馬鞍車床使用條件
馬鞍車床的正常使用必須滿足如下條件,機床所處位置的電源電壓波動小,環境溫度低于30攝示度,相對溫度小于80%。
1.機床位置環境要求
機床的位置應遠離振源、應避免陽光直接照射和熱輻射的影響,避免潮濕和氣流的影響。如機床附近有振源,則機床四周應設置防振溝。否則將直接影響機床的加工精度及穩定性,將使電子元件接觸不良,發生故障,影響機床的可靠性。
2.電源要求
一般馬鞍車床安裝在機加工車間,不僅環境溫度變化大,使用條件差,而且各種機電設備多,致使電網波動大。因此,安裝馬鞍車床的位置,需要電源電壓有嚴格控制。電源電壓波動必須在允許范圍內,并且保持相對穩定。否則會影響數控系統的正常工作。
3.溫度條件
馬鞍車床的環境溫度低于30攝示度,相對溫度小于80%。一般來說,數控電控箱內部設有排風扇或冷風機,以保持電子元件,特別是中央處理器工作溫度恒定或溫度差變化很小。過高的溫度和濕度將導致控制系統元件壽命降低,并導致故障增多。溫度和濕度的增高,灰塵增多會在集成電路板產生粘結,并導致短路。
4.按說明書的規定使用機床
用戶在使用機床時,不允許隨意改變控制系統內制造廠設定的參數。這些參數的設定直接關系到機床各部件動態特征。只有間隙補償參數數值可根據實際情況予以調整。用戶不能隨意更換機床附件,如使用超出說明書規定的液壓卡盤。制造廠在設置附件時,充分考慮各項環節參數的匹配。盲目更換造成各項環節參數的不匹配,甚至造成估計不到的事故。使用液壓卡盤、液壓刀架、液壓尾座、液壓油缸的壓力,都應在許用應力范圍內,不允許任意提高。
馬鞍車床造價信息
項目 | Item | CA6263A |
床身上最大回轉直徑 | Max.swingover bed | |
最大工件長度 | Max. length of workpiece | 1500 mm |
過中拖板工件回轉直徑 | Swing over bed | |
馬鞍槽內最大工件回轉直徑 | Max. swing over gop | 820 mm |
馬鞍槽內有效長度 | Length of gop | 320 mm |
主軸轉速范圍 (級數) | Range of spindle speeds | 14~750 rpm (18steps) |
主軸通孔直徑 | Spindle bore | 70 mm |
車削公制螺紋范圍(種樹) | Range of metric threads cutting | 1~224 mm (52kinds) |
車削英制螺紋范圍(種樹) | Range of whitworth threads cutting | 28~2 mm (40kinds) |
車削摸數螺紋范圍(種樹) | Rang of module thread cutting | 0.25~56 mm (41kinds) |
車削摸數螺紋范圍(種樹) | Rang of diametric pitch thread cutting | 112~1 mm (38kinds) |
縱向進給量(種樹) | Longitudinal feeds | 0.15~2.65 mm (26kinds) |
橫向進給量(種樹) | Cross feed | 0.05~0.90 mm (26kinds) |
床鞍快速移動速度 | Speed of saddle quick travel | 6200 mm/min |
主電機功率 | Power ofMain motor | 11 kw |
外形尺寸(長*寬*高) | Overall dimensions(L*W*H) | 3480*978*1310 mm |
機床重量 | Weight | 6800 kg |
1. 導軌經淬硬處理,經久耐用。
2. 床鞍裝有電機,可以快速平衡移動。
3. 尾座采用卸荷裝置,移置輕便,省力。
馬鞍車床使用條件常見問題
-
馬鞍車床適合加工徑向尺寸大,軸向尺寸小的零件。在車頭箱處的左端床身為下沉狀,能夠容納直徑大的零件。車床的外形為兩頭高,中間低,形似馬鞍,所以稱為馬鞍車床。而普通車床不能。車床是主要用車刀對旋轉的工件進...
-
有輕微污染,用清潔毛巾蘸羊毛干洗劑輕輕擦拭毛面,去除污后。用清潔毛巾蘸清水清除皂液,可重復幾次,操作過程中盡量不浸濕皮板,并及時在陰涼處晾干。使用干洗噴劑,使用前搖勻,距污垢15-20公分處噴射,等發...
-
在過梁標準圖集所規定的長度范圍內,只要現場安裝條件允許,均可使用預制成品過梁; 但當預制過梁與構造柱、剪力墻、框架柱等現澆構件相連時,必須采用現澆過梁。
馬鞍車床使用條件文獻

 法蘭類型與使用條件
法蘭類型與使用條件
格式:pdf
大小:20KB
頁數: 1頁
評分: 4.5
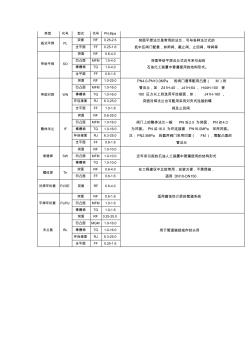
類型 代號 型式 代號 PN,Mpa 板式平焊 PL 突面 RF 0.25-2.5 突面平焊法蘭是常用的法蘭,可與各種法蘭式的 全平面 FF 0.25-1.6 低中壓閥門配套,如閘閥、截止閥、止回閥、球閥等 帶勁平焊 SO 突面 RF 0.6-4.0 凹凸面 MFM 1.0-4.0 突面帶勁平焊法蘭式近年來引起的 榫槽棉 TG 1.0-4.0 石油化工裝置中普遍使用的結構形式。 全平面 FF 0.6-1.6 帶勁對焊 WN 突面 RF 1.0-25.0 PN4.0-PN10.0MPa 的閥門通常配用凸面( M)的 凹凸面 MFM 1.0-16.0 管法蘭,如 Z41H-40 、J41H-64 、H44H-100 等 榫槽棉 TG 1.0-16.0 160 壓力以上則選用環連接面,如: J41H-160 、 環連接面 RJ 6.3-25.0 突面對焊法蘭也可配用采用對夾式連接的蝶
 馬鞍三通
馬鞍三通
格式:pdf
大小:20KB
頁數: 1頁
評分: 4.8
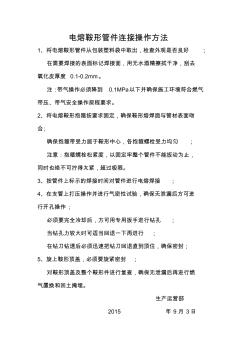
電熔鞍形管件連接操作方法 1、將電熔鞍形管件從包裝塑料袋中取出,檢查外觀是否良好 ; 在需要焊接的表面標記焊接面,用無水酒精擦拭干凈,刮去 氧化皮厚度 0.1-0.2mm。 注:帶氣操作必須降到 0.1MPa以下并確保施工環境符合燃氣 帶壓、帶氣安全操作規程要求。 2、將電熔鞍形抱箍按要求固定,確保鞍形熔焊面與管材表面吻 合 ; 確保抱箍帶受力居于鞍形中心,各抱箍螺栓受力均勻 ; 注意:抱箍螺栓松緊度,以固定牢整個管件不能扳動為止, 同時也絕不可擰得太緊,超過極限。 3、按管件上標示的焊接時間對管件進行電熔焊接 ; 4、在支管上打壓操作并進行氣密性試驗,確保無泄漏后方可進 行開孔操作 ; 必須要完全冷卻后,方可用專用扳手進行鉆孔 ; 當鉆孔力較大時可適當回退一下再進行 ; 在鉆刀鉆透后必須迅速把鉆刀回退直到頂住,確保密封; 5、旋上鞍形頂蓋,必須要旋緊密封 ; 對鞍形頂蓋及
1. 導軌經淬硬處理,經久耐用。
2. 床鞍裝有電機,可以快速平衡移動。
3. 尾座采用卸荷裝置,移置輕便,省力。
規格及主要技術參數 Main Specifications
| 項目 |
Item |
CA6263A |
| 床身上最大回轉直徑 |
Max.swingover bed |
|
| 最大工件長度 |
Max. length of workpiece |
1500 mm |
| 過中拖板工件回轉直徑 |
Swing over bed |
|
| 馬鞍槽內最大工件回轉直徑 |
Max. swing over gop |
820 mm |
| 馬鞍槽內有效長度 |
Length of gop |
320 mm |
| 主軸轉速范圍 (級數) |
Range of spindle speeds |
14~750 rpm (18steps) |
| 主軸通孔直徑 |
Spindle bore |
70 mm |
| 車削公制螺紋范圍(種樹) |
Range of metric threads cutting |
1~224 mm (52kinds) |
| 車削英制螺紋范圍(種樹) |
Range of whitworth threads cutting |
28~2 mm (40kinds) |
| 車削摸數螺紋范圍(種樹) |
Rang of module thread cutting |
0.25~56 mm (41kinds) |
| 車削摸數螺紋范圍(種樹) |
Rang of diametric pitch thread cutting |
112~1 mm (38kinds) |
| 縱向進給量(種樹) |
Longitudinal feeds |
0.15~2.65 mm (26kinds) |
| 橫向進給量(種樹) |
Cross feed |
0.05~0.90 mm (26kinds) |
| 床鞍快速移動速度 |
Speed of saddle quick travel |
6200 mm/min |
| 主電機功率 |
Power ofMain motor |
11 kw |
| 外形尺寸(長*寬*高) |
Overall dimensions(L*W*H) |
3480*978*1310 mm |
| 機床重量 |
Weight |
6800 kg |
本機床馬鞍拆卸方便,重復定位精度高。在拆卸馬鞍后,可進行特殊形狀零件及大直徑盤類零件的加工。 本機床廣泛適應于各位機械加工行業單件或成批生產之用,也是科研機構合適的配套設備。
馬鞍形車床,馬鞍車床馬鞍形車床,又稱馬鞍車床,適合加工徑向尺寸大,軸向尺寸小的零件。
馬鞍車床馬鞍形車床,又稱馬鞍車床,適合加工徑向尺寸大,軸向尺寸小的零件。在車頭箱處的左端床身為下沉狀,能夠容納直徑大的零件。車床的外形為兩頭高,中間低,形似馬鞍,所以稱為馬鞍車床。此系列產品由毛糧清理、凈糧清理、制粉三大部分組成。清糧設備主要采用風機、打麥機、高頻振動篩及去石、甩干于一體的洗麥機。此設備工作噪音低,能耗少,飛塵含量低,操作維修簡便,尤其采用了性能獨特的剎克龍立式打麥機,并加裝了兩套輕雜質箱式分離器。把小麥中的麥糠、麥桔等輕雜質一并排除,并降低了小麥破損率。
馬鞍車床相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 矩陣分析簡明教程
- KZ28鉸接型可控震源
- 曲軸磨床
- 遷移矩陣
- fms
- 鉸接立管轉塔式系泊裝置
- 鉸接式旋翼
- 動平衡機
- 磚瓦泛霜箱
- 精密型葉輪風速儀
- 磚瓦工班組長手冊
- 充氣泵
- 門窗玄關設計
- 炭黑吸油值
- 管鉗
- 數控機床機械系統維修與調試實用技術
- 在劃分多種專業性作業條件下工程施工組織優化理論…
- 在LaTeX中使用TikZ畫圖的入門例子V1.5
- 執勤防御(護)性器械和報警、通訊設備使用管理規定
- 在FIDIC施工合同條件下工程變更引起索賠的處理
- 中國建設銀行憑證機打軟件V2.0(內部使用說明)
- 一拖二水泵智能保護水位有線無線控制配電箱使用手冊
- 在耐熱鉻鋁合金改性處理中釩渣的冶金物化條件及作用
- 影響合成聚乙烯醇縮甲醛樹脂泡沫塑料性能的條件
- 招標合同工程建設招標設標合同合同條件(第3部分)
- 智能天工-21C智能小區弱電集成系統設計使用手冊
- 中國建筑涂料使用VOCs排放因子及排放清單的建立
- 在冰災搶修特殊條件下的OPGW和ADSS施工工藝
- 引大入秦工程中雙盾構型隧洞掘進機使用及其施工組織
- 止回閥使用說明書
- 影響公路施工機械設備使用壽命的主要因素及應對措施
- 工藝條件對6061鋁合金近液相線鑄造微觀組織影響
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司