(fēng)管送風(fēng)式空調(diào)機(jī)組設(shè)計
- 工程類投標(biāo)文件范本
- 廣東科學(xué)中心主樓幕墻工程A區(qū)主入口球鋼結(jié)構(gòu)工程制
最新詞條
安徽省政采項目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無線POS機(jī)
廣東合正采購招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計量泵
廣州采陽招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標(biāo)咨詢有限公司
泛海三江
威海鼠尾草
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
廣東國咨招標(biāo)有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創(chuàng)盈項目管理有限公司
當(dāng)代建筑大師
拆邊機(jī)
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護(hù)保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標(biāo)有限公司
華潤燃?xì)猓ㄉ虾#┯邢薰?
湖北鑫宇陽光工程咨詢有限公司
GB8163標(biāo)準(zhǔn)無縫鋼管
中國石油煉化工程建設(shè)項目部
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
建設(shè)部關(guān)于開展城市規(guī)劃動態(tài)監(jiān)測工作的通知
電梯平層準(zhǔn)確度
廣州利好來電氣有限公司
四川中澤盛世招標(biāo)代理有限公司