堆焊及堆焊焊條簡(jiǎn)介
堆焊也常用于修舊利廢。.堆焊時(shí)一般根據(jù)使用要求來(lái)選用不同合金和不同硬度等級(jí)的焊條。
堆焊焊條造價(jià)信息
堆焊焊條堆焊中最常碰到的問(wèn)題是開(kāi)裂,防止開(kāi)裂的主要方法是
1、焊前預(yù)熱,控制層間溫度,焊后緩冷。
2、焊后進(jìn)行消除應(yīng)力熱處理。
3、避免多層堆焊時(shí)開(kāi)裂,采用低氫型堆焊焊條。
4、必要時(shí),堆焊層與母材之間堆焊過(guò)渡層(用碳當(dāng)量低、韌性高的焊條)
堆焊焊條的焊接使用中開(kāi)裂與工件及焊縫熔敷金屬的含碳量、合金元素之間有直接關(guān)系,所以預(yù)熱溫度一般依據(jù)所用焊條的碳當(dāng)量來(lái)估算。
碳當(dāng)量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式適宜于低、中、高碳鋼和低合金鋼材料。
碳當(dāng)量(%) | 預(yù)熱溫度 | 碳當(dāng)量(%) | 預(yù)熱溫度 |
≤0.40 | 100℃以上 | ≤0.70 | 250℃以上 |
≤0.50 | 150℃以上 | ≤0.80 | 300℃以上 |
≤0.60 | 200℃以上 | ≤0.90 | 350℃以上 |
高錳鋼及奧氏體不銹鋼,可不預(yù)熱。高合金鋼預(yù)熱溫度大于400℃。
堆焊及堆焊焊條簡(jiǎn)介常見(jiàn)問(wèn)題
-
堆焊也常用于修舊利廢。.堆焊時(shí)一般根據(jù)使用要求來(lái)選用不同合金和不同硬度等級(jí)的焊條。
-
根據(jù)母材厚度來(lái)定,最小厚度不小于4mm,最大厚度不大于母材厚度的1.2倍
-
焊條的型號(hào) 焊條的型號(hào)是按國(guó)家有關(guān)標(biāo)準(zhǔn)與國(guó)際標(biāo)準(zhǔn)確定的。EXXX,以結(jié)構(gòu)鋼為例,型號(hào)編制法為字母“E”表示焊條,第一、二位表示熔敷金屬最小抗拉強(qiáng)度,第三位數(shù)字表示焊條的焊接位置...

新型堆焊焊條
碳化鎢合金堆焊焊條產(chǎn)品是由河北金創(chuàng)焊條集團(tuán)有限公司采用從目前國(guó)內(nèi)工具修復(fù)和制造中發(fā)展起來(lái)的一項(xiàng)最新科研技術(shù)研發(fā)生產(chǎn)的,它廣泛應(yīng)用電廠和各種設(shè)備的防磨。該集團(tuán)公司生產(chǎn)的航海牌和金創(chuàng)牌碳化鎢合金耐磨堆焊焊條,特點(diǎn)是普通電焊工即可對(duì)機(jī)件進(jìn)行堆焊修復(fù),操作方法與普通焊條無(wú)異,并且焊后不需要任何處理即可獲得HRC6570的一次性硬相層,使易損部件比用16錳等修復(fù)可提高使用壽命5倍以上,通過(guò)國(guó)家焊接材料質(zhì)量監(jiān)督檢驗(yàn)符合GB984-85標(biāo)準(zhǔn)。 沖擊值:Kgf/-m/c㎡>22%
堆焊硬度:HRC≧65
操作方法及注意事項(xiàng): 本焊條系低氫型藥皮,焊接性能良好,操作簡(jiǎn)單,交直流均可,直流效果更佳。
(1)熔焊過(guò)程中,由小電流焊起,稀釋率不應(yīng)超過(guò)35%,焊條不宜走過(guò)快及左右晃動(dòng), 堆第二層時(shí)應(yīng)等第一層稍冷卻后將藥皮鼓掉再進(jìn)行,每層厚度為2mm,堆兩層效果更佳。
(2)本焊條應(yīng)存放在干燥庫(kù)房?jī)?nèi),若受潮應(yīng)在200℃溫度下重新烘焙1小時(shí)方可使用。
(3)若堆焊母材含碳量較高或鑄錳、合金件應(yīng)將母材預(yù)熱400℃-500℃左右,或先用結(jié) "507"低氫焊條堆焊一層在趁熱堆焊,焊后緩冷。
牌號(hào) | GB標(biāo)準(zhǔn) | 藥皮類(lèi)型 | 焊接電源 | 主要用途 |
堆 D102 | EDPMn2-03 | 鈦鈣型 | AC、DC | 用于堆焊或修復(fù)低碳鋼、中碳鋼及低合金鋼磨損件的表面,如車(chē)軸、齒輪和攪拌機(jī)葉片等。 |
堆 D106 | EDPMn2-16 | 低氫型 | AC、DC+ | 用于堆焊或修復(fù)低碳鋼、中碳鋼及低合金鋼磨損件的表面,如車(chē)軸、齒輪和攪拌機(jī)葉片等。 |
堆 D107 | EDPMn2-15 | 低氫型 | DC+ | 用于堆焊或修復(fù)低碳鋼、中碳鋼及低合金鋼磨損件的表面,如車(chē)軸、齒輪和攪拌機(jī)葉片等。 |
堆 D112 | EDPCrMo-A1-03 | 鈦鈣型 | AC、DC | 用于受磨損的低碳鋼、中碳鋼及低合金鋼機(jī)件表面,特別適用于礦山機(jī)械與農(nóng)業(yè)機(jī)械的堆焊與修補(bǔ)。 |
堆 D126 | 低氫型 | AC、DC+ | 用于堆焊受磨損的低碳鋼、中碳鋼及低合金鋼的表面,如車(chē)軸、齒輪、行走主動(dòng)輪、攪拌機(jī)葉片等。 | |
堆 D127 | EDPMn4-15 | 低氫型 | DC+ | 用于堆焊受磨損的低碳鋼、中碳鋼及低合金鋼的表面,如車(chē)軸、齒輪、行走主動(dòng)輪、攪拌機(jī)葉片等。 |
堆 D132 | EDPCrMo-A2-03 | 鈦鈣型 | AC、DC | 用于受磨損的低碳鋼、中碳鋼及低合金鋼機(jī)件表面,特別適合用于礦山機(jī)械與農(nóng)業(yè)機(jī)械磨損件的堆焊與修補(bǔ)。 |
堆 D146 | EDPMn4-16 | 低氫型 | AC、DC+ | 用于堆焊各種受磨損的碳鋼件表面及碳鋼道岔。 |
堆 D156 | 低氫型 | AC、DC+ | 適用于軋鋼機(jī)零件的堆焊,如槽滾軋機(jī)、鑄鋼的大齒輪、拖拉機(jī)的驅(qū)動(dòng)輪、支重輪和鏈軌節(jié)。 | |
堆 D167 | EDPMn6-15 | 低氫型 | DC+ | 用于農(nóng)業(yè)、建筑機(jī)械等的磨損部分的堆焊,如大型推土機(jī)、動(dòng)力鏟的滾輪、汽車(chē)環(huán)鏈等。 |
堆 D172 | EDPCrMo-A3-03 | 鈦鈣型 | AC、DC | 用于堆焊齒輪、挖泥斗、拖拉機(jī)刮板、深耕鏵犁、礦山機(jī)械等磨損件。 |
堆 D207 | EDPCrMnSi-A1-15 | 低氫型 | DC+ | 用于堆焊推土機(jī)刀片,螺旋槳等磨損零件。 |
堆 D212 | EDPCrMo-A4-03 | 鈦鈣型 | AC、DC | 用于單層或多層堆焊各種受磨損的機(jī)件表面,如齒輪、挖斗、礦山機(jī)械等。 |
堆 D217A 堆 D227 堆 D237 | EDPCrMo-A3-15 | 低氫型 | DC+ | 主要用于堆焊高強(qiáng)度耐磨零件。如30CrMnSi和35CrMnSi冶金軋輥的堆焊與修補(bǔ)、礦石破碎機(jī)部件、礦山4M3電鏟斗齒及其它挖掘機(jī)斗齒的焊補(bǔ)等。 |
堆 D256 | EDMn-A-16 | 低氫型 | AC、DC+ | 適用于各種破碎機(jī),高錳鋼軌,斗、推土機(jī)等受沖擊而易磨損部位的堆焊。 |
堆 D266 | EDMn-B-16 | 低氫型 | AC、DC+ | 適用于各種破碎機(jī),高錳鋼軌,斗、推土機(jī)等受沖擊而易磨損部位的堆焊。 |
堆 D276 | EDCrMn-B-16 | 低氫型 | AC、DC+ | 適用于堆焊水輪機(jī)受氣蝕破壞的零件,如水輪機(jī)的葉片、導(dǎo)水葉等,同時(shí)也適用于要求耐磨性及韌性高的高錳鋼制件的堆焊,如鐵路道岔、螺旋輸送機(jī)構(gòu)、推土機(jī)刀片、抓斗、破碎刃等。 |
堆 D277 | EDCrMn-B-15 | 低氫型 | DC+ | 適用于堆焊水輪機(jī)受氣蝕破壞的零件,如水輪機(jī)的葉片、導(dǎo)水葉等,同時(shí)也適用于要求耐磨性及韌性高的高錳鋼制件的堆焊,如鐵路道岔、螺旋輸送機(jī)構(gòu)、推土機(jī)刀片、抓斗、破碎刃等。 |
堆 D286A | EDMn-B-16 | 低氫型 | AC、DC+ | 適用于高錳鋼堆焊,是鐵路高錳鋼軌,道岔堆焊修復(fù)的專(zhuān)用焊條,也可用于各類(lèi)破碎機(jī)、推土機(jī)等受沖擊面--磨損部位的堆焊。 |
堆 D286B | EDMn-B-16 | 低氫型 | AC、DC+ | 適用于高錳鋼堆焊,是鐵路高錳鋼軌,道岔堆焊修復(fù)的專(zhuān)用焊條,也可用于各類(lèi)破碎機(jī)、推土機(jī)等受沖擊面--磨損部位的堆焊。 |
堆 D307 | EDD-D-15 | 低氫型 | DC+ | 可在中碳鋼(如45、45Mn鋼)制成的刀具毛坯上堆焊刀口以達(dá)到代用整體高速鋼的目的,也可堆焊修復(fù)磨損刀具及其他工具。 |
堆 D317 | EDRCrMoWV-A3-15 | 低氫型 | DC+ | 適用于冷沖模堆焊,也可進(jìn)行一般切削刀具的堆焊。 |
堆 D322 | EDRCrMoWV-A1-03 | 鈦鈣型 | AC、DC | 用于堆焊各種冷沖模及切削刀具,還可以用來(lái)修復(fù)要求耐磨損性能較高的機(jī)械零件。 |
堆 D327 堆 D326Ni | EDRCrMoWV-A1-15 | 低氫型 | DC+ | 用于堆焊各種冷沖模及切削刀具,還可以用來(lái)修復(fù)要求耐磨損性能較高的機(jī)械零件。 |
堆 D337 | EDRCrW-15 | 低氫型 | DC+ | 用于鑄鋼或鍛鋼上堆焊鍛模,亦可用于鍛模的修復(fù)。 |
堆 D397 | EDRCrMnMo-15 | 低氫型 | DC+ | 用于堆焊鑄鋼或鍛鋼作坯體的熱鍛模,也可用于修復(fù)5CrMnMo、5CrNiMo、5CrNiSiW鋼制的舊鍛模,或堆焊高強(qiáng)度耐磨零件。 |
堆 D502 | EDCr-A1-03 | 鈦鈣型 | AC、DC | 這是一種通用性的表面堆焊用焊條,用于堆焊工作溫度在500℃以下的碳鋼或合金鋼的軸及閥門(mén)等。 |
堆 D507 | EDCr-A1-15 | 低氫型 | DC+ | 這是一種通用性的表面堆焊用焊條,用于堆焊工作溫度在500℃以下的碳鋼或合金鋼的軸及閥門(mén)等。 |
堆 D507Mo | EDCr-A2-15 | 低氫型 | DC+ | 用來(lái)堆焊工作溫度在600℃以下的中溫高壓截止閥密封面。閘閥密封面應(yīng)將本焊條與D577焊條配合使用(閥座與閥瓣分別用以上兩種焊條)。 |
堆 D507MoNb | EDCr-A1-15 | 低氫型 | DC+ | 用于工作溫度在600℃以下的中、低壓閥門(mén)密封面的堆焊。 |
堆 D512 | EDCr-B-03 | 鈦鈣型 | AC、DC | D512是一種通用性的表面堆焊用焊條,堆焊層比D502更硬、更耐磨,較難加工,用于堆焊碳鋼或低合金鋼軸、過(guò)熱蒸汽用閥件、攪拌機(jī)槳、螺旋輸送機(jī)葉片等。 |
堆 D516MA | EDCrMn-A-16 | 低氫型 | AC、DC+ | 用于堆焊工作溫度在600℃以下的受水、蒸汽、石油介質(zhì)作用下的部件,如25號(hào)鑄鋼、高中壓閥門(mén)密封面。 |
堆 D517 | EDCr-B-15 | 低氫型 | DC+ | D517是一種通用性的表面堆焊用焊條,堆焊層比D502更硬、更耐磨,較難加工,用于堆焊碳鋼或低合金鋼軸、過(guò)熱蒸汽用閥件、攪拌機(jī)槳、螺旋輸送機(jī)葉片等。 |
堆 D547 | EDCrNi-A-15 | 低氫型 | DC+ | 用來(lái)堆焊700℃以下工作的電站高壓鍋爐裝置的高壓閥門(mén)密封面及其它密封零件。 |
堆 D547Mo 堆 D547MoA | EDCrNi-B-15 | 低氫型 | DC+ | 用于工作溫度低于800℃的高壓閥門(mén)密封面的堆焊。 |
堆 D557 | EDCrNi-C-15 | 低氫型 | DC+ | 用于工作溫度低于800℃的高壓閥門(mén)密封面的堆焊。 |
堆 D577 | EDCrMn-C-15 | 低氫型 | DC+ | 用于堆焊工作溫度在700℃以下的中溫高壓閥門(mén)密封面,在閘閥中如與D507Mo配合使用,使用壽命更高。 |
堆 D646 堆 D608 堆 D618 | EDZ-A1-08 | 石墨型 | AC、DC+ | 用于農(nóng)用機(jī)械、礦山設(shè)備等承受砂粒磨損與輕微沖擊的零件。 |
堆 D628 堆 D648 | EDZCr-B-08 | 石墨型 | AC、DC+ | 用于堆焊承受輕微的沖擊載荷,但要求具有良好的抗磨粒磨損性能的耐磨表面。如錘擊式磨煤機(jī)錘頭,風(fēng)扇式磨煤機(jī)沖擊板等。 |
堆 D667 堆 D678 堆 D698 | EDZCr-C-15 | 低氫型 | DC+ | 用于堆焊要求耐強(qiáng)烈磨損、耐腐蝕和耐氣蝕的場(chǎng)合,例如石油工業(yè)中離心裂化泵軸套,礦山破碎機(jī)部件及柴油機(jī)引擎上的氣門(mén)蓋等。 |
堆 D707 | EDW-A-15 | 低氫型 | DC+ | 用于堆焊耐巖石強(qiáng)烈磨損之機(jī)械零件,如混凝土攪拌機(jī)葉片、推土機(jī)和泵浦葉片、挖泥機(jī)葉片、高速混砂箱等。 |
堆D802 | EDCoCr-A-03 | 鈦鈣型 | AC、DC+ | 堆焊層金屬在850℃仍保持良好的耐磨性和耐腐蝕性能。分別適用于高溫高壓閥門(mén)及熱剪切刃具、高壓泵的軸套筒、粉碎機(jī)的刃口、鍋爐的旋轉(zhuǎn)葉輪等… |
堆D812 | EDCoCr-B-03 | 鈦鈣型 | AC、DC+ | 堆焊層金屬在850℃仍保持良好的耐磨性和耐腐蝕性能。分別適用于高溫高壓閥門(mén)及熱剪切刃具、高壓泵的軸套筒、粉碎機(jī)的刃口、鍋爐的旋轉(zhuǎn)葉輪等… |
堆D822 | EDCoCr-C-03 | 鈦鈣型 | AC、DC+ | 堆焊層金屬在850℃仍保持良好的耐磨性和耐腐蝕性能。分別適用于高溫高壓閥門(mén)及熱剪切刃具、高壓泵的軸套筒、粉碎機(jī)的刃口、鍋爐的旋轉(zhuǎn)葉輪等… |
堆D842 | EDCoCr-D-03 | 鈦鈣型 | AC、DC+ | 堆焊層金屬在1200℃仍保持良好的耐磨性,抗熱疲勞和耐腐蝕性能。 適用于堆焊熱鍛模,閥門(mén)密封面等多用途… |
堆焊及堆焊焊條簡(jiǎn)介文獻(xiàn)

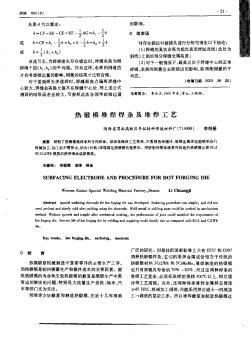 熱鍛模堆焊焊條及堆焊工藝
熱鍛模堆焊焊條及堆焊工藝
格式:pdf
大小:194KB
頁(yè)數(shù): 4頁(yè)
評(píng)分: 3
熱鍛模堆焊焊條及堆焊工藝——研制了熱鍛模堆焊系列專(zhuān)用焊條。該焊條堆焊工藝簡(jiǎn)單,不需預(yù)熱和緩磚,堆焊金屬焊態(tài)能順利進(jìn)行機(jī)械加工.NX.后不需淬火。回火(時(shí)效)即能滿(mǎn)足熱鍛模性能要求。用研制的焊條修復(fù)和制造的熱鍛模比原8Cr3和3Cr2W8模具的使用壽命成倍提...
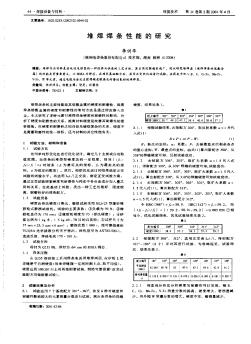
本標(biāo)準(zhǔn)規(guī)定了堆焊焊條的型號(hào)分類(lèi)、技術(shù)要求、試驗(yàn)方法及檢驗(yàn)規(guī)則等內(nèi)容。本標(biāo)準(zhǔn)適用于手工電弧焊表面耐磨堆焊焊條。2100433B

D667堆焊焊條說(shuō)明
?D667是低氫鈉型藥皮鑄造索爾瑪依特合金焊芯的高鉻鑄鐵堆焊焊條,采用直流反接,堆焊層在500℃以下具有良好的耐磨損、耐腐蝕和耐氣蝕能力,超過(guò)此溫度以上則堆焊層硬度劇降。
D628是石墨型藥皮的抗磨粒磨損高碳、高鉻鑄鐵堆焊焊條。堆焊層為高碳高鉻鑄鐵型彌散碳化物,且堆焊層硬度更高,耐熱性能較好,但堆焊層硬而脆,承受壓力與沖擊載荷的能力較低,為了不影響堆焊層的抗磨粒磨損性能,盡可能采用較小電流,以利于堆焊層硬相結(jié)晶的排列方向。
堆焊焊條相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識(shí)
- 相關(guān)專(zhuān)欄
- 手柄
- 約翰華蘭家具
- 水錘
- 金屬波紋管
- 工業(yè)金屬管道工程施工規(guī)范
- 北京華偉貨架
- 滑動(dòng)支座
- 檢查井
- 萊仕達(dá)光影無(wú)線手柄 PXN-8633
- 水泵選型
- 線槽板
- 聚氨酯防腐底漆
- 板金工展開(kāi)程序計(jì)算
- Faroro
- 啞鈴手柄套
- 背壓閥
- 中國(guó)被動(dòng)式太陽(yáng)房及太陽(yáng)能建筑市場(chǎng)監(jiān)測(cè)及發(fā)展策略研
- 永磁同步電機(jī)簡(jiǎn)介
- 新型基于熱力學(xué)法的水泵效率數(shù)學(xué)模型及應(yīng)用
- 全熱回收地源熱泵空調(diào)機(jī)組的系統(tǒng)及工程方案設(shè)計(jì)
- 正榮潤(rùn)璟諸樓及A區(qū)地下室抗浮錨桿工程竣工驗(yàn)收?qǐng)?bào)告
- 支持群體設(shè)計(jì)的工程數(shù)據(jù)庫(kù)管理系統(tǒng)的結(jié)構(gòu)及實(shí)現(xiàn)
- 引入PPP模式的高標(biāo)準(zhǔn)農(nóng)田建設(shè)及財(cái)政支持體系創(chuàng)新
- 中國(guó)民宿消費(fèi)市場(chǎng)格局分析及十三五發(fā)展環(huán)境分析報(bào)告
- 中國(guó)焊接學(xué)會(huì)堆焊及表面工程專(zhuān)委會(huì)
- 政府投資工程類(lèi)項(xiàng)目材料設(shè)備采購(gòu)風(fēng)險(xiǎn)淺析及應(yīng)對(duì)策略
- 影響水利工程質(zhì)量監(jiān)督職能發(fā)揮的主要因素及對(duì)策分析
- 圓錐碎礦機(jī)工作原理、技術(shù)參數(shù)、安裝調(diào)試及維護(hù)檢修
- 醫(yī)用潔凈空調(diào)系統(tǒng)設(shè)計(jì)調(diào)試中易忽視的問(wèn)題及設(shè)計(jì)優(yōu)化
- 園林景觀工程在推進(jìn)城鄉(xiāng)宜居環(huán)境建設(shè)中的問(wèn)題及思考
- 張峰水庫(kù)供水發(fā)電洞洞內(nèi)埋管及電站廠房明管制安施工
- 智能社區(qū)路燈及景觀燈監(jiān)控系統(tǒng)方案V2-BAIDU
最新詞條
安徽省政采項(xiàng)目管理咨詢(xún)有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時(shí)籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無(wú)線POS機(jī)
廣東合正采購(gòu)招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國(guó)際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計(jì)量泵
廣州采陽(yáng)招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國(guó)際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計(jì)量單位
福建省中億通招標(biāo)咨詢(xún)有限公司
泛海三江
威海鼠尾草
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
廣東國(guó)咨招標(biāo)有限公司
甘肅中泰博瑞工程項(xiàng)目管理咨詢(xún)有限公司
山東創(chuàng)盈項(xiàng)目管理有限公司
當(dāng)代建筑大師
廣西北纜電纜有限公司
拆邊機(jī)
大山檳榔
上海地鐵維護(hù)保障有限公司通號(hào)分公司
甘肅中維國(guó)際招標(biāo)有限公司
舌花雛菊
湖北鑫宇陽(yáng)光工程咨詢(xún)有限公司
GB8163標(biāo)準(zhǔn)無(wú)縫鋼管
中國(guó)石油煉化工程建設(shè)項(xiàng)目部
華潤(rùn)燃?xì)猓ㄉ虾#┯邢薰?
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
建設(shè)部關(guān)于開(kāi)展城市規(guī)劃動(dòng)態(tài)監(jiān)測(cè)工作的通知
電梯平層準(zhǔn)確度
廣州利好來(lái)電氣有限公司
四川中澤盛世招標(biāo)代理有限公司