大口徑直縫焊管焊管用途

大口徑直縫焊管焊管用途
一般焊管:一般焊管用來輸送低壓流體。執行標準GB/T0317號8517611。用Q195A、Q215A、Q235A鋼制造 。也可采用易于焊 ?接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種,表6-17為焊接鋼管尺寸。
大口徑直縫焊管造價信息
大口徑直縫焊管是一種籠統得叫法,方式用鋼帶生產,在高頻焊接設備直縫焊接的管子都叫直縫焊管。(由于鋼管的焊接處成一條直線故而得名)。 其中按照用途不同,又不同的后道生產工序.(大致可分為腳手架管,流體管,電線套管,支架管,護欄管等幾種)
而低壓流體焊管是直縫焊管的一種,一般用水,煤氣的輸送, 在焊接完畢后比普通焊管多加以一道水壓測試,當前低壓流體管比普通直縫焊管價格一般高出一點(按當前的市場價來說,大概高出80元左右)
例如:焊接鋼管1寸(DN25)(就是Φ33.5*3.25) 價格大概在4450元每噸。
當前,寶鋼組織有關方面圍繞重點產品、樞紐共性技術、前沿技術編制并實施了《2007-2012年寶鋼技術立異規劃》熱軋工藝是直縫焊管的主要制造方法,占鍋爐管產量的80%熱連軋管機組出產的品種和質量水平除軋機本身的技術水平外,在很大程度上受冶煉和連鑄的制約,因此提高前輩的工藝流程應該是指冶煉至管加工的完整流程國際著名鍋爐管企業大都是完整的專業直縫焊管廠或鍋爐管聯合企業,靠外購坯制造直縫焊管的企業難以在激烈的市場競爭中占穩陣地為真實反映規劃實施情況,剖析存在的題目,寶鋼股份知識資產部組織24名專家對規劃進行了全方位評估3月份我國管材出口量有所反彈,但仍舊保持低位運行,當月出口量為166.7萬噸,同比下降59.9%環比增長6.7%同時,出口均價繼續回落,3月當月出口均價為每噸1081美元,同比上漲22.1%環比下跌4.2%『直縫焊管廠行業回暖的主要指標是鐵礦價格,價格上漲可持續分別比當前同期(下同)下降54.9%和40.4%,國進口大口徑厚壁鋼管廠323.4萬噸,價值42.3億美元,分別下降22.6%和21.6%出口保持低位,進口繼續回升,凈進口量迅速下降一、厚壁鋼管生產總量過剩,國內直縫焊管市場需求減弱需求沒有大幅回暖也造成大量鐵礦石和鋼材庫存』蘭格鋼鐵研究中心研究員孫明告訴記者,『還有許多船只正在海上航行預計五月份的進港量將更多。
本周分析師關注度最高的前20只股票中,銀行類股票拔得頭籌,有7只上榜;房地產、鋼鐵分別有4只、3只個股上榜。
但多位分析師均不看好實行的效果,雖然工信部欲整頓合金無縫鋼管業
近一個多月的直縫焊管市場穩步回暖行情,自從11月份鋼價回落到年內最低點后值此新舊年度交替之際,人們都會不約而同的探詢新年鋼市將如何開局?由于春節也在元月份,使得元月份直縫焊管市場的可交易天數大為縮減,因此,春節之后的一段時間直縫焊管市場將如何運行也成了人們關注的焦點終于讓人們稍稍喘口氣,緊張的心態也有所放松特別是3月份兩會期間,各種利好會重溫。
大口徑直縫焊管質量檢測
鋼管應能承受一定的內壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。渦流探傷按GB7735《鋼管渦流探傷檢驗方法》標準執行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行全面的掃查,探傷信號經渦流探傷儀的自動處理和自動分選,達到探傷的目的。探傷后的焊管用飛鋸按規定長度切斷,經翻轉架下線。鋼管兩端應平頭倒角,打印標記,成品管用六角形捆扎包裝后出廠。焊接鋼管應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。
大口徑直縫焊管焊管用途常見問題
-
河北奧藍德專業生產大口徑直縫焊管,工藝先進,品種多,規格全。
-
河北奧藍德專業生產大口徑直縫焊管,工藝先進,品種多,規格全。
-
河北奧藍德專業生產大口徑直縫焊管,工藝先進,品種多,規格全。
大口徑直縫焊管焊管用途文獻

 基于DSP的大口徑直縫焊管用粗絲大功率GMAW電源的研究
基于DSP的大口徑直縫焊管用粗絲大功率GMAW電源的研究
格式:pdf
大小:687KB
頁數: 4頁
評分: 4.4
針對大口徑直縫焊管粗絲GMAW工藝要求,提出了由兩套軟開關逆變主電路并聯輸出大功率的解決方案,在主電路拓撲上選用移相全橋ZVZCS PWM軟開關電路拓撲。針對焊絲直徑φ3.2 mm,保護氣體為φ(Ar)70%+φ(CO2)30%條件下的電弧特性,采用了恒電流外特性加變速送絲的方案。為改進電源動、靜特性,提出兼顧平均電流控制模式和峰值電流控制模式優點的雙閉環控制策略。為實現移相軟開關,提出一種移相軟開關PWM產生方案,實現了用一塊TMS320LF2407A芯片對兩套并聯軟開關主電路的控制。對所研制的大功率電源進行了外特性測試,驗證設計的正確性。
UOE焊管機組
uoe大口徑直縫焊管成套設備能夠按照API、SPPC、5L標準生產高質量的大口徑直縫焊管,主要產品品種為:石油、天然氣輸送管,水煤漿、礦漿輸送管,市政建設煤氣、給排水、熱力工程用管,厚壁結構管,橋梁打樁管,化工管道,電站管道以及其它用途管道等等。
大口徑焊管一般采用的是雙面埋弧焊焊接工藝,根據其焊縫的不同可以分為大口徑直縫焊管和大口徑螺旋焊管,其中直縫鋼管根據成型方式的不同可以分為又分為UOE、RBE、JCOE鋼管等。
大口徑直縫焊管生產工藝簡單,生產效率高,成本低,而大口徑螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管,架子管,但是生產效率相比與之縫鋼管來說比較的低。大口徑焊管主要應用于大型管道工程、輸水輸氣工程、城市管網建設,市政工程,給水排水工程,大型建筑鋼結構,樁基礎等方面。大口徑焊管的主要檢測方法以探傷檢測為主。采用機焊和人工焊相結合的方法。2100433B
焊縫形狀基本簡介
焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、
焊縫形狀 表面有接縫的鋼管。按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用于石油鉆采和機械 制造業等。爐焊管可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。焊接鋼管比無縫鋼管成本低、生產效率高。
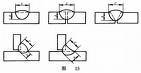
焊接中表示對接焊縫幾何形狀的參數有焊縫寬度、余高和熔深。
1、焊縫寬度焊縫表面兩焊趾之間的距離,叫焊縫寬度。
2、余高超出母材金屬表面連線上的那部分焊縫金屬的最大高度,稱為余高。
余高可避免熔池金屬凝固收縮時形成缺陷,并增大焊縫截面承受靜載荷的能力,但余高過大將引起應力集中或疲勞壽命下降,因此要限制余高的尺寸。通常在平焊位置余高值應為0~3mm,或者余高系數(焊縫寬度和余高值之比)大于4~8。當焊件承受動載荷或疲勞壽命是主要問題時,焊后應將余高去除。
3、熔深在焊接接頭橫截面上,母材金屬或前道焊縫熔化的深度,稱為熔深。一定的熔深值保證了焊縫金屬和母材金屬的結合強度。當填充金屬材料一定時,熔深的大小決定了焊縫金屬的化學成分。
大口徑直縫焊管相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 屋面工程質量驗收規范
- 明末清初黃花梨方凳
- 復合機
- 拉力試驗機
- 黃花梨寬邊方桌
- 鎧裝電纜
- 隔熱材料
- 碳素結構鋼
- 樂彩寫真機
- 磚墻
- 清早期紫檀卷云紋炕桌
- 全自動掛面機
- 屋面防水工程施工
- 彈簧鋼65Mn
- 陸風X6新飾力
- 疊層陶瓷電容器
- 新型貼片式戶外全彩LED顯示屏用途的顯示器件
- 調整焊管工業結構
- 國標直縫焊管公稱直徑DN、NB與鋼管外徑OD區別
- 國內外藍寶石用途高純氧化鋁制備方法和生產現狀分析
- 鋼無縫化ERW焊管生產中產生焊縫橫向開裂的原因分析
- 無縫鋼管、中板、焊管、普通鋼材結算價格調整表
- 正火溫度對X65鋼直縫電阻焊管焊接區組織和性能的影響
- 304、316和316L三種不銹鋼的性能比較及典型用途
- 一般用途的無縫和焊接不銹鋼管規范
- 鋼級φ1219×18.4mm螺旋焊管的研制與應用
- 插頭插座家用和類似用途、工業用CCC認證描述與界定
- 5萬噸級多用途碼頭設計梁板式高樁碼頭結構
- 插座配電箱、鎖插座箱、組合插座箱和成套設施的性能及用途
- PVC塑料的區別、性能、用途
- 大口徑、長距離燃氣管道工程機械頂進用鋼筋混凝土管的選擇
- 大口徑長輸天然氣管道閥室引壓管卡套失效的危害及處理技術
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司