低溫化學熱處理工藝方法選擇通則
《低溫化學熱處理工藝方法選擇通則》是2007年9月1日實施的一項行業標準。
低溫化學熱處理工藝方法選擇通則基本信息
| 中文名 | 低溫化學熱處理工藝方法選擇通則 | 標準號 | JB/T 7500-2007 |
|---|---|---|---|
| 實施日期 | 2007-09-01 | 發布日期 | 2007-03-06 |
| 技術歸口 | 全國熱處理標準化技術委員會 | 批準發布部門 | 國家發展和改革委員會 |
中國機械工程學會熱處理分會、愛協林工業爐工程(北京)有限公司等。
低溫化學熱處理工藝方法選擇通則造價信息
石康才、酈振聲等。
低溫化學熱處理工藝方法選擇通則常見問題
-
熱處理:金屬材料在固態下,通過加熱、保溫、冷卻的手段,改變金屬材料內部的組織狀態,從而獲得所需性能的一種熱加工工藝。常用的方法有:1、退火:有完全退火、不完全退火、等溫退火、球化退火、去應力退火、再結...
-
35鋼屬于調質鋼(含碳0.25-0.5%),一般用淬火(840度左右)+高溫回火(560度左右),得到回火索氏體。因為不屬于合金鋼,一般不用淬火+中溫或低溫回火。若想提高表面硬度,可以滲氮處理。
-
35鋼屬于調質鋼(含碳0.25-0.5%),一般用淬火(840度左右)+高溫回火(560度左右),得到回火索氏體。因為不屬于合金鋼,一般不用淬火+中溫或低溫回火。若想提高表面硬度,可以滲氮處理。35號...
低溫化學熱處理工藝方法選擇通則文獻

 熱處理工藝有哪些
熱處理工藝有哪些
格式:pdf
大小:43KB
頁數: 4頁
評分: 4.4
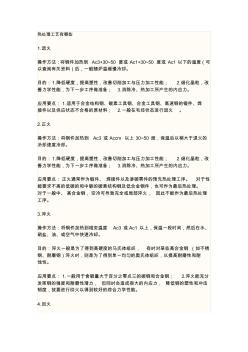
熱處理工藝有哪些 1.退火 操作方法:將鋼件加熱到 Ac3+30~50 度或 Ac1+30~50 度或 Ac1 以下的溫度(可 以查閱有關資料)后,一般隨爐溫緩慢冷卻。 目的:1.降低硬度,提高塑性,改善切削加工與壓力加工性能; 2.細化晶粒,改 善力學性能,為下一步工序做準備; 3.消除冷、熱加工所產生的內應力。 應用要點: 1.適用于合金結構鋼、碳素工具鋼、合金工具鋼、高速鋼的鍛件、焊 接件以及供應狀態不合格的原材料; 2.一般在毛坯狀態進行退火 。 2.正火 操作方法:將鋼件加熱到 Ac3 或 Accm 以上 30~50 度,保溫后以稍大于退火的 冷卻速度冷卻。 目的:1.降低硬度,提高塑性,改善切削加工與壓力加工性能; 2.細化晶粒,改 善力學性能,為下一步工序做準備; 3.消除冷、熱加工所產生的內應力。 應用要點:正火通常作為鍛件、 焊接件以及滲碳零件的預先熱處理工序。 對于性
《熱處理工藝設計與選擇》系統地介紹了熱處理工藝的設計與選擇,主要內容包括:熱處理工藝設計基礎,熱處理工藝設計實踐及其質量控制,通用基礎件、汽車拖拉機典型件、工具、模具、量具、礦山機械典型件、輕工機械典型件、液壓零件、機床及夾具典型件、大型機械零件、農機具典型件的熱處理工藝設計實例。《熱處理工藝設計與選擇》內容全面,實例豐富,圖文并茂,實用性強。《熱處理工藝設計與選擇》可供熱處理工程技術人員閱讀使用,也可供熱處理技術工人及相關專業在校師生參考。
2000年8月28日,《水性涂料涂裝體系選擇通則》發布。
2001年1月1日,《水性涂料涂裝體系選擇通則》實施。
1 釬桿熱處理工藝選擇的基礎是鋼種釬具用鋼,伴隨著沖擊式鑿巖機械的發展,形成了各種系列和類別。在釬桿生產中,正確選擇了鋼種,才有可能選擇能充分發揮該鋼種優點的熱處理工藝,以保證釬桿的質量和壽命。鋼種不同,最佳的熱處理工藝也不同。
2 釬桿熱處理工藝選擇的依據是釬桿的基本要求和釬桿的失效分析釬桿的基本要求因品種而異,釬桿的失效原因,有釬桿結構設計不合理或制釬過程各加工工序的缺陷,還有使用時的失誤等等。
但熱處理工藝是否適當,熱處理時是否存在質量問題,是內在的、是本質的。要針對釬桿失效的最主要原因,排除了各種外在的因素以后,選擇保證內在質量的最佳熱處理工藝。
3 釬桿熱處理工藝選擇要遵循經濟性、合理性和可行性原則目前熱處理技術的發展,日新月異,除了常規的熱處理、感應加熱、化學熱處理、真空熱處理之外,還有高能束(激光、電子束等)熱處理、物理氣相沉積和化學氣相沉積、離子注入、噴涂等新的表面強化熱處理技術。釬桿是細長桿件,要進行整體處理有很大的局限性,往往一種熱處理工藝無法滿足釬桿各部位的基本要求,應選擇幾種熱處理工藝,分別對各部位進行處理。如何在眾多的熱處理技術中選擇適合于釬桿的各種基本要求的熱處理工藝,就要考慮經濟性、合理性和可行性。
4 選擇熱處理工藝的最終判據是釬桿實際使用壽命的提高程度
到目前為止,釬桿質量的高低最好的判定是進行實地礦山鑿巖試驗。在此之前,國內外不少公司和科研機構和高等院校,研制過釬桿室內壽命試驗臺和壽命測試裝置,其試驗或檢測結果只能是相對性的或作為初步選擇制釬工藝或熱處理工藝的篩選手段。應該指出: 實地礦山鑿巖試驗數據往往也具有相對性,只有在同一地點、同一種機械、相同的操作水平, 數據經過統計處理才有比較可靠的對比性。礦山鑿巖試驗的高壽命結果,是熱處理工藝選擇的最重要依據。
低溫化學熱處理工藝方法選擇通則相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 低溫固化銀漿
- 低溫封釉技術
- 低溫恒濕試驗箱
- 低溫環境下高電壓超導電纜局部放電特性研究
- 低溫球化退火
- 低溫電鍍鎳錳胎體人造金剛石鉆頭
- 低溫磁場測試和試樣制備系統
- 低溫蒸發回收乳化瀝青殘留物試驗法
- 低溫阻尼脂
- 低熱水泥
- 低熱阻鋁基板
- 低碳地產之中國選擇
- 低碳地產先鋒
- 低碳型建筑環境設備與系統節能教育部工程研究中心
- 低碳房地產網
- 低碳煤氣灶
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 有源配電網設備利用率影響因子體系及其價值計算方法
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 新的基于NGA/PCA和SVM的特征提取方法
- 定征復合板材粘接層性質的非線性超聲蘭姆波方法
- 圓形隧道反向曲線隧道中心線兩種偏移計算方法的比較
- 主要用固體工業廢渣生產硫鋁酸鹽水泥熟料的方法
- 引水系統混凝土裂縫化學灌漿施工技術
- 含有彩色漿料和滲透墨水形成的陶瓷磚及制作方法
- 保護裝置BUCK開關電源的PCB優化設計方法
- 有軟弱下臥層時確定天然地基上基礎底面積的簡便方法
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 以水利項目為例分析社會穩定風險評估方法與要點
- 無機材料工藝學課程改革探索
- 醫院手術部新風機組盤管冬季凍裂問題分析及防止方法
- 再談VRV空調系統設計與施工中有關問題的解決方法
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
拆邊機
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司