立彎式連鑄連鑄機設備工藝流程
鋼水由鋼包經過長水口,進入中間包,然后通過浸入式水口注入結晶器中,鋼水在結晶器中冷卻后形成一定厚度的坯殼,進入二次冷卻設備后鑄坯繼續冷卻直到完全凝固。完全凝固的鑄坯通過鑄坯彎曲裝置進行彎曲,在鑄坯導向裝置的支撐下,進入矯直機進行矯直,然后由火焰切割機切割成定尺板坯,經過去毛刺、噴印后由吊車吊運下線。
立彎式連鑄造價信息
連鑄機臺流數:1臺, 2流
設計年產量:140萬t/ a
板坯寬度:1400~2200mm
板坯厚度:230~400mm
板坯長度:最長10. 8m
連鑄機冶金長度:15. 7m
垂直段長度:19. 256m
弧形半徑:8m
拉速范圍:0. 1~2. 5m /min
最大工作拉速:0. 95m /min
澆注平臺標高: 15. 370m
出坯輥道標高:- 12. 7553m
立彎式連鑄機在生產特厚鋼板時具有以下優點:
(1) 垂直段較長,有利于夾雜物上浮;
(2) 鑄坯在凝固時散熱均勻,同一斷面坯殼凝固厚度均勻,不易產生中心偏析,在生產特厚板坯和特殊鋼種時板坯質量能夠得到保證;
(3) 鑄坯完全凝固后再進行彎曲和矯直,減小了鑄坯凝固過程的內應力,能夠有效地防止鑄坯產生內部裂紋。
(4) 立彎式連鑄機通過鑄坯的在線彎曲和矯直,有利于鑄坯的切割、去毛刺和下線。
立彎式連鑄連鑄機設備工藝流程常見問題
-
通過中間包冶金,可以防止鋼水二次氧化和吸氣,改善鋼水流動狀態,防止卷渣和促進夾雜物上浮,微調鋼水成分,控制夾雜物形態和精確控制鋼水過熱度。總之,對提高連鑄作業率,多爐連澆,擴大連鑄品種,改善鑄坯質量等...
-
其實如果讓我們進行回答可能不太專業,你可以上一些專門的啤酒設備的網站,那上邊有專業又詳細的過程,我就知道一個豪魯機械的啤酒設備網站上有,希望能幫到你。手打求采納!!
-
連鑄機生產廠家應該挺多的,比較大的機加工廠都可以生產,因為連鑄技術已經引進很多年了,技術比較成熟,大的加工廠基本都有幾種規格的技術圖紙,比如齊齊哈爾的一重,大連的大重,還有常熟的常冶等等,以板坯連鑄和...
立彎式連鑄軋鋼是指澆鑄在垂直狀態進行,鑄坯未全部凝固之前呈垂直狀態,全部凝固后,進入矯彎系統,彎曲90°呈水平狀態輸出的一種連續鑄鋼煉鐵類型。
立彎式連鑄軋鋼保留了立式連鑄的部分優點,鑄坯冷卻均勻,鋼水中大型夾雜物在結晶器有上浮機會,殘留夾雜物在鑄坯內分布不產生局部積聚現象。由于鑄坯彎曲后水平方向輸出,所以切割設備可以布置在水平位置,使鑄坯切割的定尺長度不受設備高度的限制。立彎式連鑄是針對立式連鑄高度與定尺長度密切相關,鑄坯定尺長則立式連鑄機高度相應增高外,立式鑄機出坯不便,稍有故障即影響澆鋼。
立彎式連鑄機則避免了這兩點不利之處。立彎式連鑄機是立式連鑄與弧型連鑄之間的產物。這種鑄機均為高架式。出坯在地坪面上,鑄坯的總高度與立式連鑄機差不多,但是多一套彎坯機構,因此造價比立式連鑄機高,世界上此類連鑄機數量不多,中國在70年代,石景山鋼鐵廠(首都鋼鐵公司前身)曾在煉鋼試驗廠內建過一臺小方坯(90mm×90mm)立彎式連鑄機(已拆除)。這類連鑄機已被帶液相彎曲的直弧型連鑄機替代。
一般的弧形連鑄機和立彎式連鑄機,生產的鑄坯厚度在300mm以下,厚度大于300mm的鑄坯,采用弧形連鑄機或立彎式連鑄機生產,要求具有很大的弧形半徑,且不易保證鑄坯質量。德國迪林根鋼廠5號連鑄機,生產鑄坯厚度為230~400mm,采用立彎式連鑄機。這種立彎式連鑄機垂直段較長,鑄坯在垂直段完全凝固后再進行彎曲和矯直 。
立彎式連鑄機主機設備支承在由鋼結構組成的框架梁上。主要設備包括:鋼包車、中間包和中間包車、結晶器、振動裝置、二次冷卻設備、二次冷卻水收集和排出裝置、鑄坯彎曲裝置、鑄坯導向裝置、矯直機、引錠桿系統、火焰切割機和出坯輥道等設備。
1 鋼包車
鋼包車由電機驅動,液壓升降,鋼包車具有稱量功能。
2 中間包和中間包車
中間包鋼水容量為50 t,塞棒機構控制鋼流。中間包車由電機驅動走行,液壓升降,液壓對中微調。
3 結晶器
結晶器為緊湊型結晶器,不帶足輥。結晶器寬邊由碟形彈簧夾緊,液壓缸釋放進行寬度調節。結晶器寬度在維修區進行調節,由電機驅動齒輪箱和絲桿,調節結晶器寬度,在線手動進行微調。
銅板長度: 700mm
銅板厚度: 45mm
銅板材質: CuAg
銅板鍍層: Ni
4 振動裝置
振動裝置為短連桿液壓振動裝置,可以在線調節振幅和頻率。振動裝置由兩片組成,每片由一個帶位移傳感器的伺服液壓缸驅動,四連桿機構導向,按照設定的振幅、頻率實現垂直振動。
振幅:±1mm~ ±5mm
振動頻率: 50~240次/min
振動波形: 正弦波
5 二次冷卻設備
二次冷卻設備由8個導輥段組成,不帶驅動裝置,都布置在垂直段,導輥段固定后冷卻水自動接通。
導輥段1段支承在振動裝置底座上,由12對寬邊輥子(三分節輥) 、5對窄邊輥子、內外框架、側框架和二冷噴嘴等組成。內外側框架和側框架用螺桿連接,輥縫由調節墊板進行調節。窄邊輥子由2個液壓缸和導向桿與側框架連接,根據鑄坯寬度的不同,由液壓缸調節兩側窄邊輥子之間的距離。
導輥段2~8段結構相同。每個導輥段由6對輥子(三分節輥) 、內外框架、輥縫調節裝置、導輥段固定裝置、導輥段移出輥輪和二冷噴嘴等組成。內側框架上設有導輥段移出輥輪和輥縫調節導向機構。導輥段安裝時,在液壓缸的推動下,導輥段輥輪沿導軌進入導輥段設定位置,由4個支承點將整個導輥段支承在梁上,由鎖緊液壓缸鎖緊。調節輥縫時,輥縫調節裝置在帶位移傳感器的液壓缸推動下,外側框架沿導向機構進行滑動,實現輥縫調節。導輥段的更換由專用升降機進行移出和更換。導輥段2~8段可進行遠程調節輥縫,實現動態輕壓下。
6 二次冷卻水收集和排出裝置
在每個導輥段之間,設有二次冷卻水收集和排出裝置,用于收集和排出過剩的二次冷卻水。根據鑄坯的不同厚度和寬度,排水裝置在厚度和寬度方向可進行調節。
在導輥段和鑄坯彎曲裝置之間也設有密封板和排水裝置,用于保護鑄坯彎曲裝置和下方的設備。
7 鑄坯彎曲裝置
鑄坯彎曲裝置布置在導輥段之后,設有3對驅動輥和1對頂彎輥,具有拉坯、彎曲鑄坯和夾送引錠桿的功能。3對驅動輥均帶有獨立的驅動裝置,每個驅動輥上帶2個液壓缸,驅動輥在機架中可以滑動,起拉坯、彎曲鑄坯和夾送引錠桿的作用。頂彎輥懸掛在機架上,由2個液壓缸推動,起頂彎鑄坯的作用,同時用于脫引錠。
8 鑄坯導向裝置
鑄坯導向裝置布置在鑄坯彎曲裝置和矯直機之間,由1根實心光輥和5根盤型輥組成。實心光輥用于引錠桿導向和脫引錠, 5 根盤型輥起鑄坯導向的作用。
9 矯直機
矯直機采用兩點矯直,帶有5根驅動輥, 2根上驅動輥由帶位移傳感器的液壓缸驅動壓下,進行鑄坯矯直和拉坯。
10 引錠桿系統
引錠桿系統為下裝式,剛性引錠桿,引錠桿由引錠桿車進行運輸。引錠桿車布置在-16. 910m平臺上,用于將引錠桿從等待位運送至裝入位。同時引錠桿車上帶3對驅動輥,將引錠桿向上提升,將引錠桿裝入結晶器下口。引錠桿在等待位可以進行引錠頭的更換 。
德國迪林根鋼廠立彎式連鑄機,主要生產結構鋼、高強度結構鋼和其他特殊鋼種,產品主要用于酸性氣體環境、壓力容器、造船和其他特殊用途。該鑄機生產情況正常,設備運行穩定,年產量140萬t,達到設計要求,板坯內部質量良好 。
立彎式連鑄連鑄機設備工藝流程文獻

 連鑄機設備安裝
連鑄機設備安裝
格式:pdf
大小:270KB
頁數: 6頁
評分: 4.5
21 連鑄設備安裝 本章適用于板坯連續鑄鋼工程,其他方坯連鑄等可參照。 21.1 材料要求 21.1.1 ?本工程所用材料及設備應有出廠合格證。 ? 21.2 主要機具 21.2.1?吊裝機具:卷揚、導鏈、滑車;吊車根據情況選用。 ? 1.2.2 ?管道安裝機具:電焊機、氬弧焊機、坡口機、試壓泵、探傷機。 ? 1.2.3 ?設備安裝機具: ?塞尺、水準儀、經緯儀、方水平、平尺。 21.3 施工準備 21.3.1 ?基礎驗收: 在安裝開始前應進行土建和機械安裝專業之間的中間交接 ,土建單位 應提交如下資料: 基礎強度試驗報告 ; 基礎外形各部尺寸檢查資料 ; 基礎沉降觀測記錄 ; 基礎底座基準點、標高基準點及其檢查記錄。 安裝單位應對上述 b、c、d 作驗收檢查。并以此作為安裝基準。 21.3.2 ?檢查設備型號是否設計相符合,在運輸過程中是否有磕碰現象。 ? 21.4 作業條件 21
 連鑄工藝流程介紹
連鑄工藝流程介紹
格式:pdf
大小:270KB
頁數: 2頁
評分: 4.5
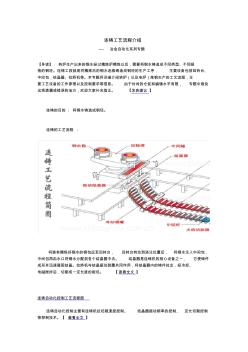
連鑄工藝流程介紹 ---- 冶金自動化系列專題 【導讀】: 轉爐生產出來的鋼水經過精煉爐精煉以后,需要將鋼水鑄造成不同類型、不同規 格的鋼坯。連鑄工段就是將精煉后的鋼水連續鑄造成鋼坯的生產工序, 主要設備包括回轉臺、 中間包,結晶器、拉矯機等。本專題將詳細介紹轉爐(以及電爐)煉鋼生產的工藝流程,主 要工藝設備的工作原理以及控制要求等信息。 由于時間的倉促和編輯水平有限, 專題中難免 出現遺漏或錯誤的地方,歡迎大家補充指正。 【發表建議 】 連鑄的目的 : 將鋼水鑄造成鋼坯。 連鑄的工藝流程 : 將裝有精煉好鋼水的鋼包運至回轉臺, 回轉臺轉動到澆注位置后, 將鋼水注入中間包, 中間包再由水口將鋼水分配到各個結晶器中去。 結晶器是連鑄機的核心設備之一, 它使鑄件 成形并迅速凝固結晶。拉矯機與結晶振動裝置共同作用,將結晶器內的鑄件拉出,經冷卻、 電磁攪拌后,切割成一定長度的板坯。 【查看全文 】
立式連鑄是最早用于工業生產的連鑄技術。1933年德國容漢斯(S.Junghans)發明結晶器振動技術,解決了由于初凝坯殼與結晶器粘連而引發的拉漏問題后,連鑄進入工業應用,50年代到60年代前期,世界各國相繼建設立式連鑄機,但是由于這種類型鑄機建設費用高、生產效率受高度的限制,加之連鑄技術尚不完善,所以發展速度緩慢。
世界上第一臺工業試驗性立式連鑄機于1946年在英國的勞莫爾工廠(Low Maor)建成,澆鑄小斷面鑄坯。第一臺工業生產用小方坯立式連鑄機于1952年在英國的巴路(Barro)鋼廠建成,第一臺板坯連鑄機(半連續立式鑄機,板坯斷面為180mm×800mm)在前蘇聯紅十月鋼廠建成。
中國第一臺工業試驗立式連鑄機于1956年在上海鋼鐵研究所建成。第一臺工業生產型立式連鑄機于1958年建成于重慶第三鋼鐵廠,澆鑄斷面為170mm×250mm。1964年弧型連鑄機問世,立式連鑄機的建設多為弧型鑄機替代,但尚有少數立式鑄機仍在建設,甚至80年代還有新建立式連鑄機的,中國太原鋼鐵公司第三煉鋼廠即在1985年建設一臺半連續澆鑄不銹鋼、合金鋼的立式鑄機。立式鑄機大部分還在繼續發揮作用,但也有部分已經拆除或改建。立式連鑄機以前蘇聯擁有量最多,法國次之。
立式連鑄主要工藝特點是:
(1)鋼液從中間罐注入直立的結晶器,鋼液中大顆粒夾雜物及部分小夾雜有可能上浮到表面,使用保護渣澆注時,夾雜可被保護渣吸收,而殘留在鑄坯內的夾雜物分布較均勻,不會出現弧型連鑄時鑄坯內夾雜物在內弧面積聚現象。
(2)鑄坯的冷卻均勻,凝固組織對稱性好。
(3)坯在凝固過程及在鑄機內不受彎曲、矯直等外力的作用,鑄坯內部不會有機械應力引起的裂紋缺陷,且由于鋼水靜壓力較大,易于凝固補縮,所以立式連鑄適宜于澆注合金鋼及裂紋敏感性高的鋼種。
但是立式連鑄設備總高度大,由于鑄坯在垂直狀態凝固,設備總高度還要隨澆鑄坯斷面的增加和拉速度的提高而增大,鑄坯定尺愈長鑄機高度愈大,一般立式鑄機的高度比弧型連鑄機的高度大兩倍,澆鑄同類型斷面鑄坯,弧型鑄機只有立式鑄機高度的1/3。
如大型板坯或方坯鑄機的高度(澆鑄平臺到輸出輥道的上表面距離)在30m以上,一般較小斷面的立式鑄機高度也需20m左右,所以廠房高度很高或需將鑄機部分設備建在地坑中(中國唐山鋼廠一煉鋼車間的立式鑄機地坑深度為18m)。
因此立式連鑄的基建工程量大,廠房或地坑的建設費用高。此外鑄坯的運出較麻煩,一旦鑄造過程出現故障、鑄機只能停止工作。自20世紀60年代弧型連鑄機問世以來,立式連鑄機的建設基本上為弧型機替代。
澆鑄和鑄坯凝固全部過程都是在垂直狀態中進行的連續鑄鋼|煉鐵類型。這種連鑄|軋鋼的中間罐、結晶器、二冷區、拉矯機、切割設備以及接受定尺鑄坯等一系列設備和操作均布置在一條垂直的中心線上(見圖1)。鋼水從中間罐注入結晶器后,初凝鑄坯經二冷區加速凝固,由拉坯機以設定的拉速拉出,經切割后,定尺鑄坯進入翻鋼斗中,翻斗接受鑄坯后將鑄坯放至水平狀態由輸送輥道運出(地坑式鑄機有提升機將鑄坯提至地坪面上后再由地面輥道輸出),或者由翻鋼斗傾斜倒到斜式履帶運輸機,由履帶運輸機將鑄坯送到地面上由地面輥道輸出,再由拉鋼(或推鋼)機將鑄坯推到集中冷床上。
1—中間罐;2—結晶器;3—二冷區;4、5—拉坯機;6—切割設備;
7—翻鋼斗;8—坑下輸送輥道;9—提升機;10—地面輥道
立彎式連鑄相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 上海酷顯新材料科技有限公司
- SUN W壁掛式機柜
- AHD-S1 PLUS
- 山東地球村集成房有限公司
- 深圳市星耀福實業有限公司
- 淄博啟創建材有限公司
- 上海第益水泵制造廠
- 廣州富羽電纜實業有限公司
- 上海佐勇鐵藝欄桿制造有限公司
- B級鎖
- Q71F超薄型球閥
- 美的KFR-65T2W/DY-D3
- 美的KFR-35T2W/DY-D
- 美的KFR-26T2W/Y-D
- 美的KFR-35T2W/Y-D
- 美的KFR-65T2W/Y-D3
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 中國工程圖學學會成立工程與制造系統集成化分會
- 中國被動式太陽房及太陽能建筑市場監測及發展策略研
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 有源配電網設備利用率影響因子體系及其價值計算方法
- 正壓送風對降低污水廠設備腐蝕的作用與實踐(論文)
- 原材料(設備)合格證、試驗報告匯總表碎石
- 引入PPP模式的高標準農田建設及財政支持體系創新
- 智能建筑工程設計中的機電設備集成配置系統總體設計
- 新型的低壓成套開關設備GGD型低壓配電柜
- 應用型人才培養模式下高校機電工程綜合實踐改革探索
- 以BIM為基礎的裝配式建筑全生命周期管理問題
- 智能建筑智能化工程名詞解釋-通信系統設備安裝工程
- 在建筑行業建立農民工工資保證金制度若干問題的思考
- 新型貼片式戶外全彩LED顯示屏用途的顯示器件
- 政府投資工程類項目材料設備采購風險淺析及應對策略
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司