焊接質量質量檢驗
焊接產品投入使用后,為了保證在設計壽命范圍內正常工作和防止發生突然破壞事故,應進行定期的檢驗,以判明有無裂紋發生及裂紋擴展情況等。
焊接時為保證質量,需要注意之處:(1)對不熟悉的鋼種焊接時,需做工藝性能和力學性能的試驗;
(2)焊工要進行考核,持證上崗;
(3)焊條、焊絲、焊劑按規定烘焙;
(4)多層焊接需連續施焊,每層焊道之間要清理;
(5)焊縫出現裂縫,應申報、查明原因,方能處理。
焊縫質量檢驗方法分:外觀檢查、超聲波探傷檢驗、X射線檢驗。
焊縫質量分三級:
一級焊縫需經外觀檢查、超聲波探傷、x射線檢驗都合格;二級焊縫需外觀檢查、超聲波探傷合格;三級焊縫需外觀檢查合格。
焊接質量造價信息
焊接質量通常由產品的設計質量、加工質量、質量檢驗和焊后處理等環節來保證。
焊接質量設計質量
焊接產品所選用的接頭類型及其計算強度應滿足實際的承載能力。焊接方法應適合構件的特點,經濟性好。焊接工藝過程應能盡量減少應力、變形和應力集中程度。生產勞動量和材料消耗應盡可能小,接頭設計時還要考慮探傷的方便。
焊接質量加工質量
所采用的母材、焊絲、焊劑或焊條等焊接材料的性能應符合設計要求。焊機、輔助機具和檢測儀器的性能應良好。焊前,焊接材料應按規定烘干,工件的焊接坡口要符合要求并清除切割殘渣、龜裂和污物。
焊接質量質量檢驗
質量檢驗貫穿在產品從設計到成品的整個過程中,必須確保質量檢驗過程中所用檢驗方法的合理性、檢驗儀器的可靠性和檢驗人員的技術水平。焊后的產品要運用各種檢驗方法檢查接頭的致密性、物理性能、力學性能、金相組織、化學成分、抗腐蝕性能、外表尺寸和焊接缺陷。焊接缺陷可分為外部缺陷和內部缺陷。外部缺陷包括:余高尺寸不合要求、焊瘤、咬邊、弧坑、電弧燒傷、表面氣孔、表面裂紋、焊接變形和翹曲等。內部缺陷包括:裂紋、未焊透、未熔合、夾渣和氣孔等。焊接缺陷中危害性最大的是裂紋,其次是未焊透、未熔合和夾渣、氣孔和組織缺陷等。個別的缺陷是允許存在的。允許存在的缺陷數量、性質依產品的使用條件和質量評定標準確定。如焊縫余高過高,對受靜載的產品是允許的,但對受頻率較高的循環疲勞載荷的產品則是不允許的,就連正常的余高也要削除。焊接缺陷的出現與坡口加工和裝配精度、執行焊接工藝的嚴格程度以及焊工的技術等因素有關。
焊接缺陷的檢驗方法分破壞性檢驗和非破壞性檢驗(也稱無損檢驗)兩大類。非破壞性檢驗方法有外觀檢查、致密性檢驗、受壓容器整體強度試驗、滲透性檢驗、射線檢驗、磁力探傷、超聲波探傷、全息探傷、中子探傷、液晶探傷、聲發射探傷和物理性能測定等。破壞性檢驗方法有機械性能試驗、化學分析和金相試驗等。正確選用檢驗方法,并與生產工序有機地結合起來進行檢驗,不但能徹底查清缺陷的性質、大小和位置,而且可以找出缺陷的產生原因,從而避免缺陷的再度出現。
焊接質量焊后處理
焊后處理包括焊接后工件變形的矯正、余高的打磨處理、接頭清洗、構件焊后局部或整體熱處理等。
焊接質量質量檢驗常見問題
-
焊接時為保證質量,需要注意之處:(1)對不熟悉的鋼種焊接時,需做工藝性能和力學性能的試驗;(2)焊工要進行考核,持證上崗;(3)焊條、焊絲、焊劑按規定烘焙;(4)多層焊接需連續施焊,每層焊道之間要清理...
-
鍋爐、壓力容器、壓力管道的焊接質量現在一般都用《承壓設備無損檢測》(JB/T 4730-2005)來進行無損檢測。
-
最常用的也是最方便的是超聲波檢測但是超聲波檢測的要求不是很高。還有的就是x射線檢測這個檢測方法比較麻煩但是準確度很高。
焊接質量質量檢驗文獻

 焊接質量檢驗的標準
焊接質量檢驗的標準
格式:pdf
大小:2.3MB
頁數: 5頁
評分: 4.7
XX制造有限公司 焊接質量檢驗標準 1.目的 通過正確定義焊接質量的檢驗標準,保證員工在焊接、檢驗過程中制造出合格的產品。 2.范圍 適用于焊接車間。 3.工作程序 焊接質量標準根據生產制造現場工藝實際情況,可采用邊界樣本目視化來清楚地分辨出焊接質量是否 符合要求。 3.1 電阻點焊焊點不合格質量的界定和 CO2氣體保護焊焊點、焊縫不合格質量的界定。 3.1.1 以下 8 種電阻焊點被認為是不可接受的,界定為不合格質量: 3.1.1.1 虛焊(無熔核或者熔核的尺寸小于 4mm)焊點,代號為 L。 3.1.1.2 沿著焊點周圍有裂紋的焊點,代號為 C。 3.1.1.3 燒穿,代號為 B。 3.1.1.4 邊緣焊點(不包括鋼板所有邊緣部分的焊點) ,代號為 E。 3.1.1.5 位置偏差的焊點(與標準焊點位置的距離超過 10mm),代號 P。 3.1.1.6 鋼板變形超過 25度的焊點,代號為
 焊接質量檢驗通用標準
焊接質量檢驗通用標準
格式:pdf
大小:2.3MB
頁數: 2頁
評分: 4.5
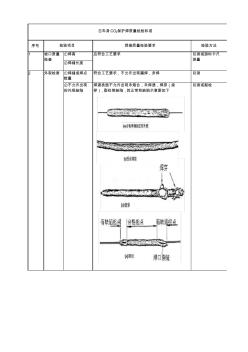
序號 ①焊高 ②焊縫長度 ①焊縫或焊點 數量 2 白車身CO2保護焊質量檢驗標準 檢驗項目 焊接質量檢驗要求 檢驗方法 1 坡口質量 檢查 應符合工藝要求 外觀檢查 ②不允許出現 的外觀缺陷 符合工藝要求,不允許出現漏焊,多焊 焊道表面不允許出現未熔合,未焊透,焊穿(燒 穿) ,裂紋等缺陷 ,其正常和缺陷示意圖如下 目測或敲檢 目測或游標卡尺 測量 目測 序號 A級面 B級面 C級面 D級面 部分 常見 缺陷 示意 圖 3 4 2 外觀檢查 白車身CO2保護焊質量檢驗標準 檢驗項目 焊接質量檢驗要求 檢驗方法 目測 (可借助 5~ 10倍放大鏡觀察) ③其它外觀缺 陷 焊縫或焊點位置 應符合工藝要求,焊縫或焊點不得有嚴重的偏移 (焊偏) 焊接強度(牢固度) 焊接牢固可靠,不允許出現假焊,虛焊 焊縫表面應呈均勻、平滑、整潔有規律的 鱗狀波紋。不允許出現嚴重的蛇形狀,不 允許出現嚴重的濺渣、弧
焊接質量檢測技術專業名稱
焊接質量檢測技術專業
焊接質量檢測技術專業代碼
580113
焊接質量檢測技術修業年限
三年
焊接質量檢測技術學業層次
專科
焊接質量檢測技術學業性質
普通高等教育全日制專科
焊接質量檢測技術學科門類
制造類
《焊接質量控制與檢驗(第2版)》注重綜合性焊接技術管理的闡述,內容包括:焊接質量保證體系的建立和運行、焊接質量管理與工藝規程、焊接工藝評定、焊接質量檢驗、焊接培訓與資格認證等,《焊接質量控制與檢驗(第2版)》內容可以指導實際應用。
焊接質量控制在工程結構生產中是一個很重要的方面。近年來社會發展迫切需要焊接質量控制、管理與檢驗方面的綜合性技術書籍。本書主要供從事與焊接技術相關的工程技術人員、管理人員和質量檢驗人員使用廠也可供高等院校、科研院所、企事業單位的有關教學和技術人員參考。
第1章焊接成形質量檢驗及缺陷分析基礎/ 1
1.1焊接成形質量評定與控制1
1.1.1焊接質量評定標準1
1.1.2焊接質量控制體系2
1.1.3焊接質量控制內容與實施5
1.2焊接缺陷分類及影響因素12
1.2.1常見焊接缺陷類型12
1.2.2焊接缺陷影響因素19
1.3焊接質量檢驗及方法23
1.3.1焊接質量檢驗內容23
1.3.2焊接檢驗方法與實施30
第2章焊縫外觀缺欠/ 52
2.1焊縫咬邊分析52
2.1.1焊縫咬邊類型及特點52
2.1.2焊縫咬邊對接頭質量的影響52
2.1.3咬邊原因及防止措施54
2.2未熔合及未焊透分析55
2.2.1未熔合及未焊透的危害55
2.2.2未熔合及未焊透產生的原因57
2.2.3未熔合及未焊透的防止措施58
2.3焊縫外觀缺欠檢驗方法59
2.4焊縫外觀缺欠分析實例61
2.4.1液壓支架結構件焊接未熔合缺陷的分析與防止61
2.4.2高速焊鋼管焊縫凹陷和咬邊分析63
2.4.3高爐立峰管極電渣焊接頭未熔合缺陷的防止65
2.4.4鈦合金導彈艙體未焊透缺陷的分析67
2.4.5安裝膜式壁打底焊道未焊透原因及防止70
第3章焊縫成分偏析和夾雜/ 72
3.1焊縫成分偏析分析72
3.1.1焊縫中成分偏析分類72
3.1.2偏析產生的原因及防止措施73
3.2焊縫非金屬夾雜物分析74
3.2.1焊縫中非金屬夾雜物分類與特征74
3.2.2焊縫中非金屬夾雜物防止措施75
3.3缺陷檢驗方法76
3.3.1夾雜物的顯微觀察76
3.3.2夾雜物及物相的測試法77
3.4焊縫偏析與夾雜物分析實例80
3.4.1高強鋼焊縫金屬中的非金屬夾雜物分析80
3.4.2微合金鋼焊縫金屬中夾雜物的分析85
3.4.3埋弧焊接鋼管焊縫邊緣夾雜物分析88
3.4.4螺旋管焊縫夾雜物分析及防止措施91
3.4.5船體結構焊縫非金屬夾雜物對斷裂韌度的影響93
第4章焊縫中的氣孔/ 96
4.1焊縫中的氣孔96
4.1.1氣孔類型及特征96
4.1.2氣孔的產生及危害98
4.2焊縫氣孔分析100
4.2.1焊縫氣孔的產生機理及影響因素100
4.2.2焊縫中氣孔的防止措施104
4.3焊縫氣孔分析實例108
4.3.1鋁合金分餾塔及管道焊接氣孔分析108
4.3.2鎂/鋁異種金屬激光焊氣孔形成與防止措施111
4.3.32A12鋁合金管件電子束焊氣孔缺陷分析114
4.3.4埋弧焊管焊縫夾珠型氣孔的形成與消除115
4.3.5ZQ6501轉軸焊修的氣孔及消除措施117
4.3.6埋弧焊焊接T形焊縫氣孔產生原因分析與對策118
4.3.7小口徑耐熱合金鋼管鎢極氬弧焊氣孔分析與防治121
第5章焊接應力與變形/ 123
5.1焊接應力分析123
5.1.1影響焊接應力集中的因素123
5.1.2焊接應力防止措施127
5.2焊接變形分析129
5.2.1焊接變形特點及分類129
5.2.2影響焊接變形的因素131
5.2.3防止焊接變形的措施138
5.3防止焊接應力與變形實例141
5.3.1核電站反應堆堆內構件儀表套管焊接變形控制141
5.3.2大型焊接H型鋼制造工藝與變形控制146
5.3.3大型油罐焊接變形控制150
5.3.4大中型儲罐焊接應力與變形的控制與消除154
5.3.5三峽電站700MW轉子圓盤支架焊接變形控制156
5.3.6大型復雜構件的焊接應力與變形控制159
5.3.7大型復雜結構鋁筒焊接變形控制162
第6章焊接裂紋/ 165
6.1焊接熱裂紋165
6.1.1焊接熱裂紋分類及特征165
6.1.2焊接熱裂紋分析方法167
6.2焊接冷裂紋174
6.2.1焊接冷裂紋分類及特征174
6.2.2焊接冷裂紋分析方法176
6.3焊接裂紋影響因素與防止措施186
6.3.1焊接熱裂紋影響因素186
6.3.2熱裂紋及再熱裂紋防止對策189
6.3.3焊接冷裂紋影響因素190
6.3.4焊接冷裂紋的防止措施191
6.4焊接裂紋分析實例194
6.4.1大慶30萬噸乙烯工程9Ni鋼球罐焊接液化裂紋分析194
6.4.2347奧氏體不銹鋼焊接熱裂紋與再熱裂紋分析198
6.4.3國產600MW機組高加管座焊接延遲裂紋分析203
6.4.4船舶高強鋼結構低溫環境下焊接冷裂紋的防止205
6.4.5西氣東輸X80管線鋼的焊接冷裂紋分析207
6.4.6核電站波動管對接焊縫裂紋分析210
6.4.7船體外板裝配焊接裂紋分析212
6.4.8龍灘電站蝸殼排水閥閥座焊接裂紋分析與對策215
6.4.9大厚度異種鋼焊接裂紋原因分析與對策218
6.4.10液壓支架用Q550 Q690高強鋼焊接裂紋分析224
6.4.11高水頭電站壓力鋼管環焊縫裂紋分析227
第7章焊接結構斷裂/ 231
7.1焊接結構疲勞斷裂分析231
7.1.1疲勞的基本概念231
7.1.2焊接接頭的疲勞性能234
7.1.3影響焊接結構疲勞強度的因素237
7.1.4改善焊接接頭疲勞強度的措施240
7.2焊接結構脆性斷裂分析243
7.2.1脆性斷裂機理243
7.2.2脆性斷裂特征及影響因素244
7.2.3脆性斷裂的防止措施246
7.3焊接結構斷裂分析實例249
7.3.120MnSi帶肋鋼筋焊接脆性斷裂原因及工藝優化249
7.3.2汽輪機17CrMo1V焊接低壓轉子脆性斷裂分析252
7.3.3汽車車架疲勞斷裂損壞分析與焊接修復254
7.3.45A06鋁合金及其焊接接頭的疲勞斷裂分析259
7.3.5換熱器管束焊縫發生疲勞斷裂分析262
7.3.6某型發動機導管焊縫疲勞裂紋失效分析265
7.3.7輸油管線螺旋焊管焊縫斷裂原因分析267
7.3.8工業蒸汽管道斷裂原因分析270
第8章焊接缺陷綜合分析實例/ 274
8.1綜合實例分析1274
8.2綜合實例分析2278
8.3綜合實例分析3281
8.4綜合實例分析4285
附錄焊縫缺陷檢驗及質量控制國家標準匯總/ 289 2100433B
焊接質量相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 焊接質量控制與檢驗第三版
- 焊接質量控制與檢驗(第二版)
- 焊接質量控制與檢驗(第4版)
- 焊接質量控制及缺陷分析檢驗
- 焊接質量檢測技術專業
- 焊接質量檢測技術
- 焊接質量檢測(第二版)
- 焊接質量檢測
- 焊接質量檢驗及缺陷分析實例
- 焊接質量管理與檢驗實用手冊
- 焊接質量管理與檢驗
- 焊接車間
- 焊接車間煙塵衛生標準
- 焊接過程及操作
- 焊接過程材料硬化行為表征及應力應變演化
- 焊接過程的數值模擬
- 中國水電路橋武邵高速公路六標項目質量檢驗試驗計劃
- 園林綠化技術資料鋼結構油漆分項工程質量檢驗評定表
- 影響工程項目管理中的質量因素與提高質量管理的對策
- 應用于建筑10kV進線的電能質量在線監測裝置
- 異形柱框架及短肢墻抗震節點構造的施工質量保證措施
- 智能建筑電氣安裝中的質量控制
- 中華人民共和國水產行業標準玻璃鋼漁船建造質量要求
- 影響我國公路橋梁板式橡膠支座質量的因素及應對措施
- 引水隧洞TBM開挖施工質量控制及問題處理對策
- 以提升安全質量管理水平為目標的施工現場標準化建設
- 中低壓燃氣管道工程質量控制及常見問題處理教學提綱
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 中厚鋼板剪切端面黑線成因分析及其對質量的影響評估
- 智能建筑綜合布線系統安裝分項檢驗批質量驗收記錄表
- 以應用性為核心的工業設計教學質量評價指標體系
- 支護工程鋼腰梁、混凝土腰梁檢驗批質量驗收記錄表
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
拆邊機
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司